含氟聚合物對茂金屬聚乙烯加工性能的影響
2018-11-28 10:40:46蔣浩波張寶林
中國塑料 2018年11期
楊 帆,蔣浩波,關 莉,繆 江,張寶林
(1.中國石油獨山子石化分公司研究院,新疆 獨山子 833699;2.新疆橡塑材料實驗室,新疆 獨山子 833699;3.中國石油西南化工銷售公司,成都 610000)
0 前言
茂金屬聚乙烯是采用茂金屬催化體系聚合而成的聚乙烯樹脂,常被廣泛應用于加工各類農(nóng)膜、包裝膜、熱收縮膜等聚乙烯薄膜領域,加工方式多為吹塑法或流延法。與傳統(tǒng)的聚乙烯產(chǎn)品相比,茂金屬聚乙烯分子結構規(guī)整,相對分子質量分布較窄,力學強度及光學性能表現(xiàn)優(yōu)異。但由于相對分子質量分布較窄,茂金屬聚乙烯在吹塑時加工性能較差,常出現(xiàn)膜泡不穩(wěn)定、鯊魚皮畸變、擠出電流及壓力偏高、熔體破裂等現(xiàn)象。同時,在石化廠進行茂金屬聚乙烯生產(chǎn)時,由于茂金屬聚乙烯加工性能較差,在擠壓造粒時往往會造成擠出較為困難,擠壓機電流偏高,造粒的粒子外觀較差,表面較為粗糙的現(xiàn)象[1]。
目前,能夠改善茂金屬聚乙烯加工性能的方式包括增加長支鏈含量、改變相對分子質量分布、與加工性能較好的聚烯烴共混、加入PPA等加工助劑。目前來說,增加長支鏈、改變相對分子質量分布需從聚合反應或催化劑等方面進行調整,實施難度大,且周期較長[2]。