基于拉法爾噴嘴的磨料氣體射流加速規律研究*
2018-11-30 07:18:34劉勇張慧棟魏建平張娟
中國安全生產科學技術 2018年11期
關鍵詞:質量
劉勇,張慧棟,魏建平,張娟
(1.河南省瓦斯地質與瓦斯治理重點實驗室(省部共建國家重點實驗室培育基地), 河南 焦作 454000;2.煤炭安全生產河南省協同創新中心,河南 焦作 454000)
0 引言
高壓磨料氣體射流是高壓氣體對磨料加速形成的氣固兩相介質射流,是一種適用于低滲松軟煤層卸壓增透措施,可避免“水力化”增透措施出現的水鎖效應和塌孔現象[1-2]。高壓磨料氣體射流對煤層的卸壓增透效果取決于其對煤體的沖蝕體積[3],而磨料的沖擊動能則是影響射流沖蝕體積的重要因素[4]。在磨料粒子質量一定的情況下,其沖擊動能由速度決定。因此,針對磨料粒子加速機理的研究是必要的。
磨料射流中,磨料粒子的加速分為管路內加速、射流噴嘴內加速以及射流核心區的加速,但加速主要是在噴嘴內[5]。章文峰[6]建立了高壓管路、噴嘴內以及噴嘴外流場的磨料加速動力學模型,并基于等分法和迭代算法的數值求解方法求解了該模型;段雄[7]應用多相流動力學模型計算了磨料速度,模型中考慮了形成射流的混合管中空氣流量對磨料加速過程的影響;溫志輝等[8]試驗研究了磨料特性對于破煤效果的影響,結果表明磨料密度是影響高壓磨料氣體射流破煤效果的重要因素之一。噴嘴是影響射流速度的關鍵因素[9],目前對于磨料加速機理的研究多基于圓錐收斂型噴嘴和直噴嘴,其介質多為固液兩相流。對于磨料氣體射流的研究多是低壓狀態下[10],對高壓條件下磨料加速機理缺乏系統分析。拉法爾噴嘴可以將可壓縮流體加速至超聲速,其加速過程與收斂型噴嘴和直噴嘴不同。并且現階段的研究多基于十分稀疏相[11],而質量流量是影響磨料氣體射流沖蝕效果的關鍵參數[12],流體對于不同質量流量的加速效果也是不同的,因此磨料的質量流量是研究磨料加速不可忽視的因素。
