基于抗撞性的汽車B柱碳纖維加強板優化設計?
2018-11-15 01:47:26張君媛李仲玉趙紫劍
汽車工程 2018年10期
張君媛,姜 哲,李仲玉,趙紫劍
(1.吉林大學,汽車仿真與控制國家重點實驗室,長春 130025; 2.中國第一汽車集團有限公司研發總院,長春 130000)
前言
復合材料等非金屬材料的使用是汽車車身輕量化途徑之一。其中,碳纖維增強復合材料憑借其密度低、比強度高和工藝性好等優點,已經在車身結構中有初步應用。BMWi7的B柱在金屬結構的關鍵部位局部附加碳纖維增強復合材料,形成混合材料斷面的結構形式[1]。復合材料的應用不僅減輕了質量,且由于其整體成型的特點可減少零件和緊固件數量[2]。
B柱結構為汽車車身在側面碰撞情況中的主要吸能與承力部件,是構成垂直方向傳力路徑的主要部件[3]。B柱的變形情況會對整個車輛的側面結構和乘員傷害產生較大的影響[4]。
除工藝和成本外[5],由于車身工作載荷復雜,碳纖維材料的結構與材料設計也是碳纖維在車身上應用的一個技術瓶頸。目前對于各向同性材料的優化技術較為成熟[6],而對于具有正交各向異性力學特性的碳纖維層合板優化還有待進一步研究。
考慮復合材料可設計性的特點,本文中采用面向復合材料的結構優化方法,對直接替代的碳纖維加強板進行了尺寸優化和鋪層順序優化,實現了材料利用的最大化。
另一方面,目前由于計算機性能的限制,整車碰撞模型計算時間過長,影響效率;本文中提出的解耦方法可較為準確地將整車中的復雜碰撞情況進行簡化,大大縮短了計算時間,提高了計算效率。
1 基于側面碰撞的B柱子結構解耦
選用某國產中型乘用車(稱為M6車型)作為研究對象,在Ls-Dyna中按照C-NCAP側面碰撞試驗要求,建立了整車側面碰撞有限元模型,見圖1。移動壁障沿Y軸方向以50km/h的車速對駕駛員所在一側進行碰撞,計算側圍(與乘員頭、胸、骨盆相對應的部位)主要節點的速度和位移曲線,作為輕量化約束條件。
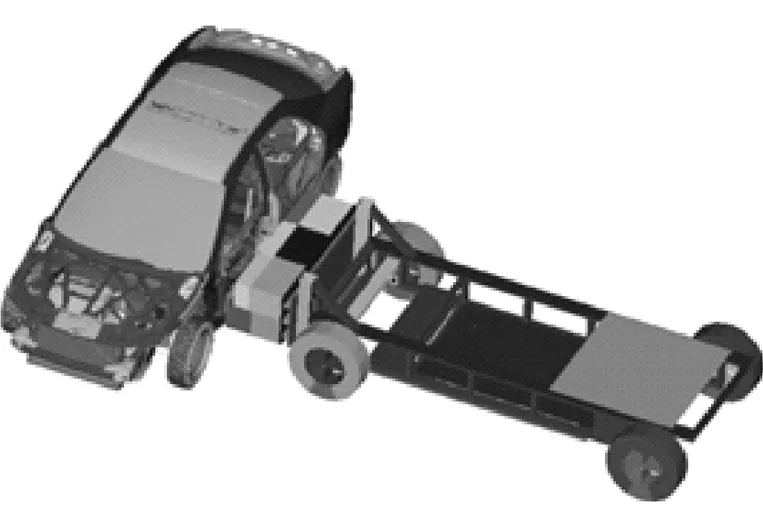
