TPU對ABS熔融沉積成型性能的影響
2018-11-28 10:40:46池哲明夏新曙楊松偉紀錫輝陳慶華肖荔人
中國塑料 2018年11期
關鍵詞:體系
池哲明, 夏新曙, 楊松偉, 紀錫輝, 陳慶華, 肖荔人*
(1.福建師范大學化學與材料學院,福州 350007;2.福建省污染控制與資源循環利用重點實驗室,福州 350007)
0 前言
ABS作為FDM材料之一,具有良好熱力學性能、加工性能、較高的性價比,然而未經過改性ABS在打印過程中會出現翹曲變形現象,導致打印的制品精度較低、尺寸失真和難以滿足實際需求[1-4]。TPU具有優良的彈性、耐磨、耐油等特點,廣泛應用在鞋材、體育用品、日用品上。在ABS中加入TPU,不但可以提高材料的韌性、耐磨性、加工流動性能,同時也能明顯改善熔融沉積過程中ABS因分子鏈收縮運動引起的制品翹曲變形現象。
目前,相關文獻報道大多是ABS/TPU共混體系的性能研究,如李磊等[5]對ABS/TPU合金的微觀結構研究;Zitzumbo等[6]研究納米有機黏土對ABS/TPU的性能影響;Zhou等[7]對玻纖增強ABS/TPU等性能的研究;方征平等[8]主要是對ABS/TPU體系的相容性進行研究。但對于ABS/TPU體系在熔融沉積成型研究目前還少有報道。
1 實驗部分
1.1 主要原料
ABS,PA757K,鎮江奇美股份有限公司;
TPU,8795A,德國拜耳公司。
1.2 主要設備及儀器
同向雙螺桿擠出機/切粒機,ZC-20,南京智誠橡塑機械公司;
3D打印耗材精密擠出生產線,SHSJ35,東莞市松湖塑機機械股份有限公司;
掃描電子顯微鏡(SEM),JSM-7500M,日本JEOL公司;
3D打印機,MakerPi M2030,深圳森工科技有限公司;
電子天平,BS124S,上海上平儀器公司;
萬能測試機,CMT4104,深圳市新三思材料檢測有限公司;
旋轉流變儀,DHR-2,美國TA公司。
1.3 樣品制備
配方設計如表1所示;將ABS/TPU置于80 ℃鼓風干燥箱中干燥8 h后,按表1配比置于高速混合機中混合均勻,再由同向雙螺桿擠出機熔融擠出造粒,造粒后的粒料通過單螺桿擠出機擠出制作直徑為(1.75±0.05)mm的線材,其中,雙螺桿擠出機造粒的各段溫度為180、185、190、195、200、210、220、220、215 ℃,主機轉速160 r/min;單螺桿擠出機制備線材的各區溫度為200、210、220、210 ℃;將制備好的線材經3D打印機打印成測試的標準樣條,其中打印溫度230 ℃、底板溫度110 ℃、樣條填充率100 %、其他參數為打印機默認的參數條件。