而與加工性能較好的聚烯烴共混在加工時往往容易損失茂金屬聚乙烯優(yōu)異的力學強度及光學性能。PPA是一類新型加工助劑,由于其具有很低的表面張力和較強的極性,與茂金屬聚乙烯樹脂熔體不完全相容,在加工中能夠透過熔體遷移到流道內(nèi)壁處,涂覆于流道內(nèi)壁,起到外潤滑作用。本文討論了4種PPA對茂金屬聚乙烯在進行擠壓造粒以及吹塑時加工性能的影響。
1 實驗部分
為探究不同PPA對茂金屬聚乙烯加工性能、制品性能的影響,試驗中采用獨山子石化公司生產(chǎn)的茂金屬聚乙烯為基礎樹脂,往其中添加不同組分、不同有效含量的PPA,并對所得樣品進行造粒、加工試驗、各項性能測試,比對不同PPA對茂金屬聚乙烯樹脂加工性能的影響。
1.1 主要原料
茂金屬聚乙烯樹脂,HPR1018,中國石油獨山子石化分公司:
PPA-1,組分為25 %~35 %的偏二氟乙烯-六氟丙烯共聚、60 %~70 %的分散劑1,外購;
PPA-2,組分為25 %~35 %的偏二氟乙烯-六氟丙烯共聚、60 %~70 %的分散劑1,外購;
PPA-3,組分為<40 %的偏二氟乙烯-六氟丙烯共聚、40 %~55 %的分散劑3,外購;
PPA-4,組分為40 %~55 %的偏二氟乙烯-六氟丙烯共聚、>50 %的分散劑2,外購。
1.2 主要設備及儀器
造粒試驗機,LTE26-40,美國LABTECH有限公司;
吹膜加工試驗機,BL180/600,德國COLIN公司;
萬能材料試驗機,4466,美國INSTRONG公司;
差示掃描量熱儀(DSC),DSC1-700,瑞士梅特勒-托利多集團;