圖1 整車可移動壁障側面碰撞仿真模型
為提高計算效率,本文中將B柱作為抗撞性子結構進行解耦。
根據已有M6車型的整車側面碰撞模型,保留與B柱相連接的部件以保證其變形情況的準確性,如門檻梁、側圍板和頂蓋橫梁等。選取B柱相連接部件中與B柱連接位置接近的區域和側面碰撞臺車緩沖蜂窩鋁最前端表面作為解耦輸入點,如圖2所示。在整車側面碰撞中獲得解耦輸入點的位移 時間曲線,作為子結構碰撞模型相應點的輸入條件,即令子工況B柱的邊界部分與整車中的移動變形情況相同,通過對所研究B柱結構的相連接部分施加強制性位移模擬整車側面碰撞情況。
將采用子結構解耦方法得到的子工況模型與整車側面碰撞工況曲線進行對比:選取B柱中對應于人體胸部的位置作為響應參考點,對比其侵入量和侵入速度,具體數據如圖3和表1所示,其誤差不超過10%,表明了解耦模型的有效性。
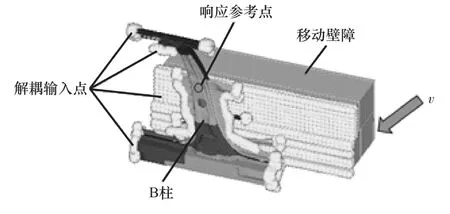
圖2 B柱子結構模型碰撞參考點設置區域
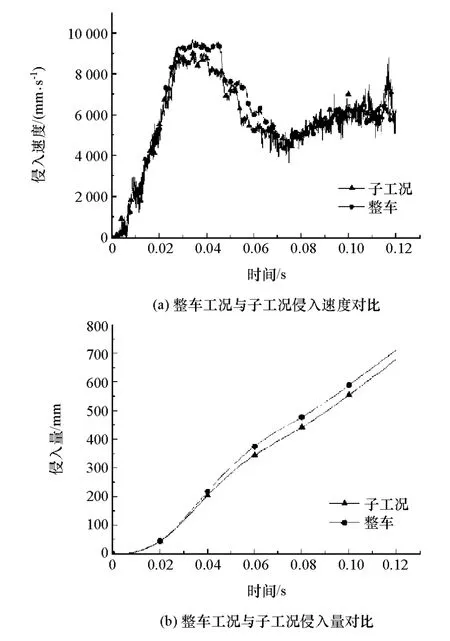
圖3 解耦B柱子結構模型與整車模型侵入速度和侵入量擬合圖

表1 子工況模型與整車模型侵入速度和侵入量最大值對比
2 碳纖維材料力學性能試驗
采用T300級碳纖維增強熱固性復合材料進行原B柱加強板的材料替換。
為獲得沿纖維方向材料參數,先參照標準ASTM D3039/D3039M—08《聚合物基復合材料拉伸性能標準試驗方法》[7]進行材料的拉伸試驗,可以確定高模量纖維增強的聚合物基復合材料的面內拉伸性能。
試驗設備為如圖4所示的萬能試驗機和基于DIC(digital image correlation)技術的VIC-3D非接觸全場應變測量系統。該測量方法是一種非接觸式的用于全場形狀、變形、運動測量的方法[8],應變測量范圍為0.005%(50個微應變)~2000%。不同纖維方向的試件尺寸參數如表2所示。
