AZ31鎂合金板材自動氬弧焊接工藝研究
2018-12-20 11:09:00周吉學莊海華馬百常劉洪濤
山東科學 2018年6期
周吉學,莊海華,馬百常,劉洪濤*
(1.齊魯工業大學(山東省科學院),山東省科學院新材料研究所,山東省輕質高強金屬材料省級重點實驗室,山東 濟南 250014;2. 齊魯工業大學(山東省科學院),山東省科學院新材料研究所,山東省汽車用鎂合金輕量化示范工程技術研究中心,山東 濟南 250014)
鎂合金是目前世界上最輕的金屬結構材料,是輕質高強金屬材料的典型代表,具有密度低、比強度高及阻尼性能好等特點,特別適合用于新能源車制造,可以有效降低能源消耗[1],在汽車工業減重降耗和性能改善中發揮著重要的作用[2-4]。鎂合金焊接技術是鎂合金工程應用過程中不可或缺的關鍵一環,由于鎂合金的化學性質活潑、熔沸點較低、表面張力小、熱膨脹系數大等物化特性,導致在焊接過程中容易出現氣孔、氧化物夾雜、蒸發、過燒、焊縫下塌及焊后殘余熱應力等焊接缺陷,嚴重制約了鎂合金的應用[5-8]。
AZ31鎂合金是目前應用最為廣泛的鎂合金,在焊接過程中,由于AZ31鎂合金中Al和Zn元素的存在,使得結晶溫度區間增大,共晶金屬間化合物的數量增多,容易造成應力集中,裂紋產生的幾率增大[9]。因此,需要精準調控AZ31鎂合金的焊接參數,從而得到高質量的焊接接頭。目前,鎂合金氬弧焊主要以手工焊為主,關于鎂合金自動氬弧焊接工藝的研究報道較少[10]。鎂合金手工氬弧焊在焊接過程中存在易受人為因素影響、焊接質量不穩定、焊接過程人體遭受焊接煙塵及高溫輻射損傷、焊接效率低等諸多問題。因此,開展鎂合金的自動氬弧焊接工藝研究,可充分發揮焊接機器人的焊接穩定性和準確性,提高焊接質量,對于拓展鎂合金的工程應用具有重要意義。
