完全3D打印技術制作MRI質量控制體模
2018-12-21 01:42:56張福全徐龍春邱建峰
中國醫學影像技術 2018年12期
關鍵詞:設計
張福全,張 濤,徐龍春,陳 迢,魯 雯,邱建峰*
(1.泰山醫學院醫學工程技術研究中心,山東 泰安 271016;2.山東省泰安市技術監督局醫學室,山東 泰安 271016;3.泰山醫學院附屬醫院放射科,山東 泰安 271016)
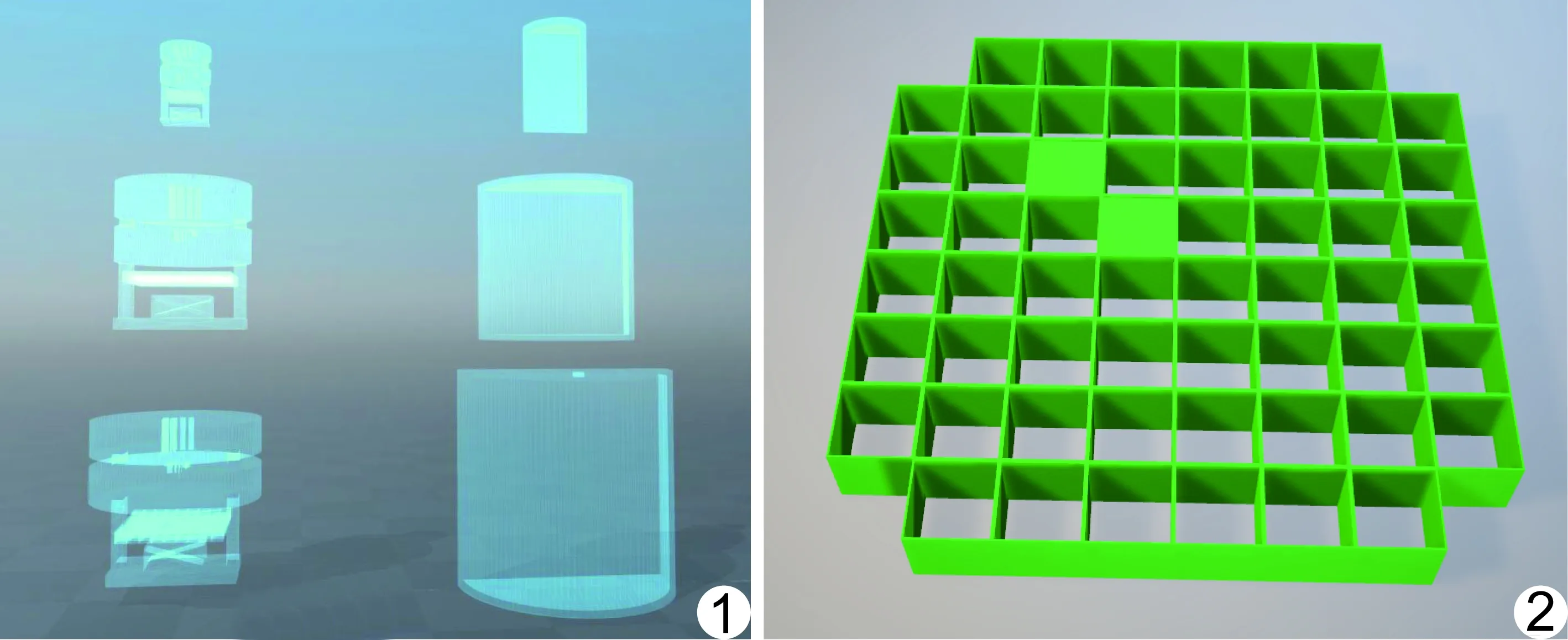
圖1 下底直徑分別為6、12、20 cm的一體化設計模型 圖2 幾何畸變測試模塊
醫學成像與放射物理的質量控制(以下簡稱質控)為保證圖像質量的基礎,是保障醫療安全的重要工作[1-3]。作為常用的大型成像儀器設備,MR掃描儀的圖像質量直接影響診斷結果。相對于歐美國家相對完善的質控工作和規范程度,我國質控研究工作起步較晚,進口體模占據市場很大份額,其專利壟斷和昂貴的價格在一定程度上對醫院開展質控工作形成了阻礙[4-6]。既往制造常規MRI質控體模多采用機械加工和模具加工技術,產品缺乏靈活性,無法實現快速制造和個性化定制。3D打印技術的出現和發展,使質控體模得以跳過機械加工過程,簡單快速地設計制造各種類型的質控體模使質控工作低成本化成為可能[7-9]。本研究采用3D打印技術,通過對MRI質控體模的研究和改進,旨在通過數字化建模和一體打印制出符合我國衛生行業標準的體模。
1 材料與方法
1.1體模設計 體模設計模塊包括星形測試模塊、幾何畸變測試模塊、層厚測試模塊,用于測試MR掃描儀的高對比度分辨率、低對比度分辨率、層厚、空間定位、弛豫值、幾何畸變、流體測量、層厚偏差及調制傳遞函數(modulation transfer function, MTF)等指標[10-11];設計過程中可對各測試模塊進行任意組合。以無水硫酸銅+氯化鈉+純水或氯化鎳+氯化鈉+純水溶液作為體模配液,使溶液充滿整個體模[12]。
1.23D模型設計 采用設計制圖軟件Pro/Engineer,按照圖紙設計3D模型(文件格式為STL)。3D打印模型可實現個性化設計,根據不同需求,在設計階段調整體模大小、外形等。在一體化打印中,分別設計出下底直徑為6、12、20 cm的3種規格,以適應不同的MR掃描系統,見圖1。

外殼和各個測試模塊支架材料為聚甲基丙烯酸甲酯(polymethyl methacrylate, PMMA)有機玻璃,通過螺栓、套筒進行組裝固定,見圖3。