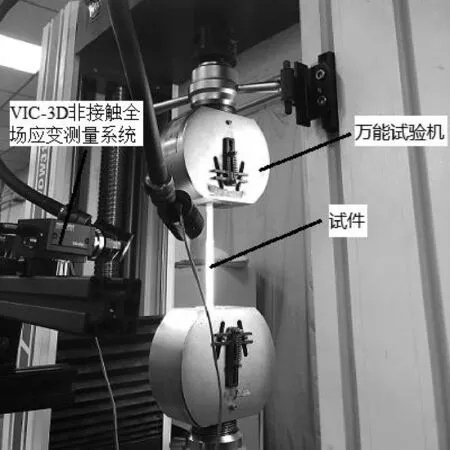
圖4 萬能試驗機和VIC非接觸全場應變測量系統
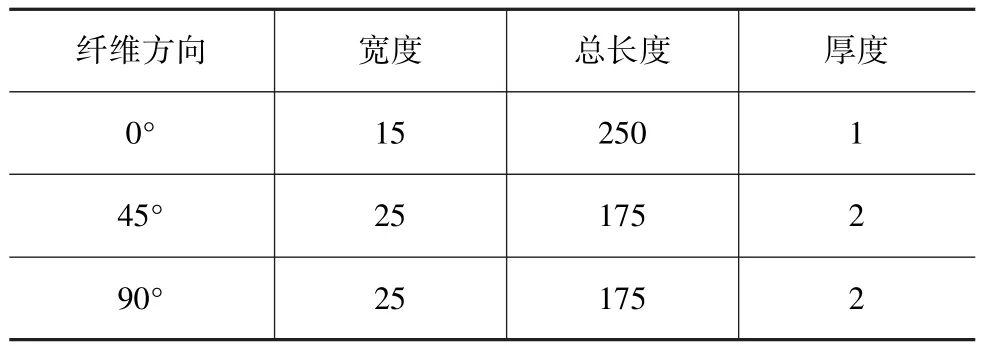
表2 拉伸試驗樣件尺寸 mm
剪切試驗所采取的標準為ASTM D3518《利用±45°層壓板拉伸試驗獲得聚合物基復合材料面內剪切響應的試驗方法》[9],試件長250mm,寬25mm,厚4mm。按照[45/-45]4s進行鋪層,試驗目的為獲得高模量纖維增強的聚合物基復合材料的平面內剪切響應數據曲線。
試驗結果如圖5所示。
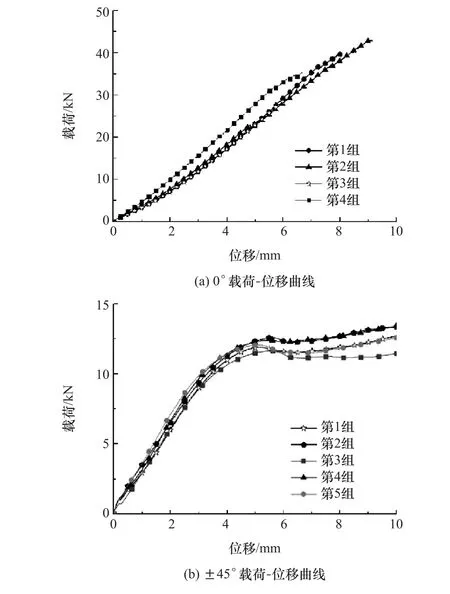
圖5 碳纖維增強熱固性材料載荷 位移試驗曲線
根據試驗所得數據獲得仿真所需碳纖維復合材料的參數見表3。

表3 碳纖維增強熱固性復合材料力學參數
3 碳纖維加強板的初始設計
根據對圖6中B柱組件主要承力部件的分析,選取該模型中B柱加強板進行碳纖維材料替換,進行初始設計及動態碰撞仿真。B柱加強板原始金屬材料為高強度鋼,屈服強度為265MPa,密度為7.85×10-9t/mm3,彈性模量為 205 000MPa。
將其原始厚度為2mm的金屬材料替換為碳纖維增強熱固性復合材料,整個加強板設定為2,2.5和3mm。3種初始厚度的層合板結構,采取0°,45°,-45°和90°的鋪層角度進行設計,單層層合板厚度為0.25mm。
一般來說,層合板鋪層設計時為充分發揮復合材料的可設計性,纖維軸向與拉伸和壓縮方向一致。在角度方向配比方面,同一方向的鋪層角度盡量小于4層;較少使用90°鋪層組,但90°鋪層組必須存在于0°和±45°鋪層間,且占比為6%~10%。若同時利用4種方向角度進行鋪層,則可避免基體樹脂直接受載,且減少結構熱應力對于結構性能的影響,減小泊松比[10]。
先根據上述設計原則進行經驗鋪層,鋪層順序分別設置為
2mm:[0/45/-45/902/-45/45/0];
2.5 mm:[0/45/-45/90/452/90/-45/45/0];