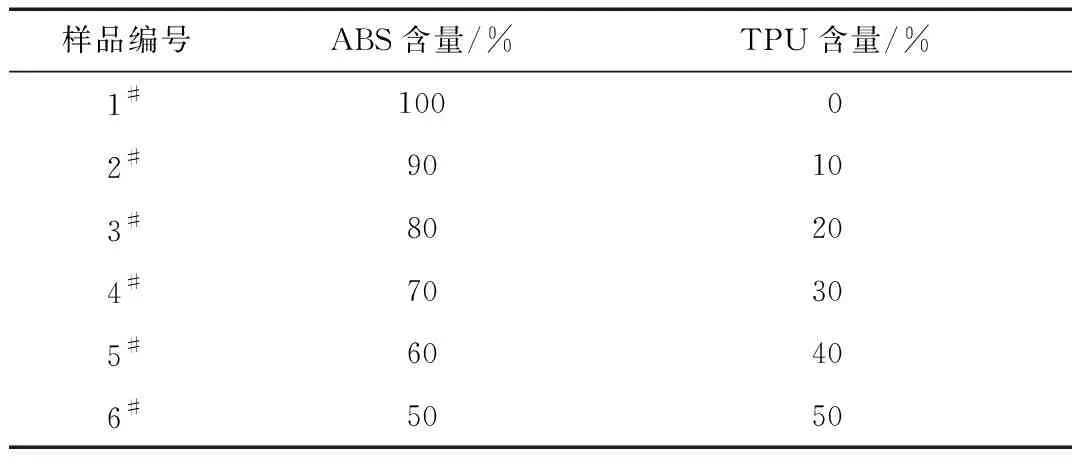
表1 實驗配方表Tab.1 Experimental formula
1.4 性能測試與結構表征
成型性能測試:圖1為FDM樣條收縮翹曲示意圖;
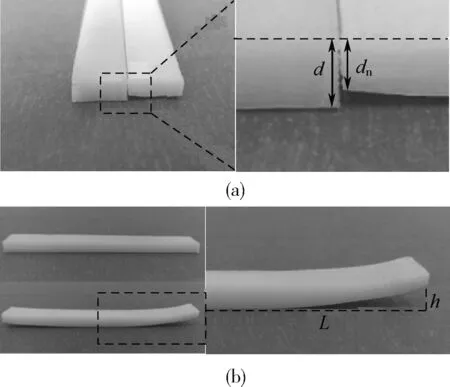
(a)FDM收縮 (b)FDM翹曲圖1 FDM收縮翹曲示意圖Fig.1 FDM shrinkage warping diagram
FDM樣條的彎曲程度表示為Q:
(1)
式中h——彎曲最高距離,mm
L——試樣長度,mm
FDM樣條端角的收縮率(Sn)為:
(2)
FDM樣條端角的平均收縮率(S*)為:
(3)
式中d——標準樣條的距離,mm
dn——實際測量樣條距離,mm
熔融沉積失重率(M)為:
(4)
式中m′——實際樣條質量,g
m——標準樣條質量,g
拉伸強度按GB/T 1040.2—2006進行測試,拉伸速率為5 mm/min;
沖擊性能按照GB/T 1043.1—1993測試,擺錘能量為2 J,試樣為V形缺口,缺口深度為0.8 mm;
彎曲強度按GB/T 9341—2000進行測試,彎曲速率為2 mm/min;
SEM分析:將熔融沉積成型的樣條在液氮中脆斷,對其表面噴金,加速電壓10 kV放大50倍和3 000倍;
動態流變測試:利用熔融沉積成型方式制備樣品,選用直徑為25 mm的平行板夾具,測試溫度為230 ℃,測試頻率為1 Hz,動態應變掃描范圍為0.1 %~100 %;測試應變為1.2 %,頻率掃描范圍為0.1~628 rad/s。
2 結果與討論
2.1 翹曲、收縮、失重率分析
如表2所示,TPU量加入10 %時,ABS/TPU的FDM樣品的翹曲程度、端角收縮率明顯下降。當TPU加入量20 %時,翹曲程度、端角收縮率和失重率分別從5.54 %降到0,17.64 %降到1.81 %,8.36 %降到1.24 %;隨TPU含量進一步增加,ABS/TPU的FDM樣品不再發生翹曲收縮現象,表明TPU對ABS的FDM樣品的翹曲和收縮率有著顯著改善作用。FDM加工過程中,材料的黏彈行為隨熔融、固化等相變過程發生特定性質,這個過程中,聚合物對溫度和時間有著很強的依賴性,在應力作用下,形變不能瞬時完成,就表現出滯后,這種現象稱為“彈性滯后”,滯后效應會導致FDM制品的收縮和翹曲。ABS分子鏈運動緩慢,成型過程中由于熱應力作用發生收縮翹曲,而加入TPU能夠極大改善ABS線材的翹曲收縮問題,這可能與TPU分子鏈極好柔順性有關,TPU作為類橡膠的彈性體,在加熱熔融狀態下,分子鏈運動能力強,在FDM鋪層過程中,很好傳遞和釋放內應力,使材料熱收縮不均勻引起的翹曲變形大大減小,因此TPU的加入能夠很好地改善ABS線材的打印翹曲問題[9-10]。
