基于變頻器通信技術的定型機燃燒器安全設計
2018-11-07 06:04:52李繼松
紡織科技進展 2018年10期
關鍵詞:變頻器
李繼松,袁 霏
(1.科德寶寶翎襯布(南通)有限公司,江蘇 南通226000;2.南通職業大學,江蘇 南通226007)
目前國內紡織行業定型機烘箱已越來越多地采用天然氣燃燒加熱,其燃燒器啟動模式設定為當定型機排風電機運行時,每個燃燒器對應的循環風機同時運行才能夠最終讓燃燒器運行啟動。有些用戶為了工藝質量,也將拉幅啟動信號串入到燃燒器運行中,即以上三種信號同時滿足時燃燒器才能夠工作。然而這種控制系統并不能夠閉環監測風機是否真正運行。如果定型機不排風而燃燒器又頻繁點火試啟動,就有可能導致在烘箱內聚集天然氣,有可能達到爆炸極限,這是極其危險的。如果循環風機未啟動成功而燃燒器誤啟動加熱,這樣聚集在腔體內的熱量不能通過循環風機的葉輪散播出去,就會發生局部過熱導致不銹鋼腔體和烘箱嚴重變形。定型機控制加熱啟動,而循環風機葉輪脫落導致局部過熱變形,燃燒到一定程度甚至還會導致烘箱著火,引發更大的安全事故。
本文針對定型機循環風機控制雖然在電氣控制邏輯上符合燃燒器的啟動條件,但未能形成閉環的安全反饋檢測,尤其是電氣元件故障極易導致意外事件反生的不足,通過引入實時監測變頻器輸出電流、電壓和輸出頻率技術,再結合PLC的邏輯控制實現了燃燒器的安全運行目標。
1 安全檢測系統設計