1.33D打印 一體化打印前,以制圖軟件Pro,選擇模塊間的連接方式,根據具體需要調整各個模塊及外殼大小后,將STL格式文件導入3D光敏成型打印機(LITE600HD)進行打印[13-14]。將模塊與外殼分開打印,以便清除支撐材料。打印完成后進行組裝,即可投入使用,見圖4~7。
打印體模時,可根據要求選擇2種不同模式:第1種為組裝式體模,每層模塊單獨打印,再使用機械加工的方式進行組裝;第2種為一體化體模,將選擇好的模塊設計為一個整體,使用打印的外殼進行密封。
1.4體模測試 體模制作完成后,采用GE Signa HDE 1.5T MR成像系統進行掃描,將獲得的圖像數據導入Mimics軟件,進行圖像數據分析,測試圖像相位編碼方向和頻率編碼方向的極限分辨率、幾何畸變率、層厚偏差和縱橫比。
2 結果
2.1星形測試模塊分析 在MR系統下測得極限分辨率和頻率編碼方向的空間分辨率。采用Mimics軟件中的測量工具,測得體模相位編碼方向模糊帶直徑為2.91 cm,頻率編碼方向模糊帶直徑為4.55 cm。經計算獲得相位編碼方向極限分辨率為6.55 LP/cm,頻率編碼方向為4.19 LP/cm,見圖8。
采用Mimics軟件分析灰度值變化,繪制灰度值變化曲線,見圖9。本研究采用的3D打印機的打印精度為16 μm,誤差2 μm,高于機械加工的2.5 μm。對星形測試模塊以MR測得的圖像采用標準3點測量法獲取MTF線對數據,獲得角度實測值為2.7°~3.0°,線對實測值見表1(共測量6次)。
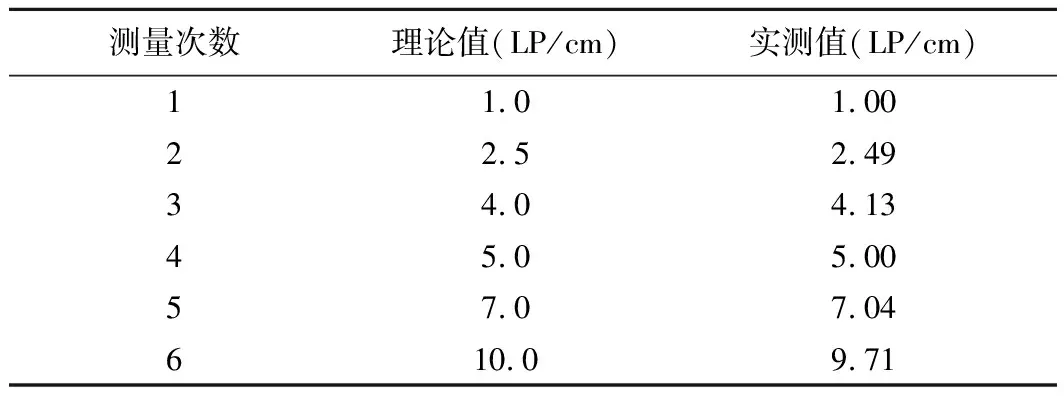
表1 星形測試模塊線對理論值與實測值對比
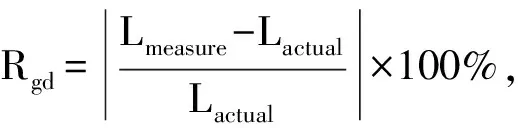
2.2幾何畸變測試模塊分析 以MR系統測量圖像幾何畸變。測量方格間的對角線長度為10 cm,根據公式計算,獲得圖像畸變率為9.94%,見圖10。
2.3層厚測試模塊分析 以MR系統測量各個亮帶和暗帶長度,圖像掃描層厚為5 mm,實際計算層厚為5.63~6.51 mm,偏差為+1.51 mm,圖像縱橫比為0.984,見圖11。
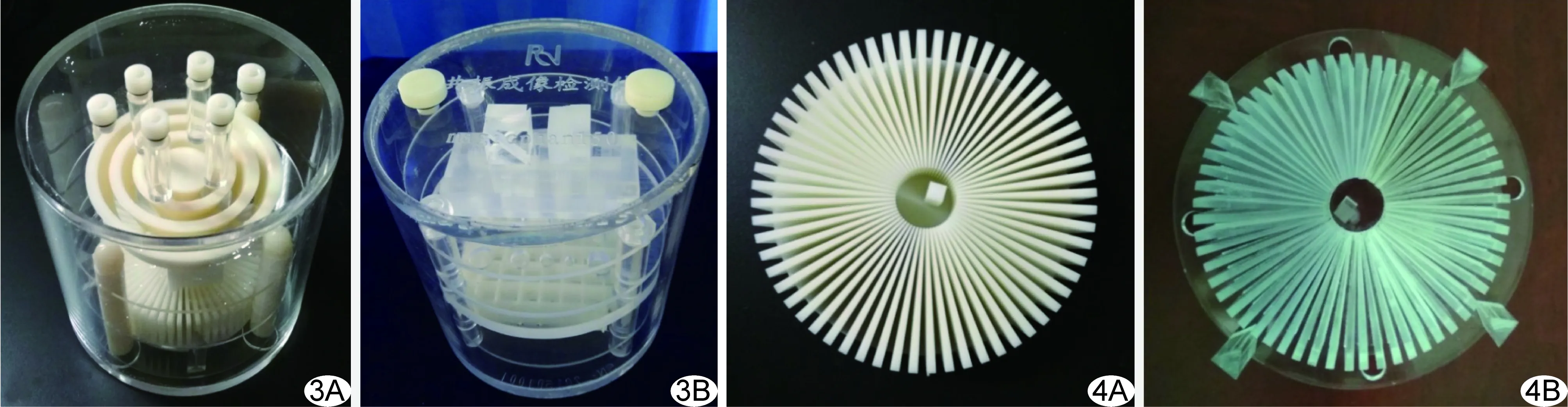