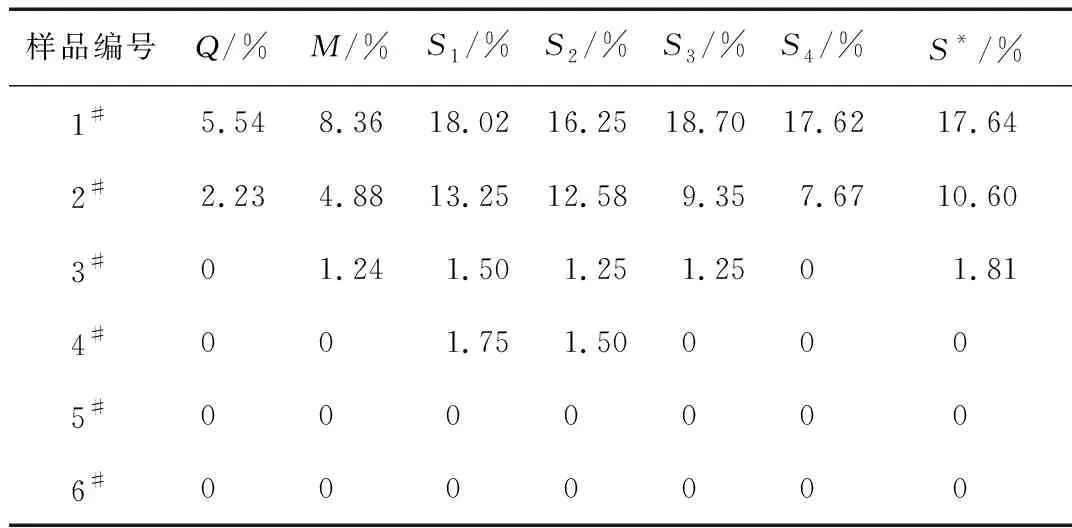
表2 ABS/TPU的FDM翹曲、收縮和失重率的測量結果Tab.2 ABS/TPU FDM warpage, shrinkage and weight loss measurement results
注:當彎曲翹曲變形程度小于1 %,端角的收縮率小于1 %,失重率小于1 %時,認為在誤差范圍內,樣件不發生翹曲變形,相應的彎曲翹曲變形程度記為0,端角收縮率記為0,失重率記為0。
2.2 力學性能分析
如圖2所示,ABS/TPU體系的拉伸強度和彎曲強度隨著TPU質量分數的增加逐漸下降,而沖擊強度逐漸增加。當TPU含量為50 %時,缺口沖擊強度達到了37.1 kJ/m2,較純ABS(9.5 kJ/m2)提高了約290 %。彈性體TPU的加入,TPU主鏈上的—NHCOOH—單元與ABS的丙烯腈組分中的—CH2CH(CN)—之間氫鍵作用形成微網絡結構而增加ABS/TPU的相容性,另外,TPU中的軟段與丙烯腈還存在偶極-偶極的作用增加TPU與ABS的界面作用,因此TPU分子能夠較好嵌入ABS中,這些原因導致材料從銀紋發展到裂紋需要更大的沖擊功。另外,TPU拉伸和彎曲模量相對于ABS較低,隨著TPU繼續增加,ABS/TPU體系的拉伸和彎曲強度會整體發生下降。
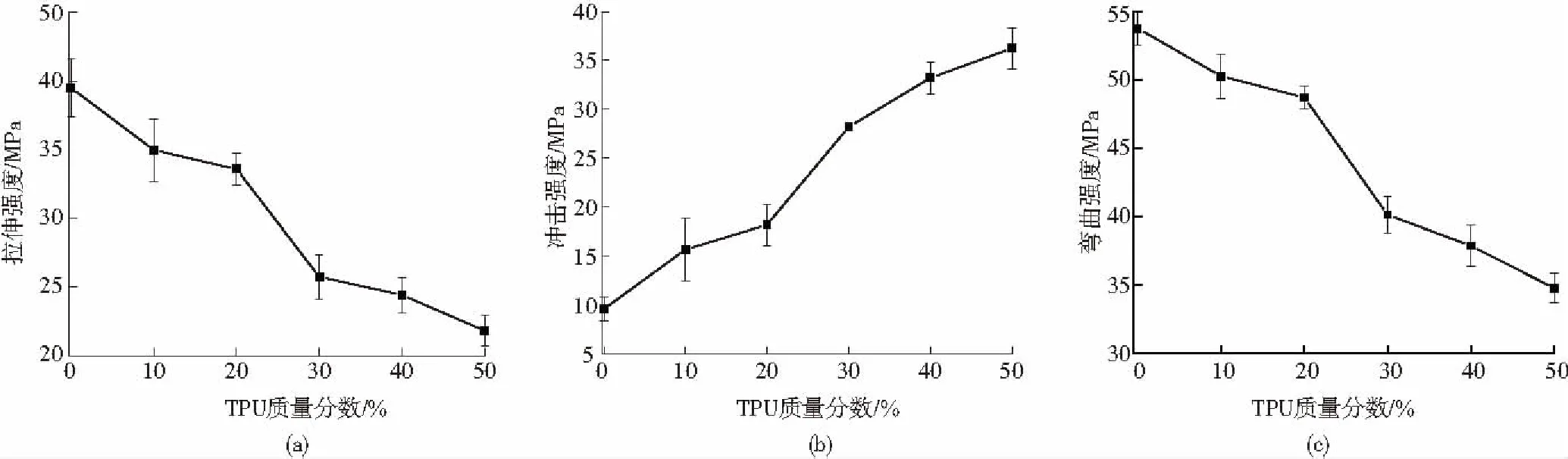
(a)拉伸強度 (b)沖擊強度 (c)彎曲強度圖2 ABS/TPU的FDM樣條力學性能Fig.2 Mechanical properties of ABS/TPU test samples by FDM
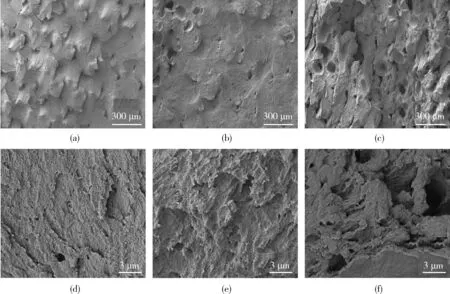
ABS/TPU,放大倍率:(a)100/0,×50 (b)80/20,×50 (c)60/40,×50 (d)100/0,×3 000 (e)80/20,×3 000 (f)60/40,×3 000圖3 ABS/TPU共混物的SEM照片Fig.3 SEM images of ABS/TPU blends
2.3 SEM分析