為此,本文通過ANSYS FLUENT軟件對射流過程中氣體和磨料粒子的加速以及不同質量流量下磨料加速過程進行了模擬,得到了磨料在拉法爾噴嘴內部以及自由射流段的加速規律。可為高壓磨料氣體射流工作效率的提高提供理論基礎。
1 磨料氣體射流加速模型構建
1.1 噴嘴結構
高壓磨料氣體射流拉法爾噴嘴的內部結構和參數如圖1所示,可以分為收斂段、喉管段和擴張段3部分。入口直徑4 mm,收斂段長度2 mm,喉管長6 mm,喉管直徑2 mm,擴張段長11.4 mm,出口直徑4.1 mm。噴嘴結構如圖1所示。
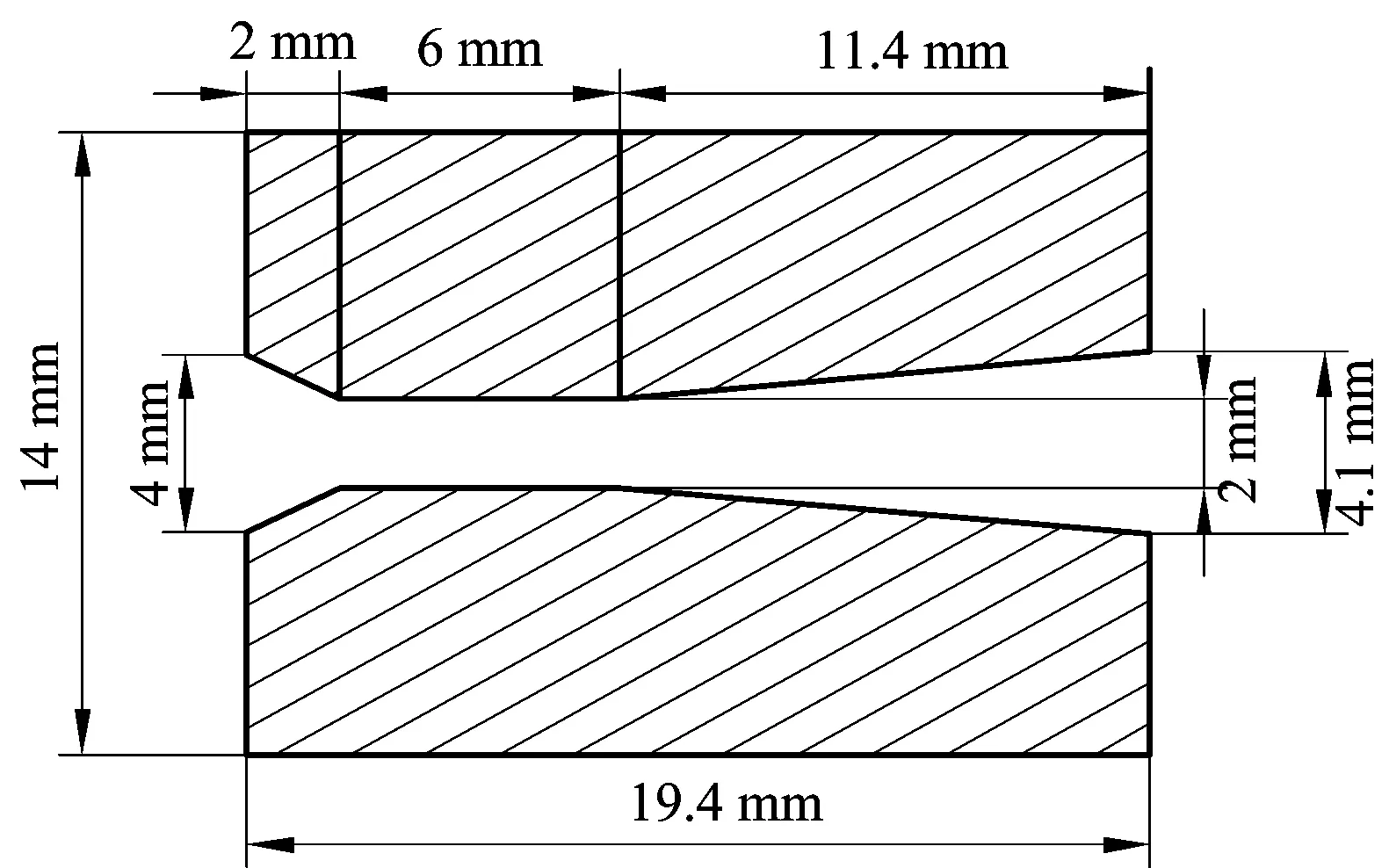
圖1 噴嘴幾何形狀及尺寸Fig.1 The structure of Laval nozzle
1.2 網格劃分
由于噴嘴結構的對稱性,其數值模擬計算的區域可以選噴嘴的二分之一,在此基礎上對噴嘴的計算區域采用GAMBIT軟件劃分網格。本文選取的拉法爾噴嘴結構簡單,采用四邊形網格生成結構化的網格類型。對于氣體流場的分析主要包括噴嘴內和噴嘴外的自由射流區域,其計算模型和網格如圖2所示。其中,噴嘴入口條件為壓力入口條件,壁面為無滑移絕熱壁面條件,出口條件設置為壓力出口。本文主要進行高壓氣體射流的數值模擬,故將操作壓力設置為0.1 MPa,入口溫度為300 K,入口壓力取15 MPa。
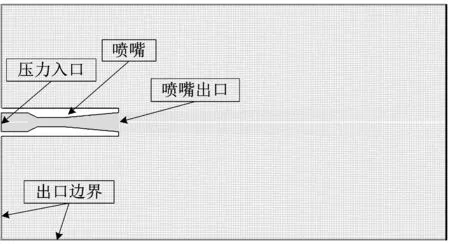
圖2 網格劃分示意Fig.2 The mesh of computational domain
1.3 計算模型
計算模型選擇Fluent內置湍流模型中的RNG k-ε模型,主要包括4個控制方程:連續方程、動量方程、k方程和ε方程。
1)連續方程
(1)
2)動量方程