本文采用六軸焊接機器人對AZ31鎂合金的自動氬弧焊接工藝進行研究,通過優化焊接工藝參數,得到質量可靠的焊接接頭。焊后利用金相顯微鏡(OM)、X射線衍射(XRD)、掃描電子顯微鏡(SEM)和萬能試驗機等先進手段對焊接接頭進行微觀組織表征和力學性能測試,從而準確評價AZ31鎂合金焊接接頭的可靠性。
1 材料及方法
實驗所用材料為2.6 mm厚的AZ31鎂合金軋制板材。自動氬弧焊接實驗所填焊絲是與母材同質的AZ31擠壓態焊絲,焊絲直徑為1.2 mm。焊接母材與所填焊絲的化學成分如表1所示。

表1 AZ31鎂合金板材及所填焊絲化學成分Table 1 Chemical composition of the AZ31 magnesium alloy plates and filling wire
焊接實驗所用設備為松下YA-1RAR61C00型焊接機器人及YC-300WX型氬弧焊機。焊接之前用砂紙將板材待焊區打磨光亮,去除氧化物,然后用酒精清洗,去除油污等雜質。
焊后對焊縫區進行微觀組織觀察,在焊縫區域進行取樣,先用SiC砂紙打磨至2000號,之后用粒徑2.5 μm的金剛石研磨膏進行拋光,最后采用苦味酸4.2 g、冰醋酸10 mL、蒸餾水10 mL、乙醇70 mL組成的苦味酸溶液對試樣腐蝕5~10 s。將腐蝕好的試樣放入ZEISS2000-C型光學顯微鏡下進行金相組織觀察。采用型號為Philips PW170的X射線衍射儀對焊縫區域進行物相分析,掃描范圍為20°~90°。
根據國標GB/T 2651—2008《焊接接頭拉伸試驗方法》[11],對AZ31鎂合金焊接接頭進行取樣,使焊縫區位于拉伸試樣中部,在拉伸速率1 m/min下測試其力學性能。采用JSM-6460型掃描電子顯微鏡觀察拉伸之后的斷口形貌。
2 結果與討論
2.1 焊接參數分析