通過測量循環風機轉速和排風管道的風壓可以獲取風機運行的實際情況,但這樣的檢測成本代價太高,技術難度也很大,比如測量轉速需要編碼器且需配置編碼反饋控制。測量管道風壓也需要昂貴的風壓傳感器,同時管道內長時間積聚花絨也會影響風壓傳感器的探頭精度和實際檢測效果。由于整體的控制穩定性不高,采用這樣的技術會大大降低定型機的正常開臺率。
本公司經過多次測量和驗算,對每個定型機的10個循環風機和2個排風風機設計由三菱F840系列變頻器驅動。如圖1所示,變頻器不僅能實現控制風機運轉頻率,還能夠進行RS-485通信,將電機的輸出電流和輸出頻率等參數傳輸至主PLC控制系統。三菱F系列變頻器內部增加了RS-485接收和發送通信接線端子,使用5芯屏蔽線可將最多32臺變頻器串入PLC通信網絡線中。每個循環風機和排風機變頻器站號由1到12值給定,分別代表12個不同地址的變頻器。

圖1 FR-F840與FX3U-485BD通信接線方式
三菱F840與PLC可以通過使用PU接口或RS-485端子完成通信,無需增加額外硬件。變頻器的參數可分別設置這兩種通信方式,使用操作面板FR-DU07設置變頻器RS-485通訊參數,設定值見表1。
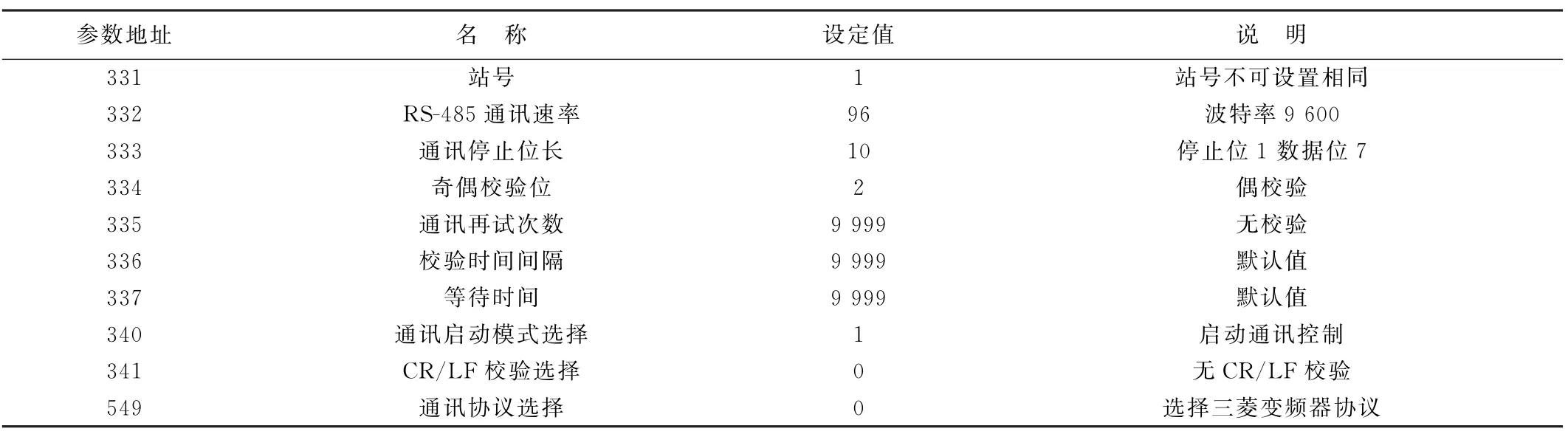
表1 三菱FR-F840采用RS-485通信的參數設定
通信協議選擇三菱變頻器協議,參數設定結束后必須重新給變頻器上電,RS-485通訊才能夠設定成功。
FX3U系列PLC在原有的FX2N基礎上性能得到提高,增加了專門用于變頻器通訊的功能指令,如寫入設定頻率指令:IVDR K2 HED K4500 K1是將頻率值45 Hz由PLC的通信通道1寫入到站號為2的變頻器中,硬件上只需增加FX3U-485BD通信板。PLC程序開發選擇GX Works2編程軟件,圖2所示為部分梯形圖代碼,分別運用了運行指令IVDR和監視指令IVCK。
