數銑刀具半徑補償過切現象分析與處理*
2018-12-21 06:52:30淮妮,劉雯
機械工程與自動化 2018年6期
關鍵詞:方向
淮 妮,劉 雯
(咸陽職業技術學院 機電學院,陜西 咸陽 712000)
0 引言
刀具補償是補償實際加工時刀具刀位點和編程時假想的刀具刀位點之間的差值[1]。實踐證明,合理應用刀具補償功能能很好地解決刀具磨損或換刀引起的刀位點變化問題,并能提高編程效率和加工精度[2]。
數控系統的刀具半徑補償功能能使刀具中心在加工輪廓前自動偏移好,編程路線只需按工件輪廓線進行即可,數控系統會根據補償值自動計算刀心偏移后的軌跡坐標;另外,通過改變刀具半徑的補償值,可以產生形狀相同大小不同的刀心路線,用以去除外輪廓以外、內輪廓以內的銑削余量,從而簡化數控銑削編程[3]。
1 數銑刀具半徑補償的過程
數銑刀具半徑補償包括刀補建立、刀補執行和刀補取消三個階段[4]。刀具半徑補償過程如圖1所示,具體步驟如下:①刀補的建立:刀具中心從與編程軌跡重合過渡到與編程軌跡偏離一個補償量的過程(從1點向2點走刀的過程中刀具發生偏移,實際刀心路線是1點到5點),指令G41或G42實施;②刀補的運行:刀具中心始終與編程軌跡相距一個補償量(編程路線2點到3點,實際刀心路線為5點到6點),指令G41或G42生效;③刀補的取消:刀具中心從與編程軌跡偏離過渡到與編程軌跡重合的過程(從3點向4點走刀的過程中刀具發生偏移,實際刀心路線是6點到4點,刀具回到沒有刀補的狀態),指令G40實施。具體的補償值輸入刀具半徑補償地址D中。
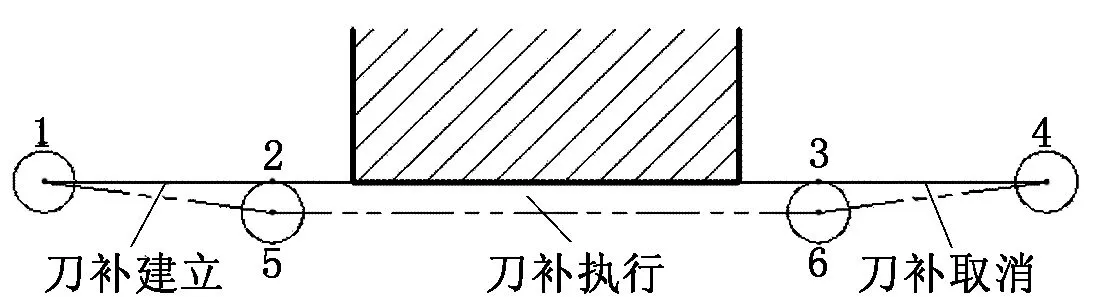
圖1 刀具半徑補償過程
2 數銑刀具半徑補償過切現象分析與處理
數控銑削加工刀具半徑補償對于輪廓加工來說是不可避免的,刀具半徑補償也會影響到基于后期工件的加工工藝性和加工效率[5-8]。本文對數銑刀具半徑補償常見的過切現象進行分析(本文均以宇龍數控加工仿真軟件FNUNC 0i系統為例編寫程序并加工)。
2.1 無切入切出路線引起過切
如圖2所示,加工40×40的方形凸臺,從1點往2點移動時加右刀補。若刀補值為一個刀具半徑,則加刀補時刀心的實際軌跡是從1點到6點偏移了一個刀具半徑,刀刃的實際移動位置在切線方向產生,如圖2所示粗實線,則在工件左下角會有微量過切產生,取消刀具半徑補償會產生同樣的情況,切削結果如圖3所示。如果在建立或取消刀具半徑補償的路線前后分別加一段切入和切出路線,即編程路線為從1點往7點走刀時加刀補,加好后從7點切入,刀心的實際軌跡為從1點到8點發生偏移,從8點切入,刀刃延輪廓切線方向切入,取刀補時同理,則可避免這種微量過切。