對AZ31鎂合金焊接工藝進行探索、優化,具體焊接參數如表2所示。所有焊接均采用平板對焊的形式,填充焊絲采用與母材材質相同的AZ31焊絲,對待焊板材的上下表面均進行氣體保護。氬氣摩爾質量(40 g·mol-1)是空氣(29 g·mol-1)的1.38倍,用作保護氣體不易飄散,鎢極針易引燃且能量平穩,焊接過程熱輸入量的變化較小,此外,氬弧還具有比較好的陰極清理作用,比較適合鎂合金焊接,故本研究采用純度為99.9%的氬氣進行氣體保護。
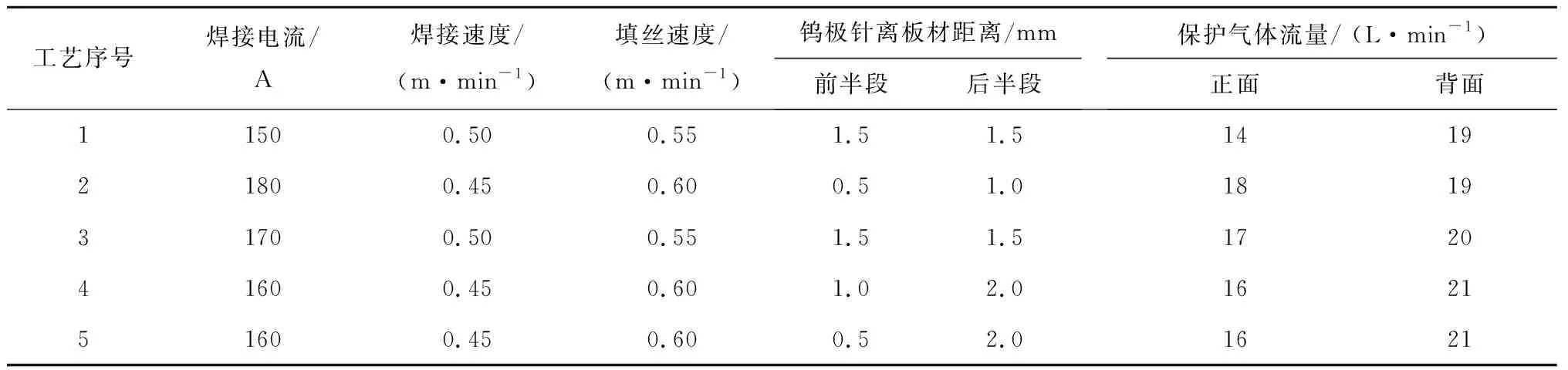
表2 AZ31鎂合金板材自動焊接工藝參數Table 2 Welding parameters of the AZ31 magnesium alloy plates
根據表2焊接參數對AZ31鎂合金進行焊接,得到焊縫的表面宏觀形貌圖,如圖1所示。
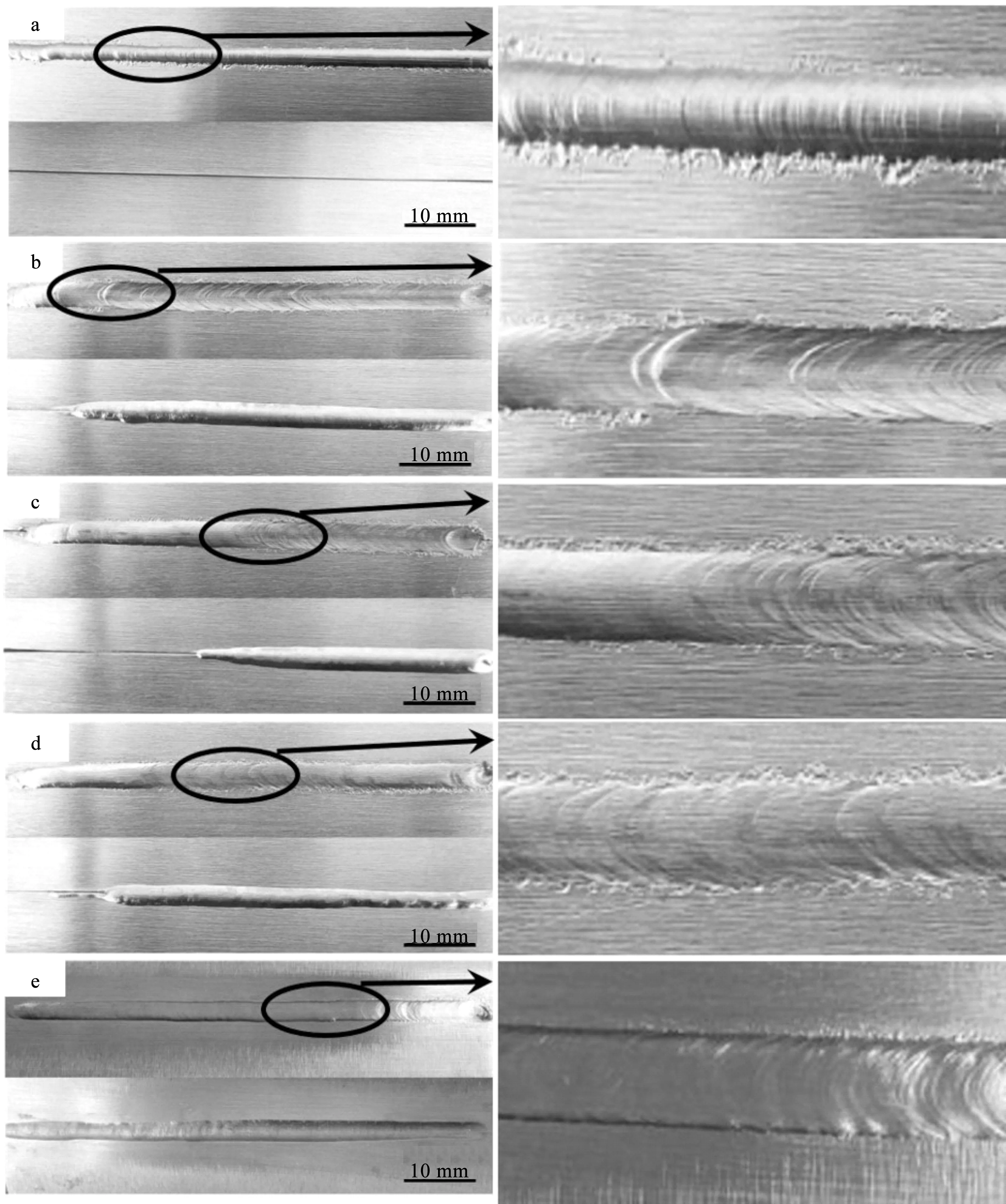
a~e分別為在焊接工藝1~5條件下得到的焊接接頭宏觀形貌圖圖1 AZ31鎂合金板材焊接表面形貌圖Fig.1 Surface topography of AZ31 magnesium alloy welded joints
圖1a ~e分別為按照焊接工藝1~5進行AZ31鎂合金自動氬弧焊接,得到的焊接接頭宏觀形貌圖。在圖1a中,焊縫正表面大約有3 mm的熔高,而焊縫背面并未焊透,這主要是由于焊接工藝條件1所用焊接電流較小(150 A),而焊接速度相對較快(0.5 m/min),焊接過程沒有足夠的熱輸入,從而導致板材未焊透。在圖1b中,則出現了焊縫下榻,焊縫上表面凹陷。這是由于在焊接工藝2條件下,焊接電流過高(180 A),焊接熱輸入大幅增加,而焊縫背面保護氣體流量較小(19 L/min),對熔池沒有起到足夠的支撐作用,結果導致焊縫下榻。