三維應用開發框架屬于整個系統的基礎層,要具有三維CAD設計系統底層框架的所有功能,具體如圖1所示。該框架具有二維和三維顯示功能,作為三維可視化設計系統,要將二維和三維圖形的顯示功能體現出來,由于三維模型顯示數據有龐大的處理量,在交互操作時,存在較多復雜性因素,對三維顯示的性能提出了較高的要求。

(2)
3)k方程

(3)
4)ε方程

(4)
其中:

式中:ρg為氣體密度,kg/m3;t為時間,s;μg(i),μg(j),xg(i),xg(j)分別為氣體速度分量與坐標分量;μeff為粘性系數;μ和μt分別為運動粘性系數與紊動粘性系數;經驗常數Cu=0.09,C1ε=1.44,C2ε=1.92,C3ε=1.72;T為溫度,K;Prt為湍流能量普朗特數,值為0.85;pc為修正壓力,Pa;fi為質量力,N;k為紊動脈動動能,J;ε為紊流脈動動能的耗散率,%;αk,αε分別為湍動能和耗散率的有效普朗特數的倒數;gi為重力加速度在i上的分量;Gk為由層流速度梯度而產生的湍流動能,J;Gb為由浮力產生的湍流動能,J;YM為可壓縮湍流中,過度擴散產生的波動;a為聲速,m/s;R為方程定義的修正常量。
2 數值模擬及結果分析
在分析磨料加速時,考慮到質量流量對磨料加速的影響,射流壓力設為15 MPa,磨料屬性選用磨料粒徑0.18 mm,密度約為3 500 kg/m3的石榴石磨料,質量流量為16 g/s。基于該條件進行數值模擬,分析磨料在噴嘴內各段和噴嘴外自由射流段的加速過程。噴嘴出口以外自由射流段區域為200 mm×40 mm。數值模擬結果如圖3所示。
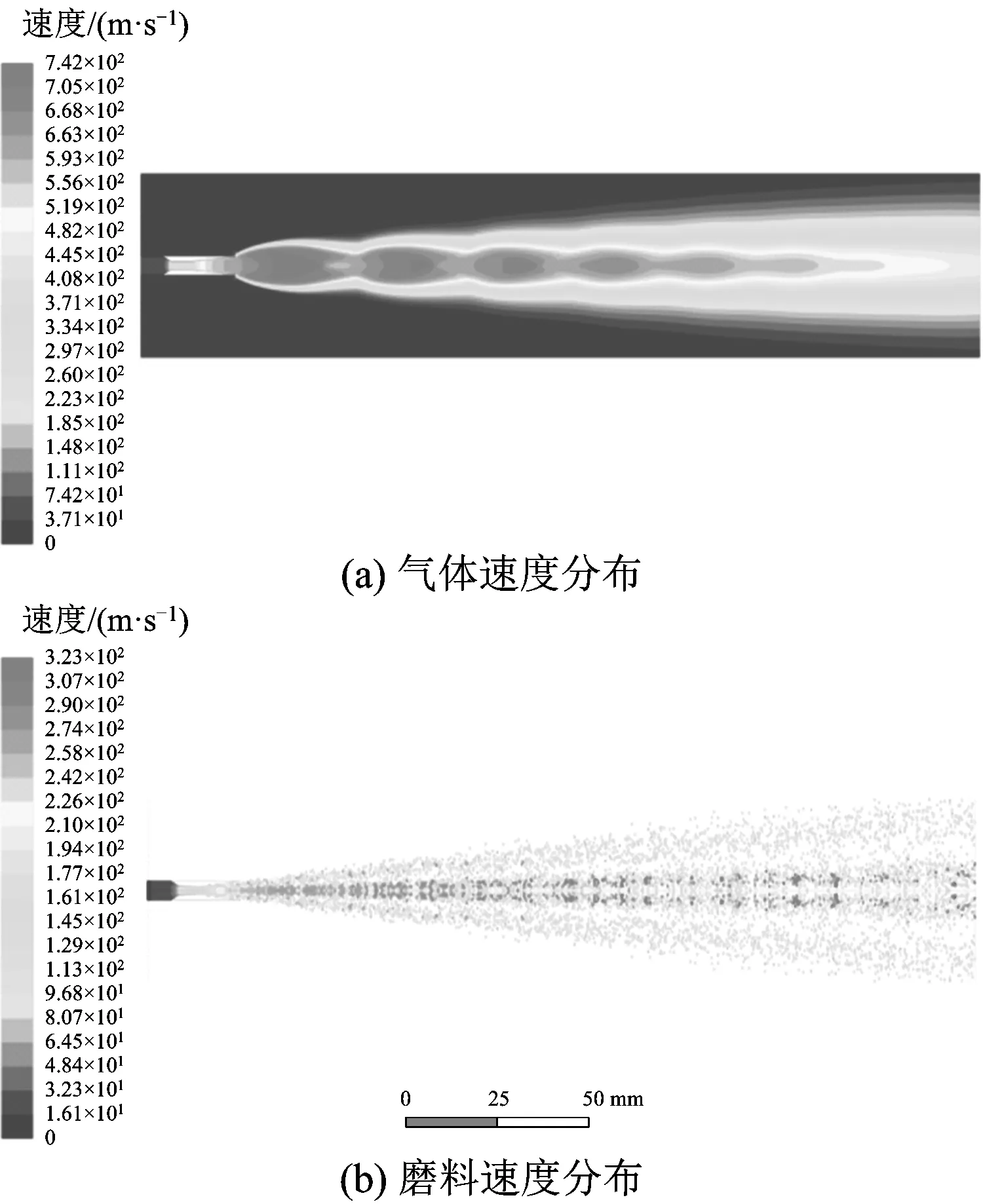
圖3 氣體和磨料的速度分布Fig.3 The velocity distribution of abrasives and gas