如圖3(a)、(b)、(c)所示,純ABS的FDM有明顯熔絲堆疊現象,可以清晰觀察到熔絲之間類“楔形”的縫隙,隨著TPU加入,斷面縫隙減少變長,這是因為ABS相對TPU剛性較強,在相同加工條件下,純ABS熔絲在鋪層過程中較難通過熔絲流動完全鋪到下一層,而隨TPU含量增加,ABS/TPU流動性增強,則更容易通過熔絲鋪覆形成“線型”熔接痕。如圖3(d)、(e)、(f)所示,隨TPU含量增加,ABS/TPU斷面變粗糙且出現應力發白現象,說明材料韌性增強;當TPU量為40 %時,可以觀察到斷面有較大空穴,這些空穴能通過微空洞理論說明,體系受到應力作用時,TPU與丙烯腈-苯乙烯(SAN)之間發生剝離,進而產生空洞,另外,TPU與聚丁二烯橡膠粒子的應力集中,引起基體周圍的SAN發生三維張力,橡膠粒子通過空洞化及界面脫黏釋放彈性應變能,從而引發剪切屈服,阻止裂紋擴張,達到增韌目的[11]。
樣品:■—1# ●—2#▲—3#▼—4# ◆—5# ?—6#
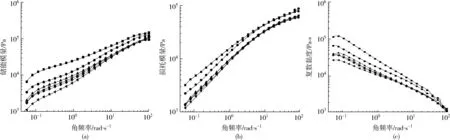
2.4 動態流變分析
體系的流變行為能進一步獲得體系的模量、黏度、相容性等信息。如圖4(a)、(b)所示,ABS/TPU各配比的儲能模量(G′)和損耗模量(G″)都隨角頻率(ω)的增加而增大。在低頻區,體系的G′、G″隨著TPU含量的增加逐漸降低,說明加入TPU后,有助于提高共混體系分子鏈的運動能力,這是因為TPU作為柔性材料,分子鏈段運動比較容易,作為ABS分子鏈的潤滑劑,減少分子間的摩擦,隨TPU含量增大,整個分子鏈的運動能力增加,從而體系韌性增強,這與ABS/TPU力學行為相一致。圖4(c)可知,隨角頻率(ω)增加,體系的復數黏度(η*)下降,說明ABS/TPU是典型的非牛頓流體,即所有配比的體系均呈現出了剪切變稀的假塑性流體特征。另外,隨著TPU含量的增加,體系的復數黏度下降,而復數黏度表征的是聚合物流動性,黏度下降說明體系的纏結度下降,流動性能增加,聚合物分子鏈段運動能力增強。
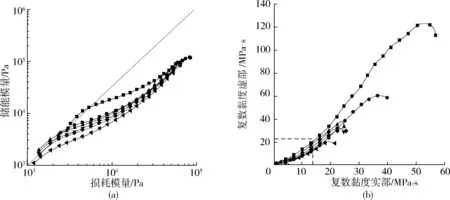
圖5(a)是ABS/TPU合金體系的Han圖(G′/G″)。其中對角線為等模量線,即G′=G″,可用來評判材料熔體黏彈轉變,其中,G′和G″分別代表“類固體”和“類液體”材料的典型特征。從Han圖低頻區可知,隨TPU含量的增加,體系由“類固體”向“類液體”轉變,即體系的剛性下降,韌性上升,進一步證實ABS/TPU共混物力學性能的變化;另外,從Han圖斜率關系來看,ABS與TPU存在一定的相容性[12]。圖5(b)是ABS/TPU體系的Cole-Cole圖,Cole-Cole圖是由復數黏度的虛部η"(η"=G′/ω)對復數黏度的實部η′(η′=G"/ω)作圖。從圖可知,純ABS只有一個圓弧現象,并隨TPU含量增加,體系沒有看見圓弧狀雙峰現象,表明ABS/TPU只有一個松弛機制,即ABS/TPU相容性較好,這與前面SEM分析相一致[13]。