3mm:[0/45/-45/90/45/02/45/90/-45/45/0]。
根據動態模型碰撞響應結果選取最佳初始優化厚度,仿真結果(侵入量和侵入速度)如表4所示。
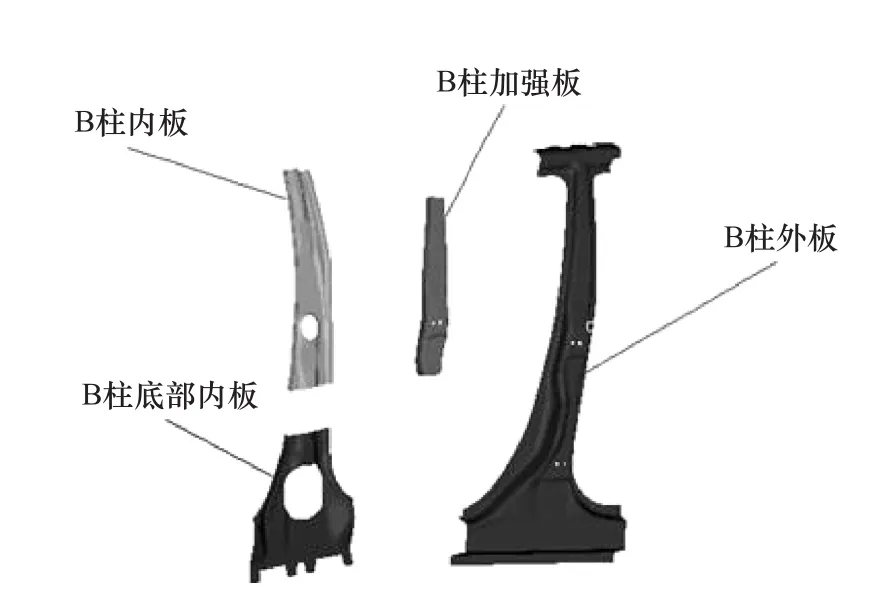
圖6 B柱主要承力部件分解圖
表4 3個厚度下侵入速度和侵入量最大值
以不改變原車側面抗撞性為原則,選取2.5mm為其初始優化厚度。
進行子工況側面動態碰撞仿真后滿足原B柱加強板性能,即保證了其位于人體胸部參考點的侵入量和侵入速度不增大,質量由 1.034減輕為0.288 1kg,即減輕了72.14%。
該方法針對B柱加強板進行碳纖維材料替換,并未充分發揮碳纖維復合材料的可設計性。在此基礎上對碳纖維鋪層角度、厚度以及鋪層順序進行優化以獲得較優的設計結果,得到最佳輕量化方案。
等代設計法是工程復合材料中較常采用的一種設計方法,一般是指在載荷和使用環境基本不變的情況下,考慮復合材料的特點,采用相同形狀(或適當改變形狀和尺寸)的復合材料構件替代其他材料,并用原來材料的設計方法進行設計。進行等代設計時,一般采用等剛度設計后,再做強度校核[11]。
圖7 B柱加強板等效加載情況
4 碳纖維加強板鋪層優化
碳纖維加強板鋪層優化分自由尺寸優化、尺寸優化和鋪層順序優化3個步驟[12]。優化之前先建立等效靜態工況。
4.1 等效靜態工況的建立
采用施加等效靜載力的方法,將B柱動態碰撞仿真模型簡化為靜態三點彎曲模型。
根據B柱子工況有限元模型,只保留其原有B柱加強板形狀模型結構。施加等效靜載力,即按照B柱模型的抗沖擊性仿真中的B柱加強板最大相對位移計算所需等效力,將其加載在與碰撞臺車相接觸的B柱加強板結構優化模型處,并按照加載點的個數,將接觸力進行平均分配加載。由于X和Z兩軸方向與Y軸的接觸力峰值相比,數量級相差甚遠,故X和Z兩軸方向接觸力可忽略不計,只提取出Y軸的峰值力進行等效分析,均勻地加載在B柱加強板結構優化模型上與碰撞臺車相接觸的部位。如圖7所示,基于已定義好的B柱加強板結構進行分析計算,可實現與碰撞模型中相同的最大相對位移,為37.317mm。