2.1 噴嘴內氣體及磨料加速規律分析
高壓磨料氣體射流中磨料粒子的加速過程是個十分復雜的過程,不同軸向和不同縱向位置處,磨料的速度不同[13]。通過分析噴嘴軸線位置的速度變化,能夠得出磨料粒子的加速過程。磨料粒子加速動力由氣體提供,研究磨料的加速過程首先要分析氣體的加速過程。根據數值模擬結果,分析在噴嘴入口直管段、噴嘴收斂段、噴嘴喉管部以及噴嘴擴張段氣體的加速過程。在此基礎上,分析磨料在噴嘴內的加速過程,然后對自由射流段氣體和磨料加速規律進行模擬。
2.1.1 氣體加速規律分析
由圖4(e)可以發現,在噴嘴內高壓氣體的加速主要在收斂段和擴張段,尤其是擴張段。氣體流經收斂段和擴張段時速度增加了437.2m/s。在收斂段以及擴張段,高壓氣體經過2次膨脹加速,加速效果明顯。
高壓氣體是磨料加速的動力來源,在高壓氣體中添加DPM粒子分析磨料粒子的加速情況。設置氣體壓力為15 MPa,磨料質量流量為16 g/s,此時噴嘴軸線位置上磨料粒子在噴嘴中的加速過程,如圖5所示。
2.1.2 磨料加速規律分析
在噴嘴入口直管段,磨料粒子做加速度減小的加速運動,在接近收斂段時,加速度增大。在直管段內,氣體的速度基本不變,隨著磨料粒子的加速,磨料和氣體的速度差逐漸減小。因此,磨料的加速逐漸減緩。在收斂段前,氣體開始加速,并且氣體加速度大于磨料加速度,使磨料加速增快。在噴嘴收斂段,氣體的加速增快,并且其加速度大于磨料粒子,使磨料和氣體的速度差增大。因此,磨料在收斂段一直處于加速度增大的加速狀態。在噴嘴擴張段,磨料加速逐漸減緩。在整個噴嘴內,磨料的加速主要在噴嘴收斂段、喉管以及擴張段,尤其是收斂段和擴張段。磨料經過噴嘴加速,在噴嘴出口速度可以達到240.3 m/s。磨料在噴嘴收斂段和擴張段與氣體的加速具有一致性。
2.2 自由射流段氣體及磨料加速規律分析