在圖1c中,則出現了焊縫前半段未焊透,后半段焊縫下榻的現象。可能是由于在前半段,雖然焊接電流相對較高(170 A),但鎢極針與板材距離相對較遠(1.5 mm),導致前半段熱輸入不足,出現了未焊透現象。而在焊縫的后半段,則由于焊接過程前半段的熱量傳導和累積,待焊板材燒損、蒸發嚴重,而填絲速度較低(0.55 m/min),背面保護氣體流量較小(20 L/min),從而導致了后半段焊縫下榻。在圖1d中,已經顯示出了相對較好的焊接結果,只在焊接前期一小段出現了未焊透現象,后半段焊接質量良好。因此在焊接工藝4的基礎上,加以改進,將前半段鎢極針與板材距離稍微減小至0.5 mm,即可在焊接初始時獲得足夠熱輸入,將板材焊透。最終通過焊接工藝5,實現了AZ31鎂合金的一次焊接兩面成形,焊縫的外觀形貌良好。之后,對在焊接工藝5條件下獲得的焊接接頭進行微觀組織觀察和拉伸性能測試,進一步確定焊接接頭的可靠性。
2.2 焊接接頭微觀組織分析
選用焊接宏觀形貌良好的5號樣品,對其進行微觀組織觀察。其金相組織照片如圖2所示,從圖中可以看出,焊接接頭可以清晰地分為母材區(BM)、熱影響區(HAZ)和熔化區(FZ)。焊后在FZ出現的是細小的等軸晶,這是因為鎂合金具有較大的導熱系數,散熱速度快,焊后焊縫組織能夠快速凝固,導致焊縫晶粒較細,并且在AZ31鎂合金中含有約3%的Al,Al元素同樣具有非常明顯的細化晶粒效果,因此最終導致在FZ出現了細小的等軸晶,焊接質量良好。本實驗所用材料為Mg合金軋制板材,板材經軋制變形,晶粒會變得不穩定,受熱易急劇長大,因此HAZ區域受焊接熱輸入的影響,晶粒明顯長大。