落鏢沖擊試驗儀,6212,意大利CEAST公司;
霧度/透光率儀,WGT-S,上海精密科學儀器公司。
1.3 樣品制備
為討論不同PPA對茂金屬聚乙烯加工性能的影響,將4種PPA按照不同添加量加入茂金屬聚乙烯樹脂粉料造粒,具體試驗方案如表1所示;
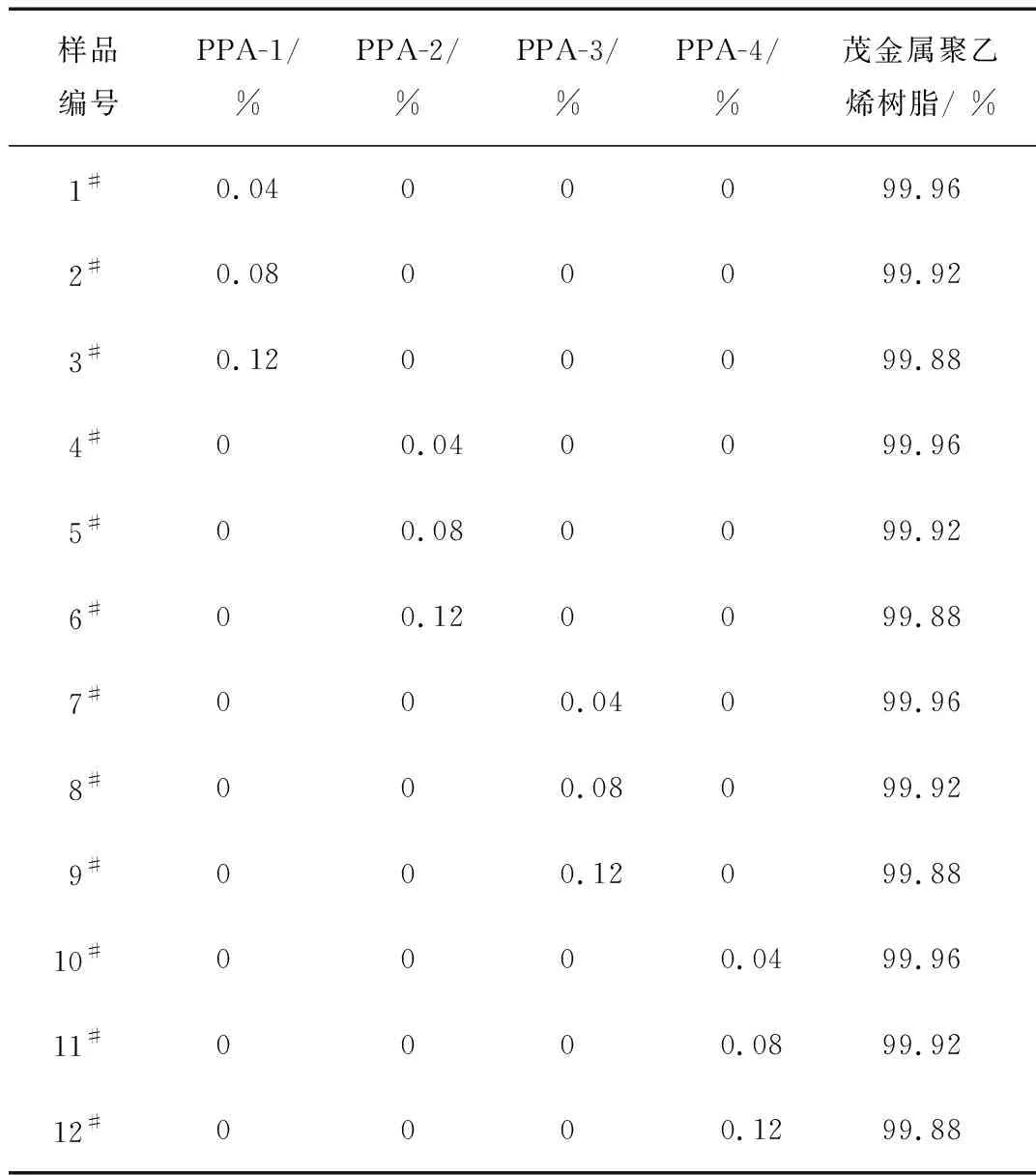
表1 試驗方案Tab.1 Experiment scheme
(1)將4種PPA按照表1所示添加量與茂金屬聚乙烯樹脂粉料進行摻混,并將樣品進行造粒試驗,同時引入不添加PPA的空白粉料進行同步造粒試驗,觀察添加不同PPA后造粒機的負荷、模頭壓力等參數(shù)的變化;
(2)將造粒所得的12組樣品及空白茂金屬聚乙烯樹脂粉料樣品進行吹膜試驗,觀察吹膜時吹膜機加工參數(shù)、樹脂加工的實際表現(xiàn),以探究不同PPA對吹膜加工的影響;
(3)將造粒所得的12組樣品及空白茂金屬聚乙烯樹脂粉料進行流變性能測試,測試其臨界剪切速率及加工穩(wěn)定性;
(4)將吹膜所得的膜樣進行物性測試,比對不同PPA對薄膜物性指標的影響。
1.4 性能測試與結構表征
拉伸性能測試按GB/T 1040.2—2008測試,拉伸速率為500 mm/min;
DSC測試分析按照GB/T 19466.3—2004測試,將約3 mg試樣在氮氣(N2)保護下,N2流速50 mL/min,以20 ℃/min的速率升溫至230 ℃,恒溫5 min,然后再以20 ℃/min速率降溫至25 ℃,再以20 ℃/min升溫到230 ℃,記錄聚合物的結晶和熔融過程;