對于高壓氣體射流,其自由射流段的射流核心區較長,并且氣體噴出噴嘴后速度先增大,之后在射流核心區呈波動狀遞減[14],在靶距為0~150 mm范圍內,氣體最大速度為741 m/s;在靶距為150 mm時,速度仍然達到577 m/s。然而,磨料在噴嘴出口速度僅為240.3 m/s,磨料與氣體的速度差較大。因此,磨料在射流核心區會進一步加速。圖6和圖7分別為磨料、氣體由噴嘴噴出以后的軸線速度。

圖4 噴嘴內各段氣體速度Fig.4 The gas velocity in nozzle
圖5 噴嘴內各段磨料速度Fig.5 Theabrasive velocity in nozzle
圖6 噴嘴外磨料速度Fig.6 The abrasive velocity in nozzle exit
圖7 噴嘴外氣體速度Fig.7 The gas velocity in nozzle exit
由于磨料加速所需能量由氣體提供,氣體在自由射流段會出現膨脹波和壓縮波,膨脹波使氣體進一步加速,壓縮波使氣體減速,磨料在射流核心區的加速規律受氣體射流膨脹波和壓縮波的影響[15]。磨料噴出噴嘴后,速度增加,在氣體出現第1個壓縮波時,磨料速度減小。磨料的加速和氣體的加速具有一致性,膨脹波促進磨料加速,壓縮波使磨料粒子減速。磨料密度較大,其速度的波動遠小于氣體速度的波動。隨著壓比(氣體壓力與環境壓力的比值)的降低,磨料速度的波動減弱。在整個核心區,磨料處于加速的趨勢,磨料速度由240.3 m/s提高到318 m/s,在噴嘴出口130 mm處,磨料基本達到最大速度。相比于噴嘴內,磨料在自由射流段加速效果不明顯。
3 不同質量流量的磨料加速數值分析
在射流壓力為15 MPa的情況下,改變磨料的質量流量,分析其加速情況。磨料的加速主要在噴嘴內和射流核心區,因此應主要分析噴嘴內和射流核心區磨料的加速過程。質量流量分別為32,50,75和100 g/s時,磨料速度分布如圖8所示。