從圖2還可以看出,在HAZ和FZ均出現了大量的沉淀相。利用XRD對焊縫區進行物相鑒定,XRD圖譜如圖3所示。在圖3中出現了較強的α-Mg衍射峰與較弱的β-Mg17Al12衍射峰,這是由于與Mg基體相比,AZ31板材中Al含量相對較低,因此焊接過程形成的β-Mg17Al12沉淀相數量較少,衍射峰峰強較弱。通過XRD結果可以判定,在HAZ和FZ區出現的沉淀相為β-Mg17Al12沉淀相。根據Mg-Al合金相圖[12],Al在Mg中的最大固溶度為12.6%,在平衡凝固過程中,只有超過該限度才會有沉淀相產生。而在本實驗中,所焊板材和填充焊絲均為AZ31鎂合金,所用材料的Al含量約為3%,遠小于12.6%。因此,可以確定β-Mg17Al12沉淀相的出現,是由于焊接過程中在FZ固溶形成α-Mg相,促使殘余的Al往晶間區域聚集,發生非平衡態的凝固共晶反應,形成β-Mg17Al12的硬脆性沉淀相[13-14]。雖然在HAZ也出現了大量β-Mg17Al12相,但其形成機制與FZ不同。HAZ沉淀相的出現是由于在焊接過程中,該區域離焊接熔池較近,焊接熱輸入使得HAZ溫度明顯升高,超過了Mg-Al共晶反應溫度(約為723 K),最終導致了HAZ中β-Mg17Al12相的出現[15]。

圖2 AZ31鎂合金焊接接頭微觀組織Fig.2 Microstructure of AZ31 Mg alloy joint
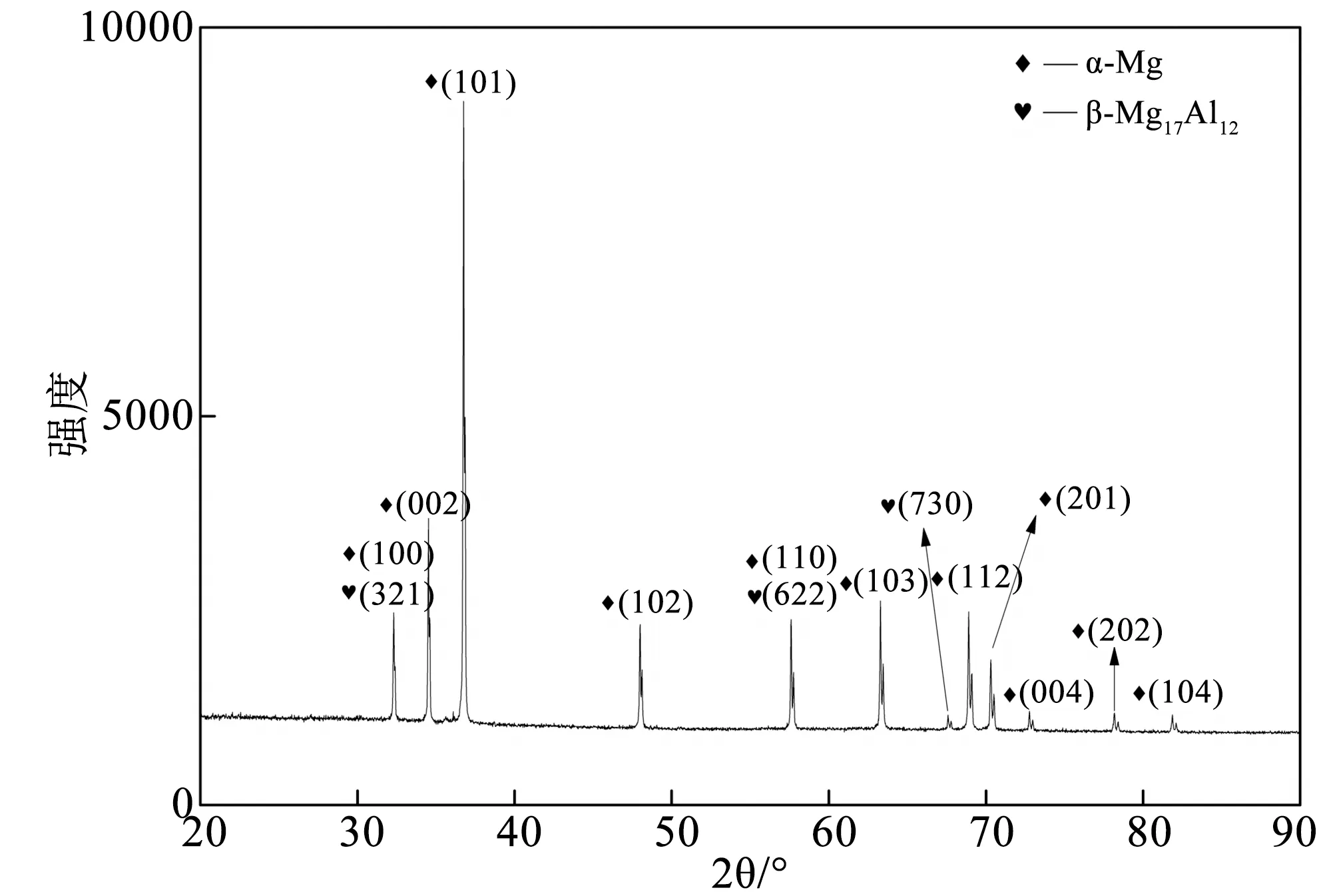
圖3 AZ31鎂合金樣品焊接接頭焊縫區XRD圖譜Fig.3 XRD pattern obtained from the weld seam of AZ31 Mg alloy joint
2.3 焊接接頭力學性能測試
對母材和焊接接頭進行拉伸性能測試,結果如圖4所示。從圖4中可以看出,焊接接頭的抗拉強度達到了222 MPa,相當于AZ31鎂合金母材(274 MPa)的81.02%。對焊接接頭的拉伸斷口形貌進行觀察,結果如圖5所示。從圖5中可以看出,在斷口觀察到了大量的解離面和韌窩的存在,呈現出脆性斷裂與韌性斷裂相結合的混合斷裂特征。張鐵磊等[16]在對ZM6鎂合金的TIG焊后組織性能研究中,觀察到了相似的結果。上述研究結果表明,該焊接接頭力學性能優異,完全滿足工程需要。