4.2 自由尺寸優化
利用優化軟件OptiStruct,對B柱加強板構件采用各向異性材料模型創建鋪層形成的層合板結構進行優化,由于該優化軟件只能對鋪層厚度進行減薄,而不能增厚,故首先定義厚度較厚的超級層。根據上節中所得滿足性能的碰撞結果中的厚度參數作為優化前初始厚度。設定4個典型鋪層方向,即0°,45°,-45°和 90°,各層厚度分別為 0.5,1,0.5 和0.5mm,總厚度為2.5mm。
尺寸優化的目的是獲得板件結構上各個區域的最佳厚度,即得到材料主要分布位置設計方案。將B柱加強板質量響應最小作為優化目標,設定的優化約束為對應于人體胸部的參考點位移響應不超過動態碰撞相對變形量,即上限值為37.35mm。按照此優化參數設置即可獲得在滿足抗撞性能的情況下最小層合板質量及其分布。優化的數學模型為
式中:M為B柱加強板整體質量;t為厚度;εcom為碳纖維復合材料的應變值;ε?為碳纖維復合材料層間應變許可值;dn為節點位移;[dmax]為規定的節點位移上限值。
優化時設定迭代次數達到80則優化自動結束,且允許0.5%的目標容差。優化后B柱加強板厚度可減薄部分如圖8所示。
圖8 碳纖維B柱加強板厚度變化圖
4.3 尺寸優化
尺寸優化階段分為連續尺寸優化和離散尺寸優化兩部分。為保證鋪層信息的正確傳遞,單方向的厚度信息以鋪層形狀的形式輸出。將自由尺寸優化所得的不規律的鋪層厚度在考慮加工工藝性的基礎上進行規整,以便可以進行規模化的生產加工。
通過卡片建立多個設計變量間的關聯,一個設計變量與其他設計變量間的關系[13]為

式中:Idv為因變量標識;Iidv,i為自變量標識;Ci為 Iidv,i的系數;Cmult為常量乘數;C0為一個常量,可人為給定,默認值為 0。 分別取 C0=0,Cmult=1,Ci=1。
因此,鋪層厚度設計變量之間的關系可以表示為