霧度按照GB/T 2410—2008測試;
直角撕裂強度按照QB/T 1130—1991測試,拉伸速度為200 mm/min;
落鏢沖擊強度按照GB/T 9639—2008測試,測試方法為A法;
流變性能按GB/T 25278—2010測試,試驗溫度190 ℃。
2 結果與討論
2.1 造粒試驗結果討論
造粒試驗中,擠出機參數(shù)為:主機轉速為90 r/min,喂料轉速為55 r/min,切粒轉速為13.0 r/min,其他參數(shù)如表2所示。
表2中空白樣為純的茂金屬聚乙烯粉料,1#~12#為添加了PPA的樣品。經(jīng)過參數(shù)比對,空白茂金屬聚乙烯在擠出過程中,模頭壓力較高,主機負荷較大。這主要是由于茂金屬聚乙烯相對分子質量分布較窄,且都為長分子鏈,在收到剪切時分子鏈解纏困難,同時易加工的小相對分子質量部分較少,最終導致雙螺桿擠出機在擠出過程中模頭壓力高,主機負荷較大。
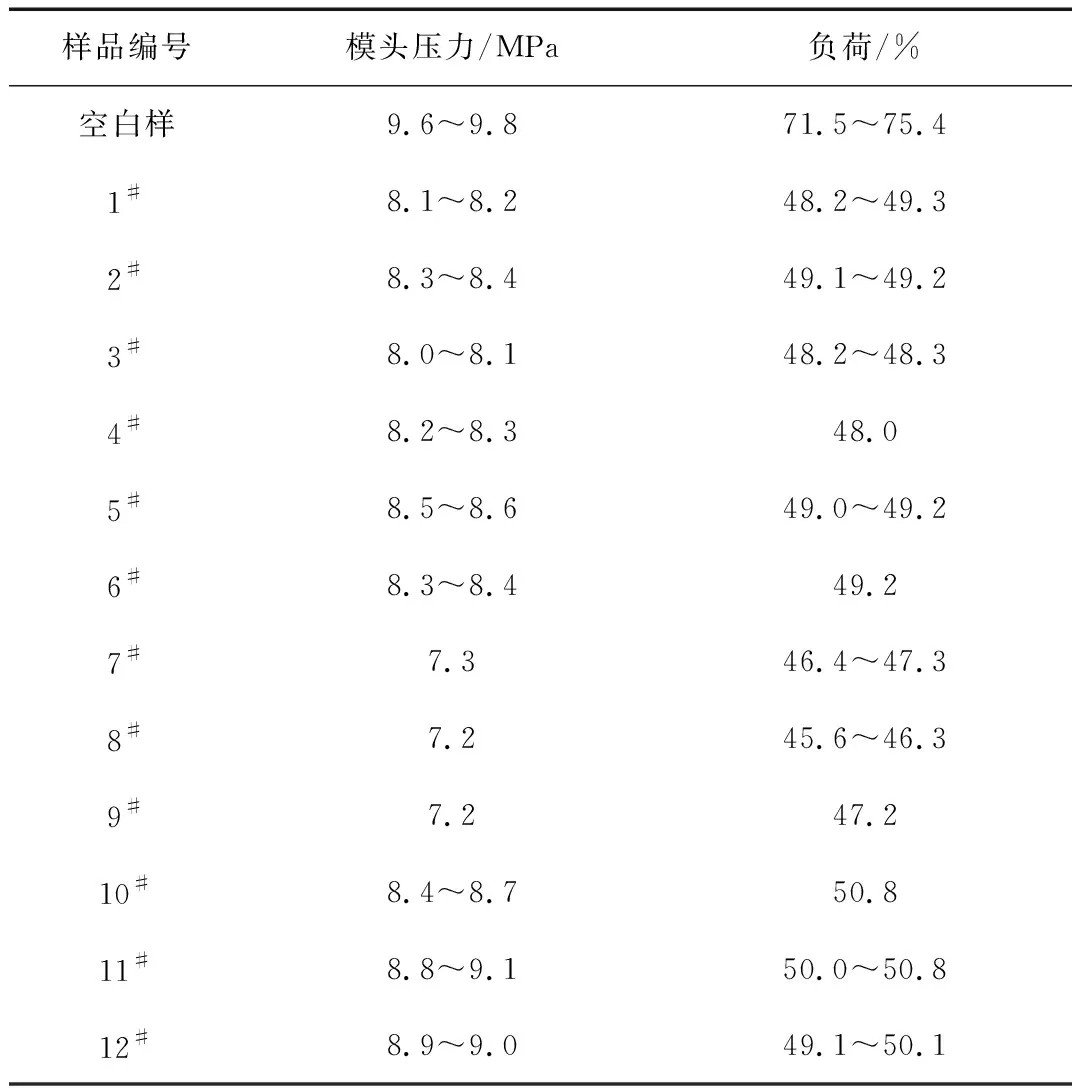
表2 樣品造粒參數(shù)Tab.2 Extrusion parameters of the sample