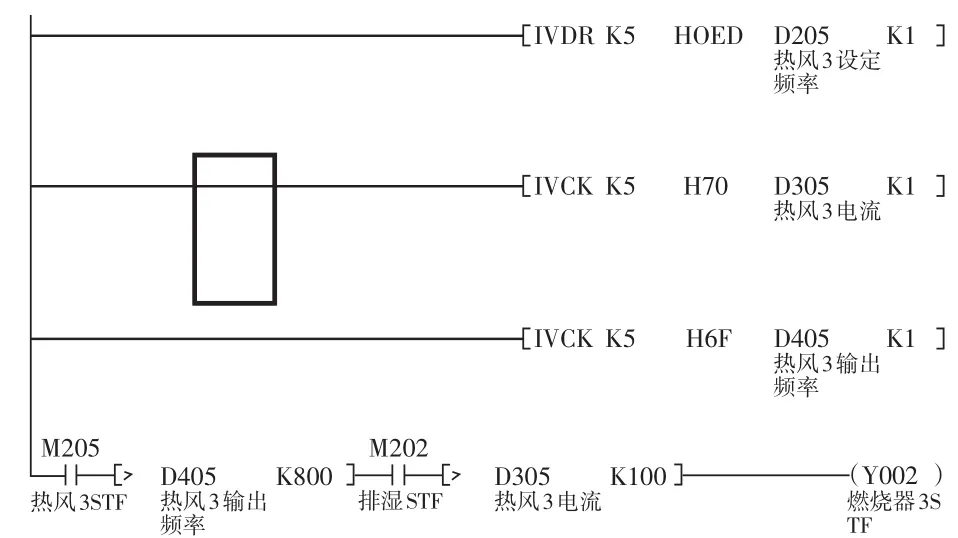
圖2 FX3U與三菱變頻器的通信指令
在梯形圖中寫好代碼后,還要將PLC的通訊參數與變頻器設置為一致,特別是數據長度、奇偶校驗、波特率和停止位。圖3所示是根據表1變頻器的通訊參數來設定的,根據變頻器的個數和通信速率要求,可以選擇波特率為9 600或19 200。最后將GX works2編程軟件的參數和梯形圖一并下載到FX3U中即完成所有通信配置。
如圖4所示,在觸摸屏中組態了風機運行界面,通過變頻器的在線監控輸出電流和電壓。PLC可以進行實時邏輯反饋保護,從而保證循環風機和排風電機是在正常運行情況下啟動燃燒器。為了濾除電流波動干擾,還需設置必要的延時時間。
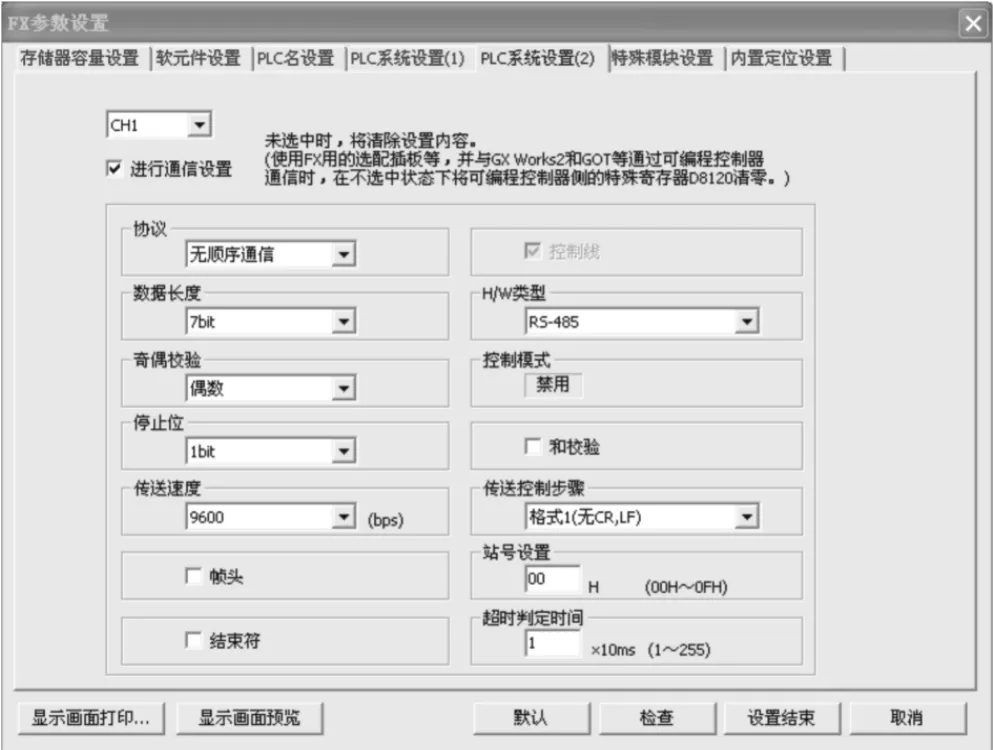
圖3 三菱FX3U通信設置
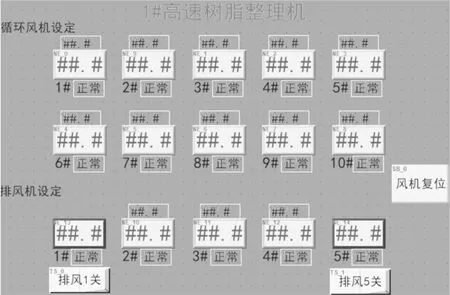
圖4 觸摸屏顯示風機電流
使用三菱變頻器通信技術,減少了現場繁瑣的布線,節約了空間和費用成本,可以實時檢測循環風機和排風電機的運行參數如電流值、頻率值和電壓值,且不需要使用高精度傳感器測量風機,就能夠保證有極高的測量穩定性。
2 變頻器通信檢測
應用三菱FR Configurator2軟件對變頻器進行在線監控和畫面顯示,當循環風機不接入變頻器時,操作定型機讓變頻器啟動,風機電機線并沒有接入變頻器。實驗得出變頻器有輸出電壓,但沒有輸出電流值,如圖5所示。