式中T為總的鋪層厚度變量。
尺寸優化目標是質量最小,按照現有工藝和材料試驗數據,指定每層層合板可加工厚度為0.25mm,則優化后單層厚度將都會是指定可加工厚度的整數倍。
尺寸優化后共有16個鋪層項目,單層厚度為0.25mm。
4.4 鋪層順序優化
對于復合材料而言,鋪層順序與其層合板的各向異性力學性能和工藝可行性都有著緊密的聯系,復合材料鋪層順序的變化會影響其結構的整體性能[14]。因此復合材料的層合板鋪層順序優化具有很重要的意義,可在碳纖維復合材料B柱加強板質量不增加的情況下進一步提升加強板的抗撞性能。
在對最優的層疊次序進行優化之前,考慮到工藝制造約束,0°,90°,45°和-45°4 個方向鋪層最多可以有2層相同鋪層連續出現;45°和-45°成對出現來保證對稱性,最大限度避免層間應力的產生。優化約束和優化目標與第4.2節的自由尺寸優化相同,另外考慮鋪層工藝要求,最終得到最優的堆疊順序。
進行19次迭代獲得成功收斂的優化結果。第15~19次迭代結果如圖9所示。其中不同顏色代表不同的鋪層角度,而編號則代表尺寸優化結果中不同鋪層形狀。
圖9 碳纖維增強熱固性復合材料鋪層順序優化結果
4.5 工程解讀
根據鋪層優化的結果在考慮制造工藝性的基礎上對B柱加強板設計方案進行解讀,分為4個區域,如圖10所示。1區厚度為 2.5mm,鋪 10層,鋪層順序為[45/-45/45/-45/45/-45/0/45/0/90];2區厚度為0.5mm,鋪2層,鋪層順序為[45/-45];3區厚度為 1mm,鋪4層,鋪層順序為[45/-45/902];4 區厚度為1mm,鋪 4層,鋪層順序為[02/45/-45]。
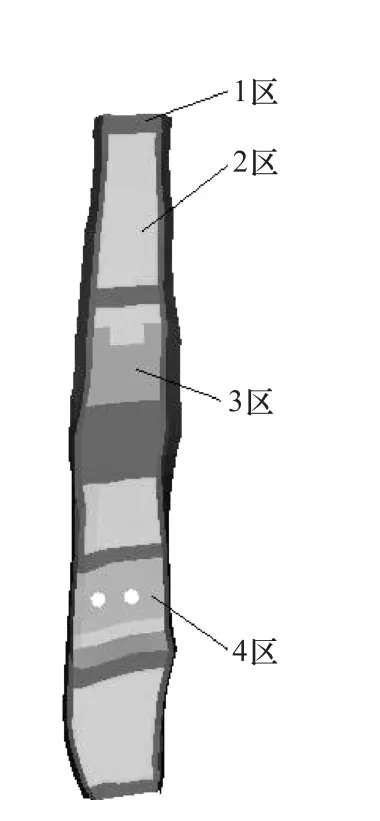
圖10 碳纖維B柱加強板優化分區示意圖
5 B柱子工況與整車工況的驗證
B柱上部對應人體頭部所處位置,中部對應人體胸部位置,下部則對應人體的骨盆位置,中、下部分之間對應人體的腹部位置。故分別在對應人體部位的頭、胸和骨盆的位置選取響應點,設定為頭部測量點、胸部測量點和骨盆測量點,如圖11所示。