根據(jù)1.1節(jié)中內(nèi)容及表2中數(shù)據(jù),由1#~6#,PPA-1與PPA-2組分相同,含量相同,故在測試中二者并未產(chǎn)生明顯差別,整體表現(xiàn)相近。由7#~9#,PPA-3在在雙螺桿擠出時整體表現(xiàn)最好,顯著地降低了模頭壓力及主機負荷。由10#~12#,雖然PPA-4含氟聚合物含量最高,但其對模頭壓力及主機負荷的影響不如其余3種PPA。由此可見,PPA在雙螺桿擠出機中的效果不僅僅與含氟聚合物含量有關,同時也與分散劑含量及種類有一定關系。
同時,對比每種PPA在低添加量(0.04 %)到高添加量(0.12 %)的表現(xiàn)可看出,當添加量逐漸上升時,雙螺桿擠出機模頭壓力及主機負荷并未出現(xiàn)明顯下降。由于PPA的工作原理是在加工中能夠透過聚乙烯熔體遷移到加工設備內(nèi)壁處,涂覆于設備內(nèi)壁、螺桿等處,起到外潤滑作用。故在加工時,樹脂中一定量的PPA覆蓋到雙螺桿擠出機內(nèi)部,隨著加工持續(xù)進行,PPA不斷涂覆到擠出機內(nèi)部,同時又不斷被樹脂帶走,形成動態(tài)平衡。在樹脂中PPA的作用機理與其余添加劑不同,影響其作用效果的最主要因素為PPA本身的組分及含量。而當添加量超過PPA在設備中的工作濃度后,持續(xù)增加添加量,其作用效果不會持續(xù)增加。但在反復加工或多次擠出的情況下,高添加量PPA有助于在多次擠出后仍能夠保持較好的工作效果。
2.2 流變測試結果討論