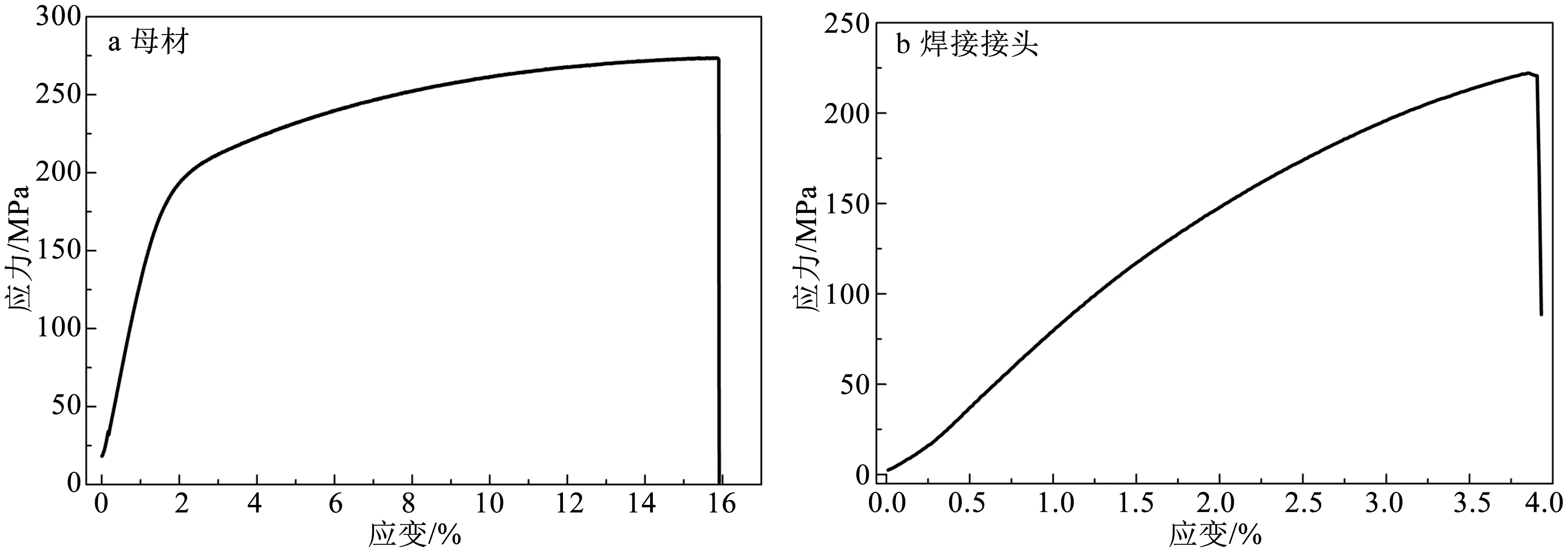
圖4 AZ31樣品拉伸應力-應變曲線Fig.4 Tensile stress-strain cure of the AZ31 specimens

a 解離面;b 韌窩。圖5 焊接接頭拉伸試樣斷口形貌圖Fig.5 Fracture surface of the welded joint tensile specimen
3 結論
本文利用六軸焊接機器人對厚度為2.6 mm的AZ31鎂合金板材自動氬弧焊接工藝進行了研究,焊后對焊接接頭進行了微觀組織表征及力學性能測試,得到了以下結論:
(1)在焊接電流160 A、焊接速度0.45 m/min、填絲速度0.6 m/min、鎢極針與板材距離0.5 mm(前半段)和2.0 mm(后半段)、保護氣體流量16 L/min(正面)和21 L/min(背面)的焊接工藝條件下,可得到外觀形貌良好、質量可靠的AZ31鎂合金焊接接頭。
(2)AZ31鎂合金焊縫區微觀組織可清晰地分為BM、HAZ和FZ。焊接過程在FZ區域出現了大量的β-Mg17Al12沉淀相,表明在焊接過程中發生了非平衡態凝固過程。
(3)AZ31鎂合金焊接接頭的抗拉強度達到了母材的81.02%,表明該焊接接頭力學性能優異。在焊接接頭拉伸試樣斷口觀察到了大量的解離面和韌窩的存在,斷口呈現出脆性斷裂與韌性斷裂相結合的混合斷裂特征。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24