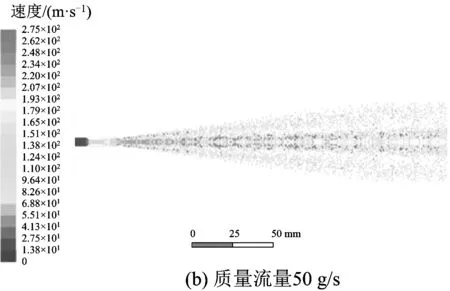
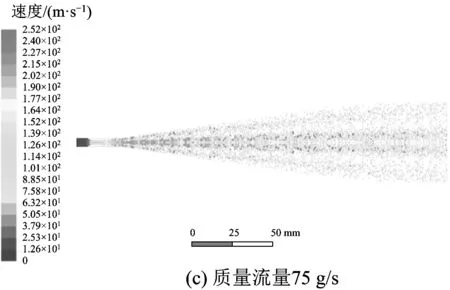
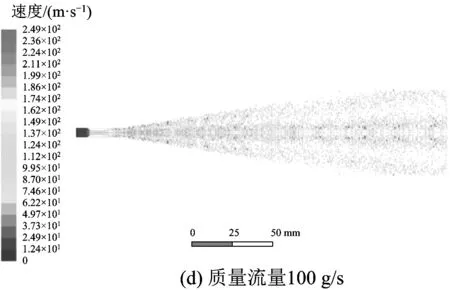
圖8 磨料的速度分布Fig.8 The velocity distribution of abrasives
對比不同磨料質量流量時磨料粒子速度分布圖可知,在不同的磨料質量流量條件下,磨料在噴嘴內的加速具有相似性,較高速度粒子主要分布在軸線兩側,在射流邊界外層,磨料速度降低。磨料粒子在噴嘴入口直管段,其速度很低,磨料經噴嘴加速以后可以獲得較高的速度。在改變磨料質量流量情況下,磨料在噴嘴出口的速度和磨料的最大速度如表1所示。

表1 噴嘴出口磨料速度Table 1 The abrasive velocity in nozzle exit
隨著磨料質量流量的增加,噴嘴出口磨料的速度以及磨料所能加速到的最大速度都降低,對磨料速度進行擬合,如圖9所示。可以得出磨料質量流量和磨料速度的關系。
噴嘴出口磨料速度v1與磨料質量流量的關系為:
v1=0.003 4q2-1.183 4q+258.06
(5)
磨料最大速度v和磨料質量流量的關系為:
v=0.011 2q2-2.191 6q+355.52
(6)
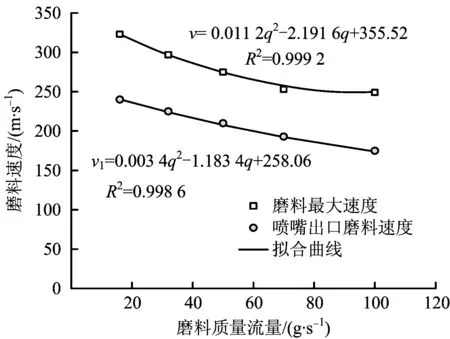
圖9 磨料質量流量與磨料速度的關系Fig.9 The relation between mass flow and velocity of abrasives
式中:v為磨料速度,m/s;q為磨料質量流量,g/s。擬合公式的相關性系數分別為0.998 6和0.999 2,擬合精確度較高。為了檢驗擬合公式的可靠性,計算磨料質量流量分別為10和80 g/s時,噴嘴出口磨料的速度和磨料的最大速度,如表2~3所示。