壓力震蕩測試采用毛細流變儀進行測試,旨在測試受不同剪切速率的條件下,材料的剪切壓力變化值。由圖1(a),茂金屬聚乙烯樹脂粉料在未加入任何添加劑的情況下,出現(xiàn)了明顯的壓力震蕩區(qū)間[3]。在加入4 種PPA后,如圖1(b)~圖1(e),7#震蕩現(xiàn)象有一定減弱,但4#、10#對壓力震蕩現(xiàn)象減弱更為明顯。綜合來看,加入PPA都對空白樣品有較大改善。
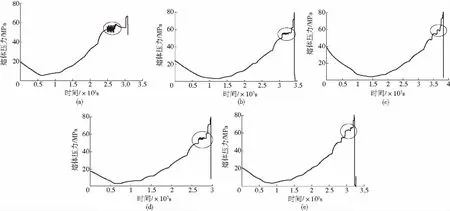
(a)空白樣 (b) 1# (c) 4# (d) 7# (e) 10#圖1 空白樣品及PPA-1~PPA-4壓力震蕩曲線Fig.1 Pressure oscillation curve of blank sample and PPA-1~PPA-4
臨界剪切速率從某種程度上反映了材料在受到剪切作用時的穩(wěn)定性,臨界剪切速率越高的樣品,加工性能越好。由表3,經(jīng)過毛細流變測試,4#、10#的2個樣品臨界剪切速率略高于1#、7#,表明了其在加工時受到剪切時穩(wěn)定性更好。但是在加入了PPA之后,4個樣品的臨界剪切速率均較空白樣品有較大提升,表明茂金屬聚乙烯粉料在加入了PPA加工穩(wěn)定性得到顯著提升。
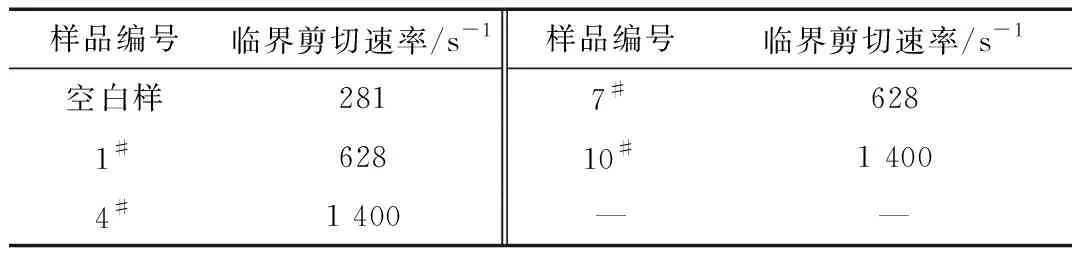
表3 臨界剪切速率Tab.3 Critical shear rate
2.3 DSC測試結果討論
由表4,12組配方熔融結晶行為無明顯差別,熔融、 結晶峰頂溫度均處于同一水平。結晶度方面,4組配方亦無明顯差異。表明PPA對樹脂的熔融、結晶行為無明顯影響[4]。