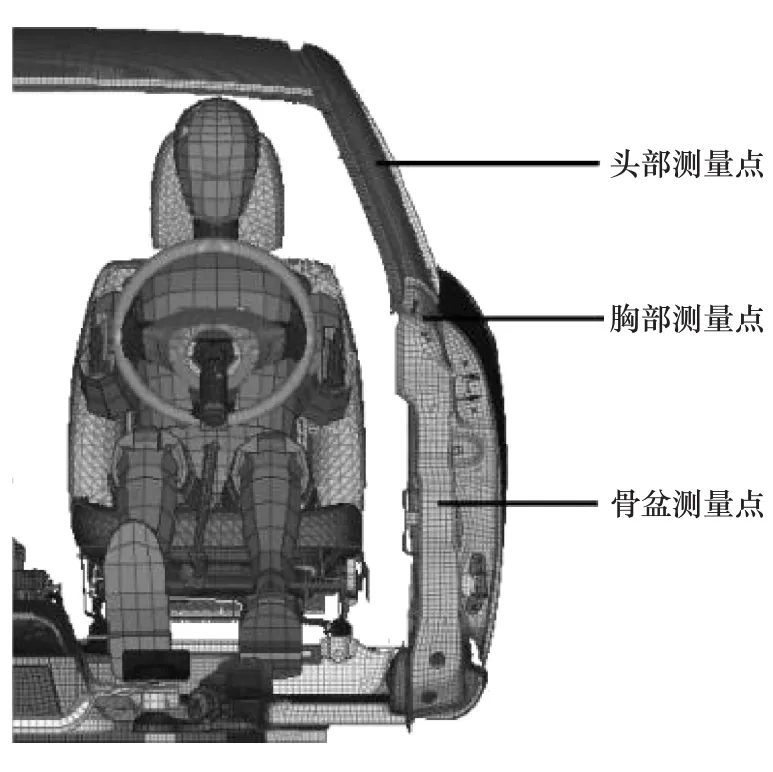
圖11 測量點示意圖
對優化后B柱加強板進行子結構側面碰撞試驗的仿真,相比于原結構,在保證抗撞性能的基礎上輕量化效果明顯,如表5所示。
將優化后的B柱碳纖維加強板進行整車工況計算,評價最終抗撞性能。與原車金屬加強板對比,數據如表6所示。
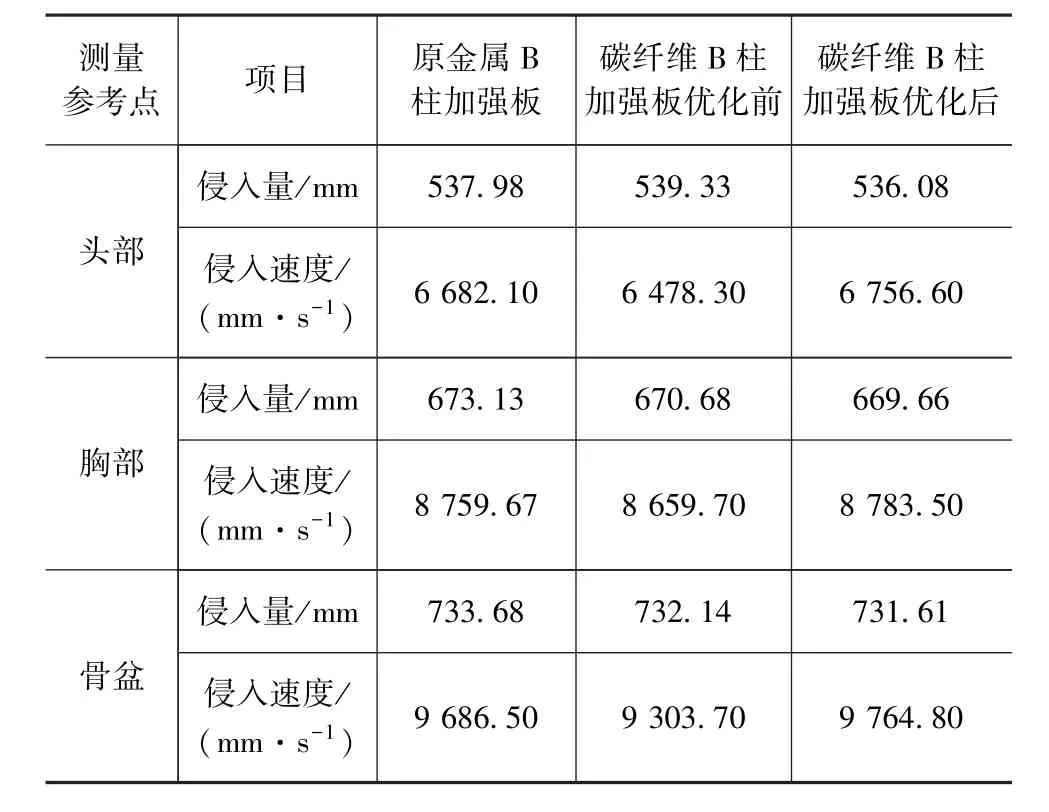
表5 子工況B柱加強板性能對比
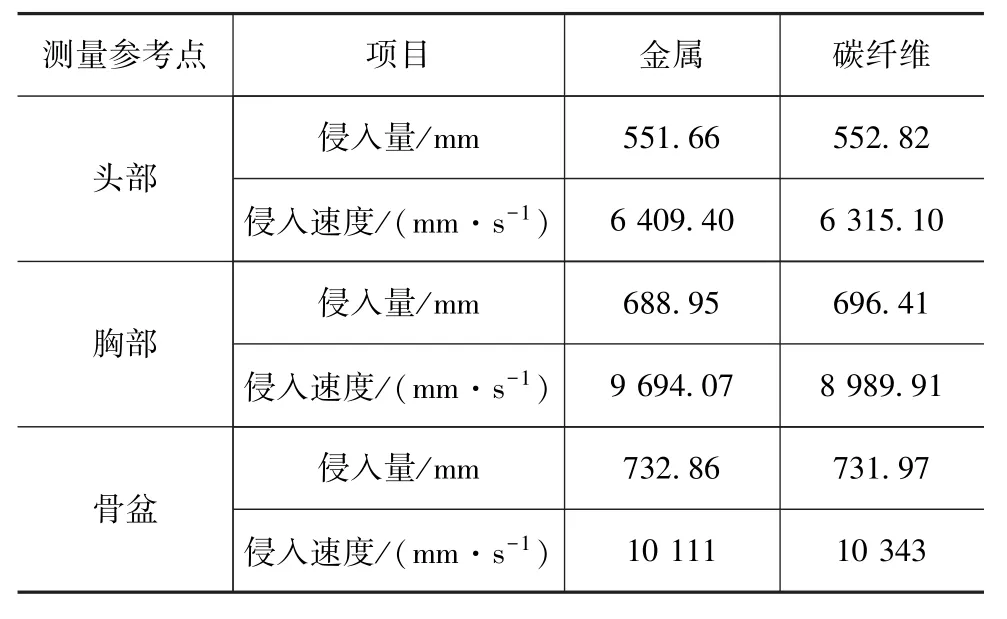
表6 整車工況B柱加強板性能對比
碳纖維材料優化后在整車側面碰撞安全性能基本不變的情況下實現了明顯輕量化效果。
原金屬B柱加強板質量為1.034kg,優化前碳纖維增強熱固性復合材料B柱加強板質量為0.288 1kg,經過鋪層優化后可將其質量降為0.2174kg,在保證抗撞性能的基礎上,輕量化效果明顯。
6 結論
提出了B柱子結構解耦和碳纖維增強熱固性復合材料B柱加強板的優化方法。通過子結構解耦來進行結構簡化,大大提高計算效率,節省時間成本;為充分發揮碳纖維復合材料的可設計性,采用施加等效靜載力的方法創建B柱加強板三點彎曲靜態仿真工況,然后在此基礎上進行B柱加強板的鋪層優化,包括自由尺寸優化、尺寸優化和鋪層順序優化3部分;最后進行優化后碳纖維復合材料B柱在動態子工況和整車工況下的仿真驗證。在保證B柱抗撞性能的基礎上輕量化效果明顯。優化前后減重率為24.54%,與原金屬材料B柱相比最終減重率高達78.97%。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
上海建材(2019年4期)2019-05-21 03:13:02
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16