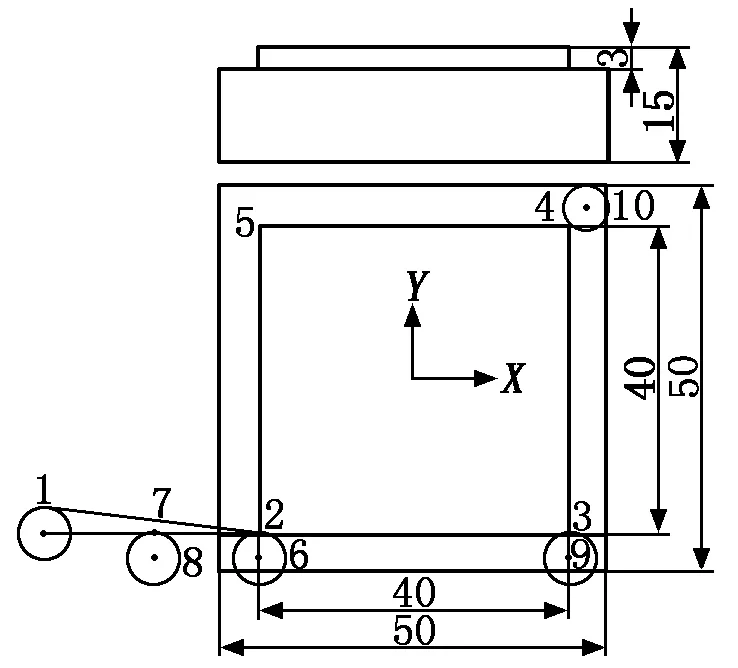
圖2 方形凸臺加工
過切程序段如下:
………
G00 X-35 Y-20;
G01 Z-3 F120;
G42 X-20 D01;(1至2)
X20;(2至3)
………
修改程序段如下:
………
G00 X-35 Y-20;
G01 Z-3 F120;
G42 X-25 D01;(1至7)
X20;(7至3)
………
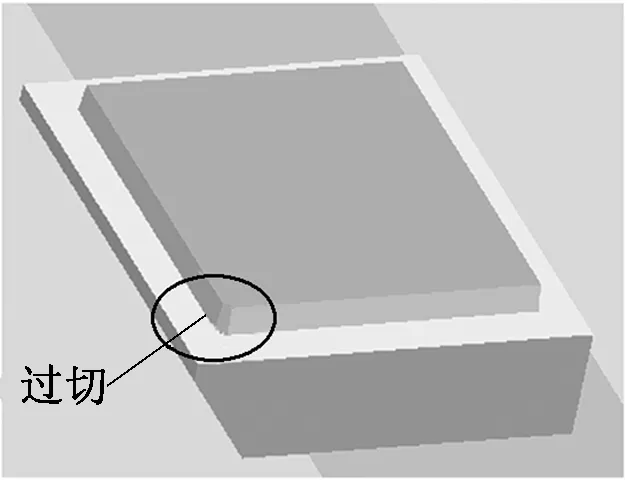
圖3 無切入切出路線導致零件過切
2.2 建立刀補后連續兩個程序段在Z方向移動引起過切
如圖2所示,刀具從某一點往7點走刀時加上右刀補,然后在Z方向很快下刀到距離上表面5 mm的安全距離,換G01指令慢慢下刀到加工平面,從7點到3點切線方向切入開始加工工件,如圖4所示切入第一段出現過切。出現這種過切的原因是由于某一點到7點加上刀補后,刀具實際應該偏移到8點再切入,但是由于下面兩個程序段連續在Z方向走刀,沒有在XY平面移動,導致G42刀補指令無法判斷刀具的偏移方向,致使本程序段刀具實際沒有發生偏移,刀具中心仍然在7點,而Z方向走完刀后,下一句從7點到3點切入時刀具在XOY平面移動,又判斷出了偏移方向,在3點又向右發生了偏移,最終導致加工的第一段成為斜線,產生了過切現象。針對這一問題,將程序段修改為在加刀補前刀具到達安全平面,不在Z方向連續兩句進刀,則系統能判斷出走刀方向,可避免過切。
過切程序段如下:
………
G00 X-40 Y-35;
G42 X-30Y-20 D01;(某點到7點)
Z5;
G01 Z-3 F100;
X20;(7至3)
………
修改程序段如下:
………
G00X-40 Y-35;
Z5;
G42 X-30Y-20 D01;(某點到7點)
G01 Z-3 F100;
X20;(7至3)
………
2.3 刀具半徑補償執行過程中連續出現兩個M功能指令引起過切