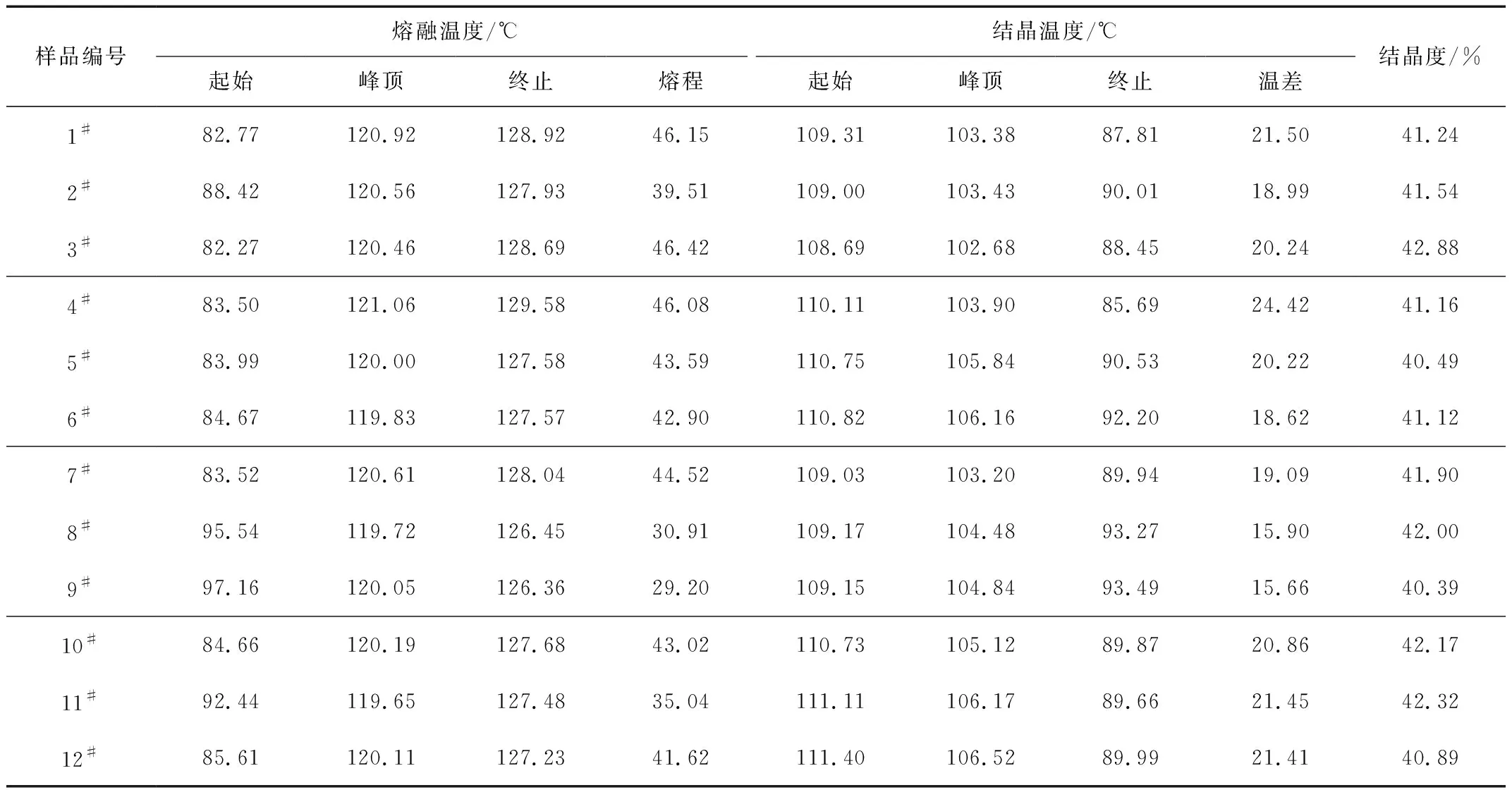
表4 DSC測試結果Fig.4 The result of DSC
2.4 吹膜加工結果討論
由表5中數(shù)據(jù)可知,與空白樣相比,加入了PPA的樣品在吹膜時模頭壓力,主機電流等均有明顯下 降。其中,PPA-1(1#~3#)、PPA-2(4#~6#)、PPA-4(9#~12#)表現(xiàn)較為相近。且含這3種PPA的樣品在吹膜時,隨著PPA含量的逐漸升高,模頭壓力與主機電流呈明顯的下降趨勢[5]。
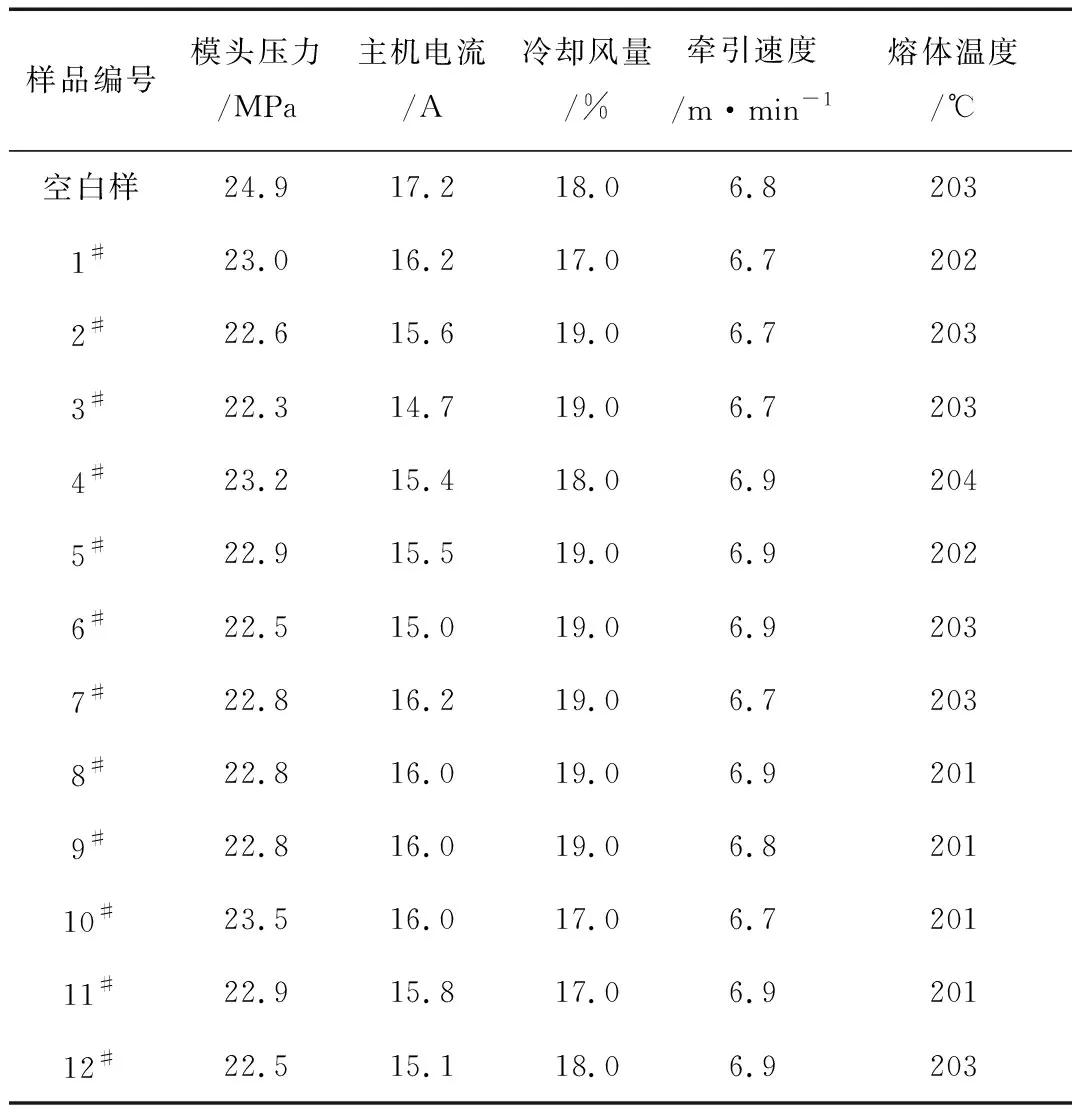
表5 吹膜加工參數(shù)Fig.5 Processing parameters for the blown film
觀察PPA-3(7#~9#)的數(shù)據(jù),與空白樣品及其他樣品相比,PPA-3對降低模頭壓力以及主機電流有一定貢獻,但隨著PPA含量的升高,模頭壓力與主機電流并未像其他樣品一樣持續(xù)下降。結合雙螺桿擠出時數(shù)據(jù)及1.1節(jié)中PPA的組分及含量,PPA-3中分散劑對其作用效果產(chǎn)生較大影響。
2.5 薄膜性能測試
表6為薄膜力學、光學性能指標。拉伸性能方面,縱橫向明顯呈現(xiàn)出相反趨勢。除PPA-1,其余3種樣品隨著PPA添加量的增多,縱向拉伸性能明顯變強;橫向拉伸性能明顯下降。而PPA-1在0.04 %、0.12 %添加量時力學性能表現(xiàn)較好。