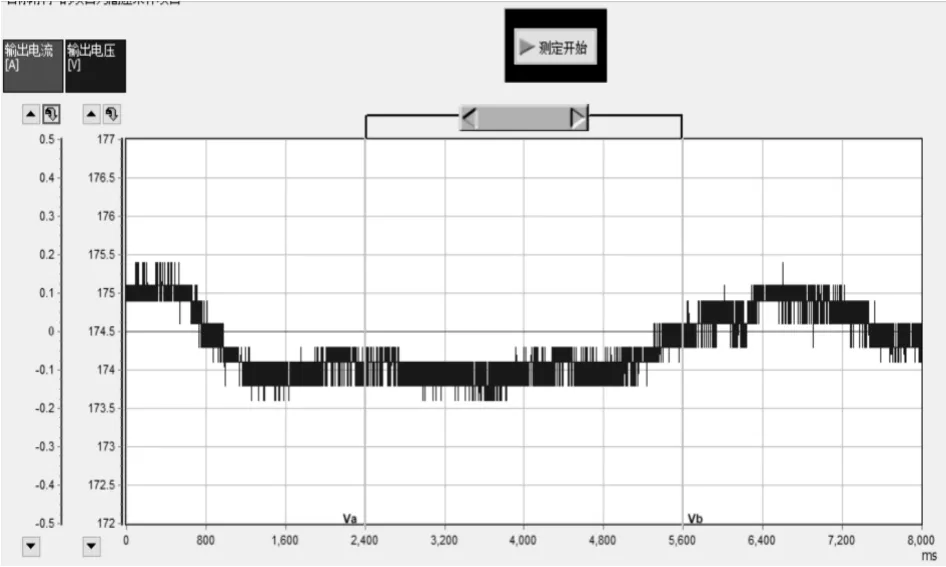
圖5 變頻器不接入風機空載運行
從圖5可看出,變頻器空載運行時輸出電流值為0,而輸出電壓保持動態正弦波形圖輸出。因此在空載情況下,通過PLC就可以很容易地設定檢測條件。即在變頻器啟動條件下,PLC通信變頻器檢測輸出電壓正常,而輸出電流為0值,則PLC邏輯判定燃燒器啟動條件不足;且通過觸摸屏組態報警顯示,告知操作員此時某個燃燒器對應的循環風機沒有接入變頻器或存在斷線可能。
如果循環風機與變頻器正常連接而葉輪卻脫落,此時變頻器是接入電機負載的,有輸出電壓和輸出電流;但烘箱內形成不了有效的循環風壓,燃燒器同樣會啟動加熱程序,沒有循環風讓熱量均勻散出,將造成局部過熱甚至導致火災。
由圖6可看出,變頻器只帶電機運行但沒有葉輪負載安裝在電機上時,輸出電壓與輸出電流形成的線性比關系近似為常數K值,電機從0 Hz提升至50 Hz且穩定之后,這種線性值在每一段的頻率值都是相同的,它只由電機功率和負載值決定。
當變頻器正常驅動風機負載時,在每段頻率10、20、30、40和50 Hz的輸出電壓都是逐漸增長的;而輸出電流在15至50 Hz沒有明顯增長,且在10 Hz的電流只增長約10%。考慮到風機一般設定為固定頻率在20~50 Hz,可適用于很多生產工藝條件。
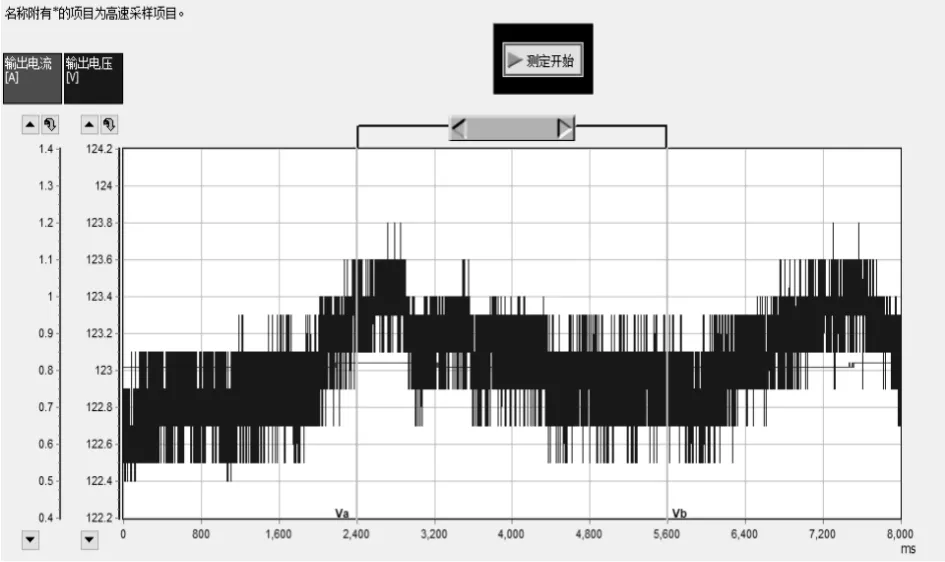
圖6 變頻器接入風機負載運行