圖3 組裝式3D打印體模(A)與同類基于機械加工的體模(B)對比 圖4 3D打印星形測試模塊(A)精度高于機械加工水玻璃制成的星形測試模塊(B)
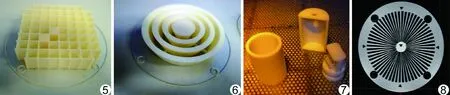
圖5 3D打印的幾何畸變測試模塊 圖6 3D打印的層厚測試模塊 圖7 一體化打印體模打印效果 圖8 相位編碼方向極限分辨率為6.55 LP/cm,頻率編碼方向為4.19 LP/cm
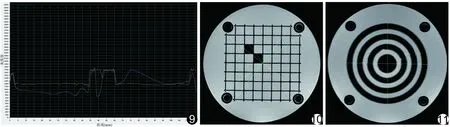
圖9 相位編碼方向和頻率編碼方向灰度值變化曲線 圖10 幾何畸變測試模塊測得圖像畸變率為9.94 圖11 以層厚測量模塊計算實際層厚及縱橫比
3 討論
3D打印質控體模成型速度快、成本低,且制作精度高于普通體模。利用3D打印技術有望實現普及質控,為醫用教學、臨床實驗、適型放療提供精密的質控體模。
3D打印MR綜合測試體模的空間分辨率測試精度元高于傳統體模,隨3D打印機的精度不同而有不同的高對比度分辨率:打印精度高的3D打印機打印出的模塊的高對比度分辨率測試精度與傳統體模相似;而打印精度偏低的3D打印機,受限于打印材料、打印方式和打印機噴頭類型,其所打印的高對比度分辨率模塊往往達不到要求精度。幾何畸變、層厚等其他參數的測試精度與此相似。
相對于傳統質控體模,3D打印體模具有以下優點:①適用性強,可根據不同MR掃描儀對應制作不同的體模,實現個性化設計,做到根據機器需求定制體模類型;②質控體模的制作成本大幅度低于傳統質控體模,且因為其適用性強,可以廣泛應用于醫用教學、臨床實驗、質控工作等方面,尤其有利于MRI質控工作的普及與發展。
目前3D打印技術已經用于臨床多個領域。Kamomae等[15]采用3D打印制作患者的個性化體模,以保證放射治療的質量。Yea等[16]以3D打印制作用于頭部的放射治療體模;Kim等[17]以3D打印制作脊柱的放射治療體模;Cox等[18]以3D打印制作填充性的PET體模;Grice等[19]以3D打印制作多普勒超聲常規測試的體模。體模已由簡單的2D逐漸發展為3D形態,但如果用于機器性能參數檢測,2D體模能更直觀地顯示對比數據、調試機器性能。
隨著3D打印技術的不斷進步及質控工作的重要性獲得認識,3D打印質控體模可作為更加優質的選擇,為國家質控工作的標準化、規范化作出貢獻。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04