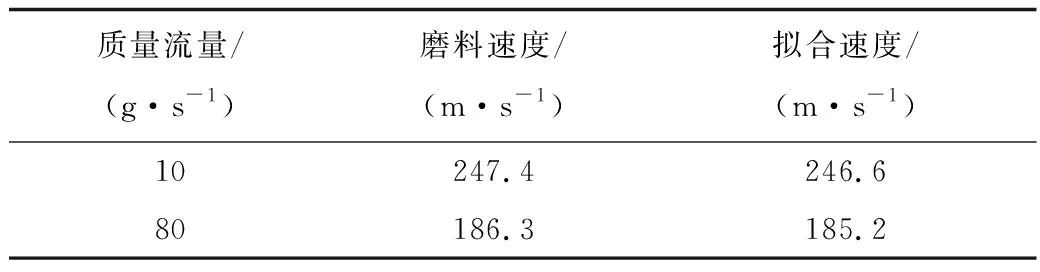
表2 噴嘴出口磨料速度Table 2 The abrasive velocity in nozzle exit

表3 磨料最大速度Table 3 The abrasive maximum velocity
通過比較噴嘴出口磨料速度與擬合計算的結果可以發現,其差值最大為1.1 m/s,誤差較小,而且在10和80 g/s時,擬合曲線所求的磨料最大速度與數值模擬結果的數值分別相差0.08 和0.8 m/s,其誤差分別為0.02%和0.32%,模擬驗證其準確度較高,可以用來表征射流壓力為15 MPa時,磨料噴嘴出口速度與質量流量的關系,以及磨料氣體射流中磨料所能加速到的最大速度和磨料質量流量的關系。
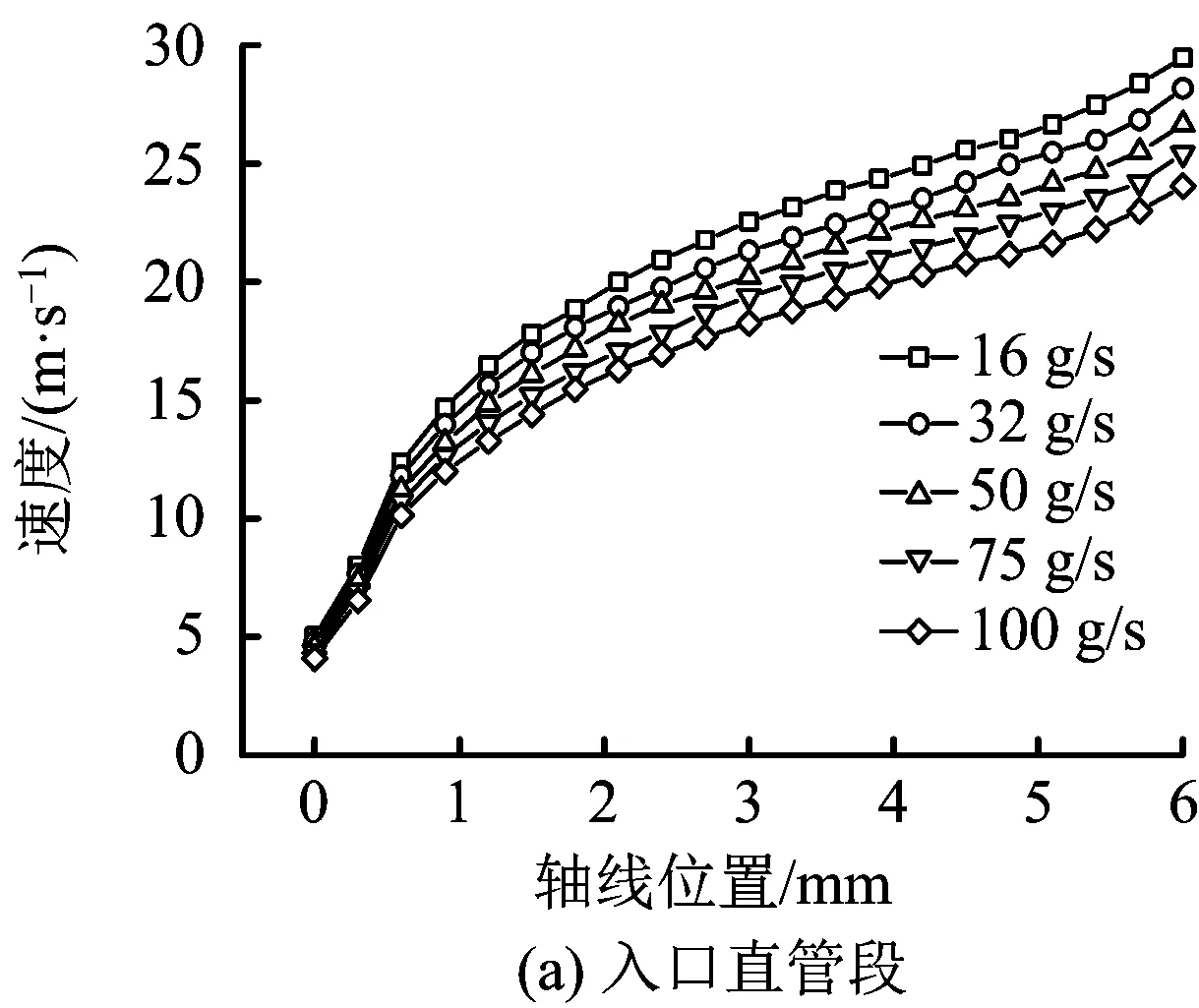
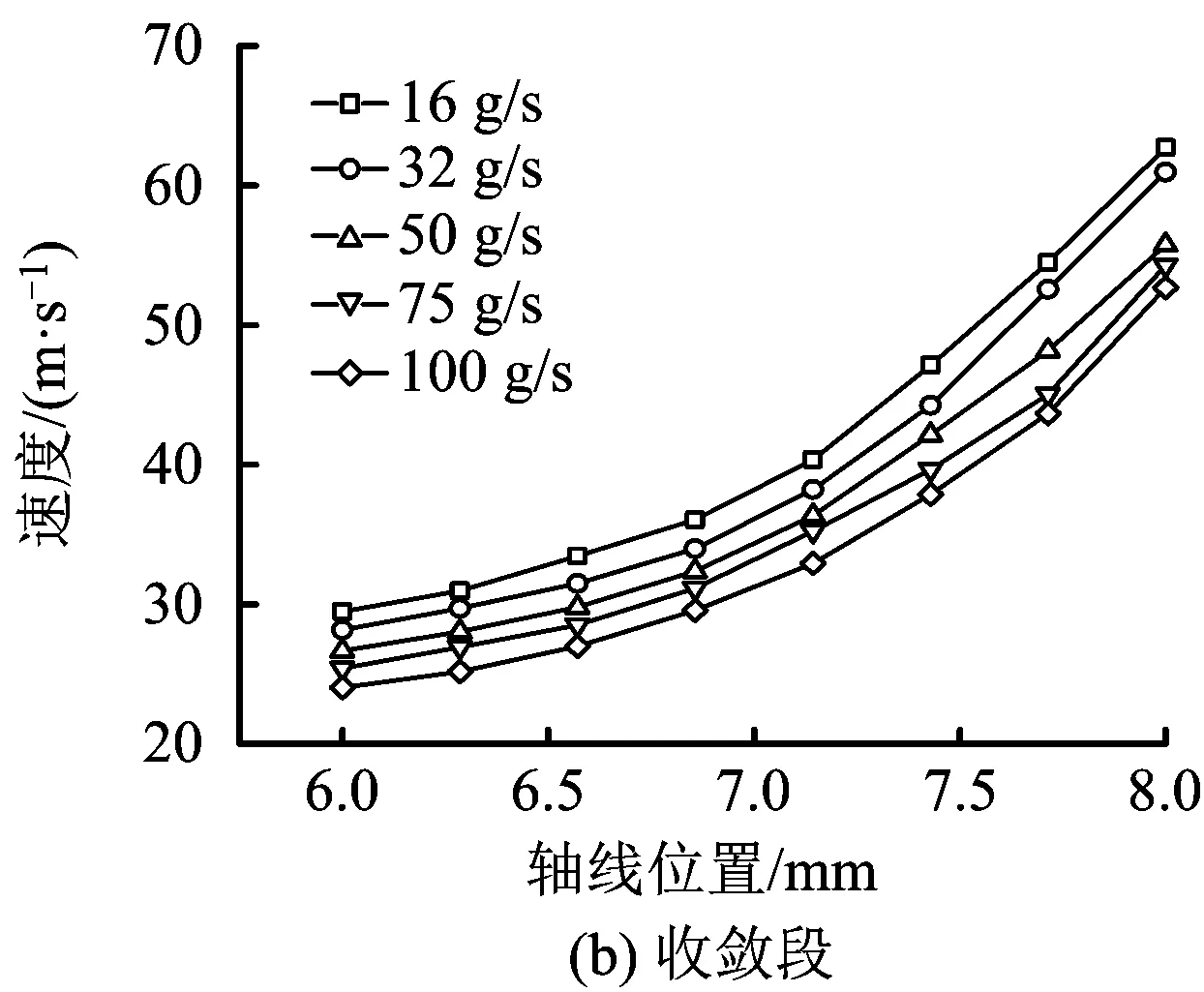
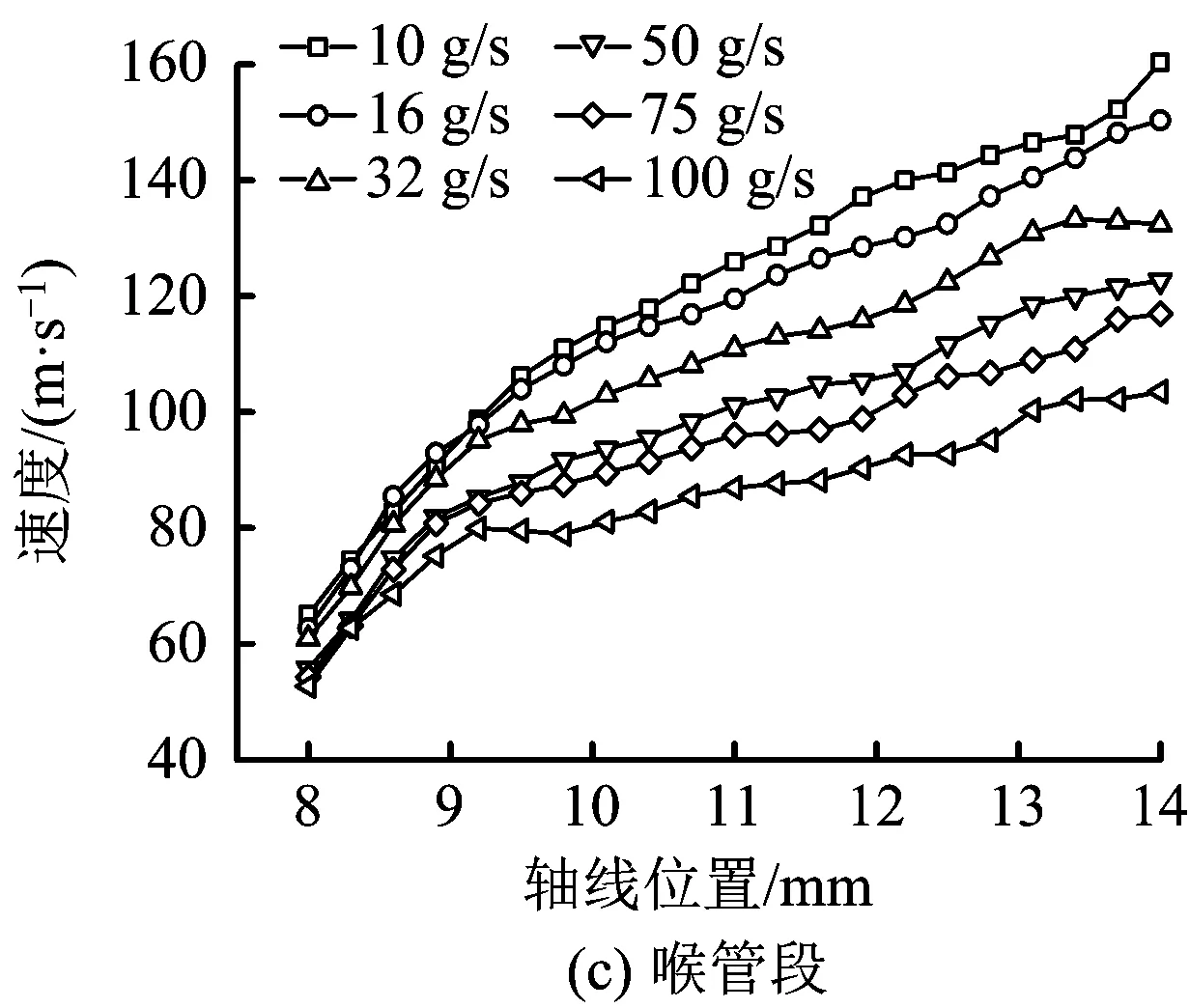

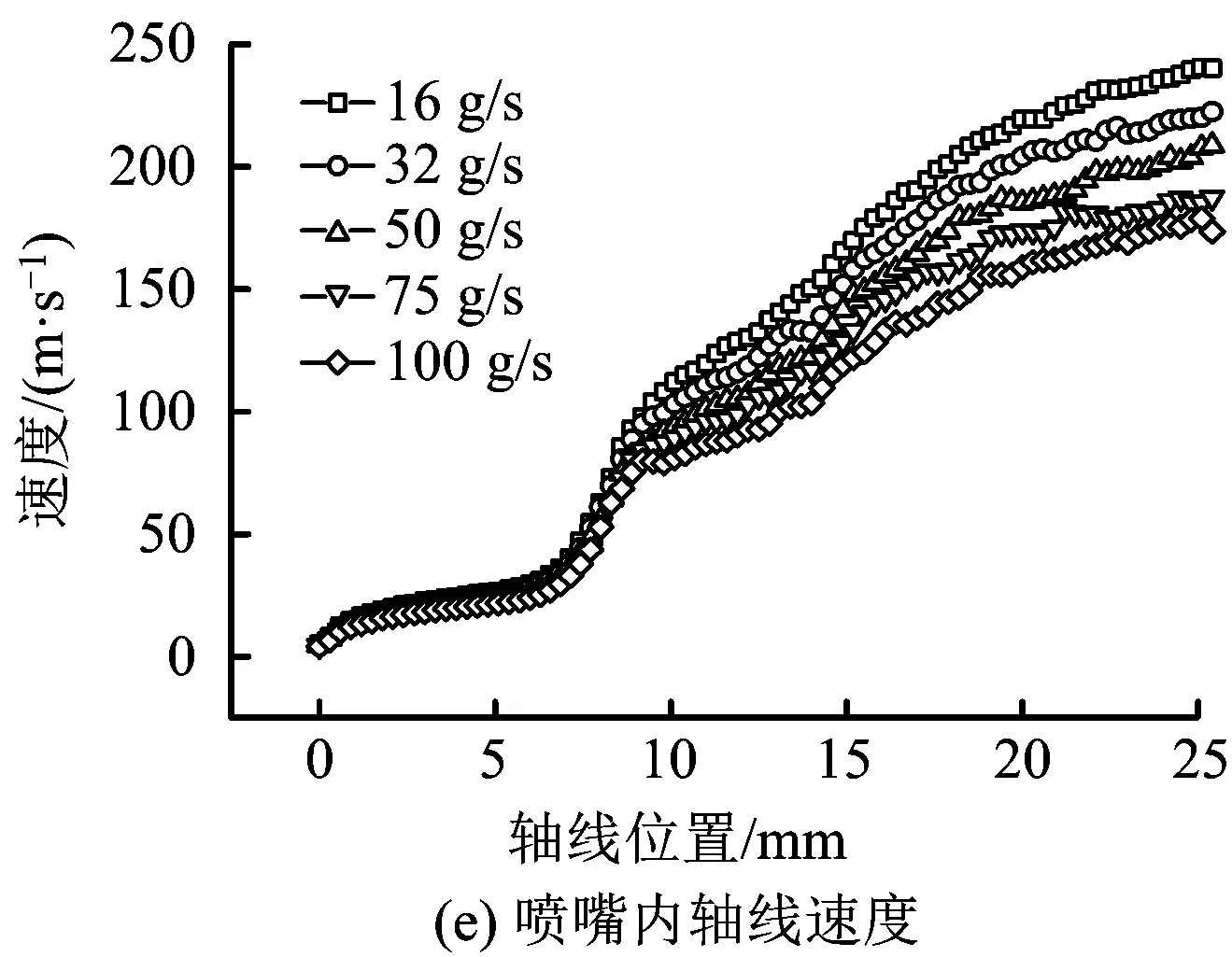
圖10 噴嘴內各段軸線磨料速度Fig.10 The abrasive velocity in nozzle
在不同的磨料質量流量條件下,磨料在噴嘴內的加速具有相似性,為了方便,這里同樣分析磨料沿軸線位置的加速過程,噴嘴內各段軸線磨料速度如圖10所示。對于磨料粒子而言,由于密度大,在加速過程中需要一定的時間,在其剛加入到管路中時,其獲得初始速度較低,在不同磨料質量的條件下,初始速度約為4~5 m/s,磨料在以后的加速過程中,質量流量越大磨料的速度越低。