每種PPA在添加時,隨著添加量不同,薄膜力學出現(xiàn)明顯變化。對比每種PPA拉伸性能最佳時的數(shù)值,所有4種樣品均處于同一水平。直角撕裂方面,PPA添加量對其沒有明顯影響[6]。
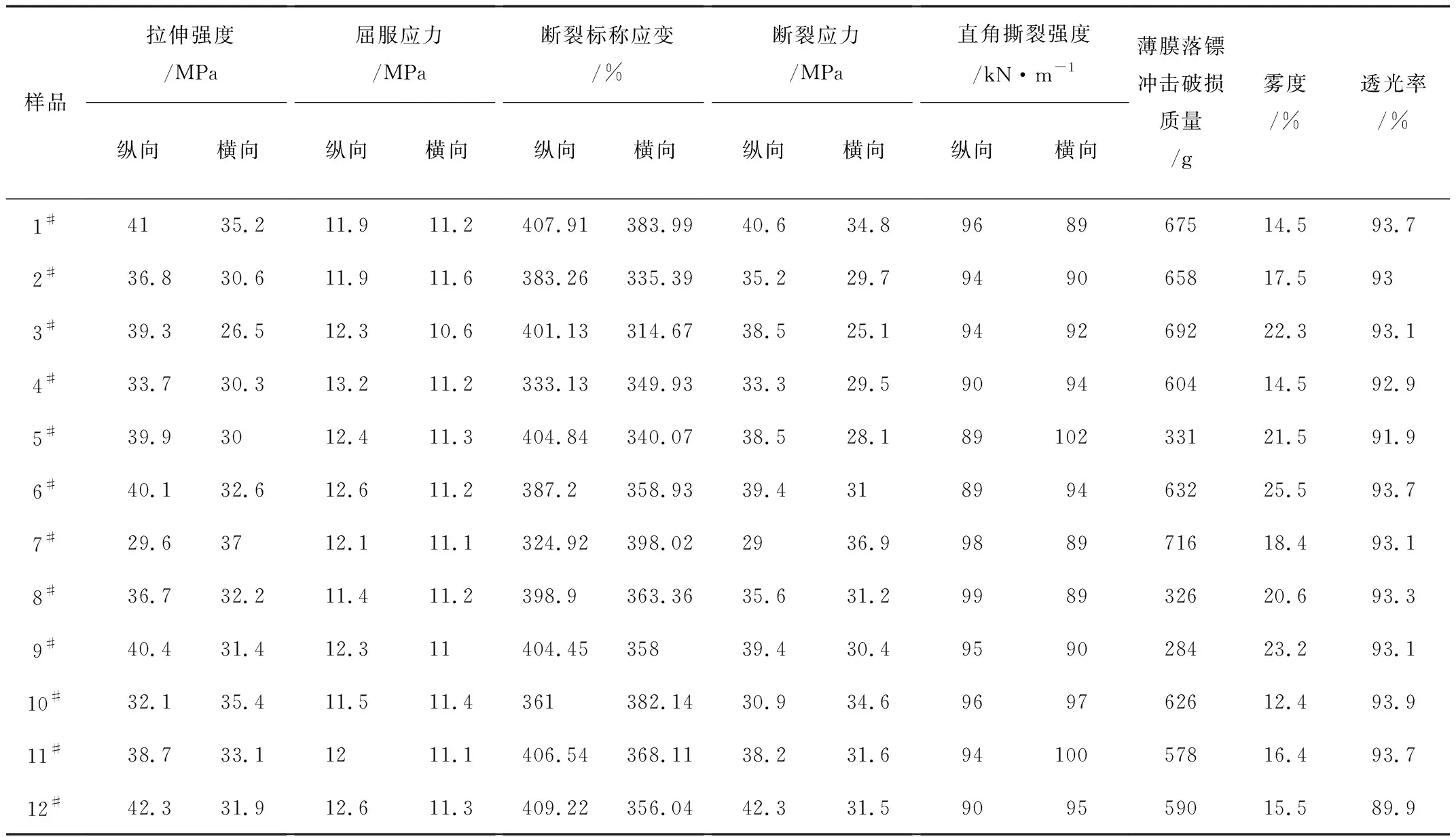
表6 薄膜性能測試結果Fig.6 Test results of film performance
霧度透光率方面,除PPA-4以外,其余3種PPA在添加量增加時,薄膜霧度呈現(xiàn)明顯上升趨勢,透光率呈明顯下降趨勢。表明PPA對薄膜光學性能會產(chǎn)生不利影響。PPA-4光學性能隨著添加量增加而下降趨勢表現(xiàn)的并不明顯,且PPA-4光學性能較其余3個樣品更佳。而PPA-3光學性能表現(xiàn)不如其余樣品,PPA-1與PPA-2表現(xiàn)整體相當。
3 結論
(1)PPA的作用效果不僅僅與含氟聚合物含量有關,同時也與分散劑含量及種類有一定關系;當添加量超過PPA在設備中的工作濃度后,持續(xù)增加添加量,其作用效果不會持續(xù)增加;
(2)加入PPA之后,茂金屬聚乙烯粉料樹脂的臨界剪切速率會有較大提升,同時壓力震蕩現(xiàn)象會明顯減弱,表明茂金屬聚乙烯粉料在加入了PPA加工穩(wěn)定性得到顯著提升;
(3)茂金屬聚乙烯薄膜的拉伸性能、落鏢沖擊強度、光學性能與PPA添加量有一定關系,在使用時應根據(jù)性能需求尋找最合適添加量。