樣品:■—1# ●—2#▲—3#▼—4# ◆—5# ?—6#
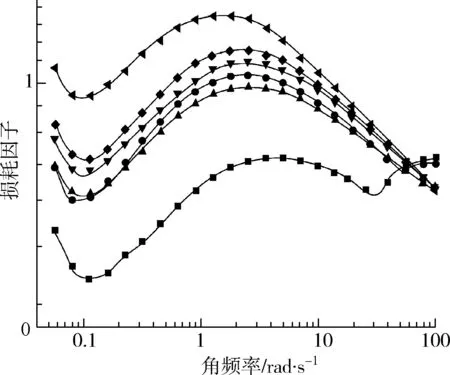
樣品:■—1# ●—2#▲—3#▼—4# ◆—5# ?—6#圖6 ABS/TPU的tanδ-ω曲線Fig.6 Tanδ-ω plots of ABS/TPU blends
圖6是ABS/TPU合金的tanδ與ω的關系圖,反應的是材料內部的分子鏈在運動過程中應力與應變的相位角正切(tanδ)的大小,與FDM噴嘴的剪切變形后的恢復有關。由圖可以看出,隨TPU含量的增加,體系的損耗峰逐漸向低頻區靠近,而且損耗峰數值增大,說明隨著TPU增加,體系彈性響應減少,黏性耗散增加,剪切恢復能力增強,分子鏈擴散更容易,使得FDM過程翹曲收縮現象下降。
3 結論
(1)TPU的加入能有效改善ABS/TPU在FDM過程中的翹曲率、收縮率和失重率,同時沖擊強度顯著增加,拉伸強度和彎曲強度有所下降;
(2)隨TPU含量增加,熔絲間隙由類“楔形”向“線型”轉變,斷面逐漸變粗糙,無相分離出現,ABS/TPU相容性較好;
(3)隨著TPU含量增加,體系G′、G″和η*逐漸降低,表明TPU能提高體系分子鏈的運動能力,從而減小因分子鏈之間的摩擦引起的能量損耗;由Han圖和Cole-Cole圖,得到ABS/TPU具有較好相容性,tanδ-ω圖表明ABS/TPU分子鏈擴散更容易。
猜你喜歡
商品與質量(2021年43期)2022-01-18 05:31:22
杭州(2020年23期)2021-01-11 00:54:42
新世紀智能(數學備考)(2020年11期)2021-01-04 00:38:16
中國外匯(2019年17期)2019-11-16 09:31:14
中國衛生(2015年12期)2015-11-10 05:13:40
現代企業(2015年1期)2015-02-28 18:43:18
汽車零部件(2014年5期)2014-11-11 12:24:28
新高考·高一物理(2014年1期)2014-09-18 01:26:07
浙江人大(2014年1期)2014-03-20 16:19:53
終身教育研究(2012年4期)2012-03-25 10:41:11