圖7 所示為電機運行參數監控表,從中可看出正常循環風機運行時,變頻器輸出電流在20~50 Hz的電流基本保持不變,只有在10 Hz低頻啟動時有較明顯的增長。因此可以將電流值進行數據收集和分析,在固定的負載條件下找到一個特定的電流值范圍。重點設定PLC通信檢測輸出電流的區間,將輸出電流、電壓和頻率三個要素作為診斷條件,可確保排風電機和循環風機的有效監控運行。
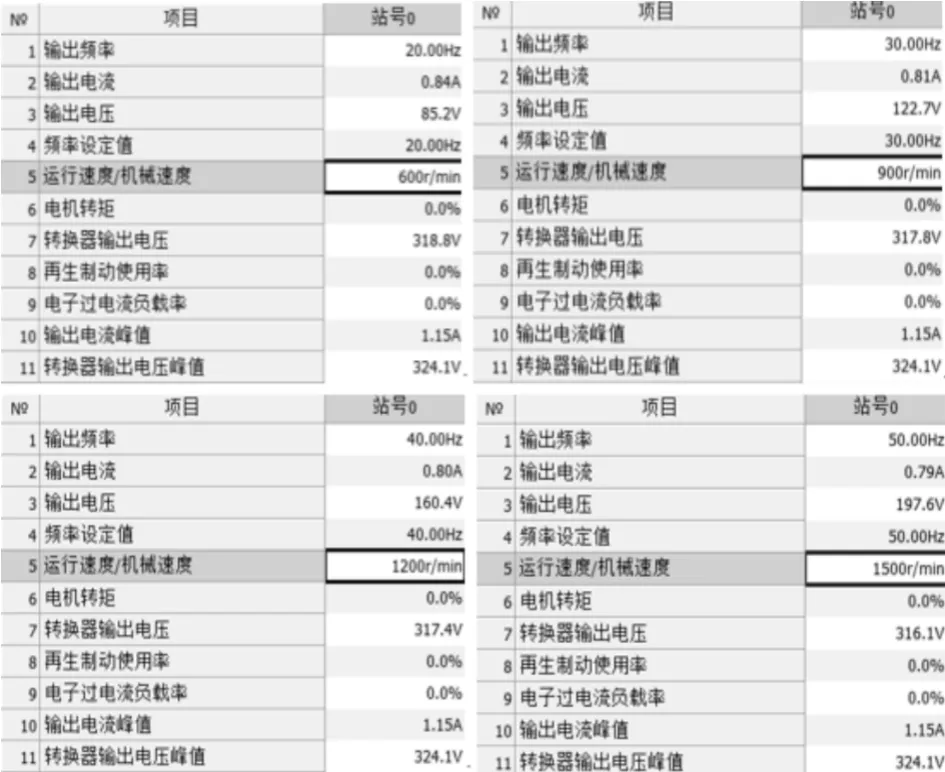
圖7 循環風機在不同頻率下的輸出電流值
為了消除電機在加減速時造成的電流變化及正常運行時的電流波動造成的判定干擾,可將輸出電流的條件再加上檢測延遲時間,且這個時間可以在觸摸屏上設置。一般延遲時間應高于變頻器的加減速時間,這樣確保風機在正常轉動時PLC不會發生誤判。
3 結論
(1)在定型機設備中使用三菱通信協議直接控制三菱變頻器驅動電機,節約了布線成本,簡化了控制和調試難度。同時能夠實時監測輸出頻率、輸出電壓和輸出電流,響應精度達到0.1%,可真正形成安全穩定的閉環控制。
(2)通過測定循環風機在不同頻率段的輸出電流和輸出電壓特性,以及變頻器空載運行的輸出特性,可以在PLC程序中設定監測實際電流值在一個安全的區間內;如果超出設定范圍并達到一定的延遲時間,則輸出報警并停止燃燒器的啟動,從而根本上解決了定型機燃燒器的安全問題。此外,通過短期收集變頻器運行數據和算法推演,這種控制系統甚至可以判定循環風機過載或軸承異常,并進行預防性維修。
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