對于收斂段和擴張段,磨料顆粒加速過程和氣體加速具有相似性,加速效果明顯。在磨料質量流量75和100 g/s時,磨料進入喉管段時出現速度降低的現象。因為磨料質量流量較大,磨料顆粒數較多,由收縮段進入喉管時,磨料沿軸線方向運動,進入喉管后,磨料顆粒間作用加強,阻礙磨料加速,使磨料速度降低。
在自由射流段磨料粒子的加速不明顯。在磨料質量流量16 g/s時,磨料在噴嘴外速度由240.3 m/s增加至318.2 m/s;質量流量32 g/s時,磨料在噴嘴外的速度由222.5 m/s增加至296.5 m/s;質量流量50 g/s時,磨料在噴嘴外的速度由213.2 m/s增加至269.2 m/s;質量流量75 g/s時,磨料在噴嘴外的速度由176.4 m/s增加至232.4 m/s;質量流量100 g/s時,磨料在噴嘴外的速度由173.5 m/s增加至221.3 m/s。隨著磨料質量流量增大,磨料在自由射流段速度的增加值是減小的。磨料質量流量為16 g/s時,速度增加了77.9 m/s;32 g/s時速度增加了74 m/s;75 g/s時速度增加了56 m/s;100 g/s時,速度僅僅增加了47.8 m/s。
4 結論
1)基于拉法爾噴嘴的高壓氣體射流氣體加速主要在噴嘴收斂段和擴張段,自由射流段的氣體速度受到膨脹波和壓縮波的影響波動較大。
2)磨料粒子在整個噴嘴內部持續加速,且在噴嘴收斂段和擴張段加速較快,磨料的加速主要是在噴嘴內,自由射流段加速相對較小,其加速過程與氣體相似。
3)恒定入口壓力條件下,磨料質量流量與噴嘴出口磨料速度和磨料的最大速度均呈二次函數關系,利用擬合的二次函數公式,可以計算15 MPa入口壓力條件下,不同質量流量的噴嘴出口處磨料速度以及最大磨料速度。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54