如圖2所示,刀具從1點走刀至7點過程中加右刀補,刀具發生偏移至8點后下刀,刀刃延輪廓切線方向切入(編程至3點),然后在3點關掉冷卻液暫停,需要執行M09和M01指令,則在加工3點到4點時刀具出現如圖5所示的過切。出現這種過切的原因是由于X20程序段后連續出現兩段M指令,導致刀具從3點向4點走刀時無法預判刀補的方向,X20程序段的結束點和Y20程序段的起點3偏移量不夠,刀具只偏置到9點位置(應該偏移至3點右下方),走刀從9點到了10點,即出現過切。針對這一問題,對程序段進行修改,不連續執行M09和M01指令,則系統能判斷出刀補方向,從而可避免過切。
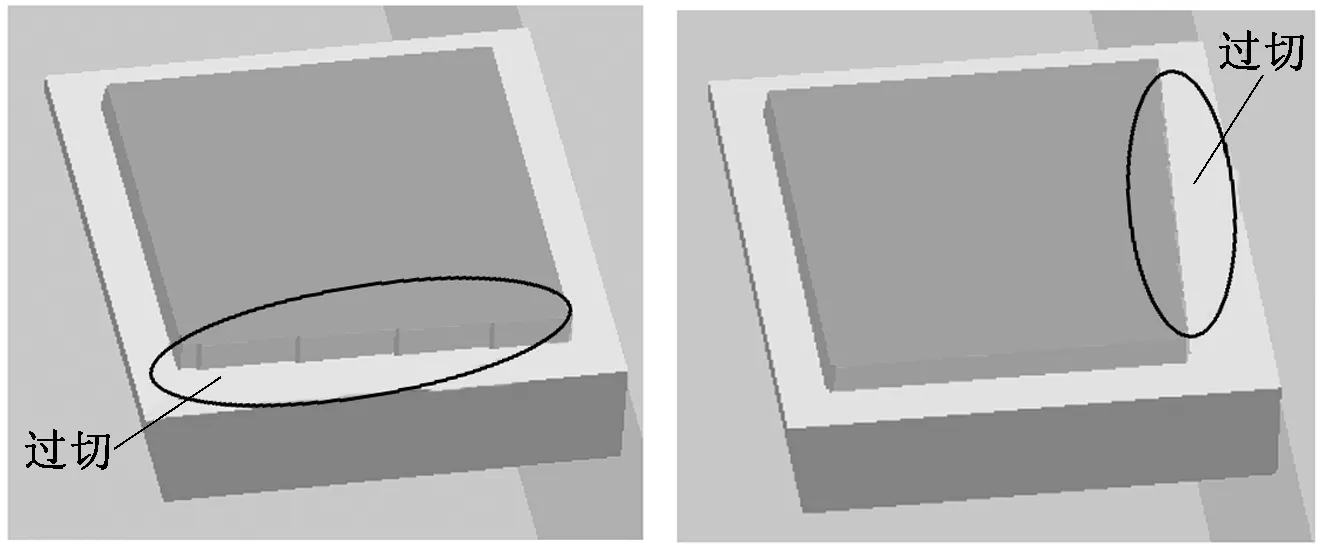
圖4連續兩個程序段在Z方向移動導致零件過切圖5連續出現兩個M功能指令導致零件過切
過切程序段如下:
………
G00 X-35 Y-20;
G42 X-25 D01;
G01 Z-3 F100;
X20;(7至3)
M09;
M01;
Y20;(3至4)
X-20
………
修改程序段如下:
………
G00 X-35 Y-20;
G42 X-25 D01;
G01 Z-3 F100;
X20;(7至3)
M09;
Y20;(3至4)
M01;
X-20
………
2.4 刀補值大于內圓弧半徑時引起過切
如圖6所示內圓弧半徑為5 mm的外輪廓零件,輪廓深度為3 mm,Z0位于工件上表面,選用直徑8 mm的立銑刀加工,按圖6箭頭所示走刀路線切入切出對零件輪廓進行粗加工,刀具半徑補償給定6 mm,得到的加工效果如圖7所示,在兩段內圓弧處出現過切。如圖6所示兩條雙點劃線是對零件輪廓分別偏置2 mm和4 mm得到的線條,如若給定刀具半徑補償值為2 mm和4 mm,則走刀路線即是這兩條雙點劃線,可以看出偏置值越大半徑越小,如果偏置值等于或大于圓弧半徑后內圓弧則消失,走刀路線將無法確定,即會出現如圖7所示的過切現象。因此,加工有內圓弧的輪廓時刀補值取小于內圓弧半徑的值則可避免過切現象(如若要用刀補偏置加大的方式粗加工,可去掉內圓弧來修改走刀路線進行粗加工)。
2.5 內輪廓加工加、取刀補方向不合適引起的過切
如圖8所示,三角形槽,深度為3 mm。刀具在2點加取刀補時出現如圖9所示的過切。刀具從1點走刀至2點(三角形左下角點)過程中加左刀補,并在2點下刀,下一句向3點走刀,則刀具在向2點走刀時預判下一句3點的方向向左偏移,所以刀具實際偏移到左上方5點,即圖中向左的過切;從4點加工到2點后,在2點抬刀,向1點回刀時取了刀補,刀具作了預判,則在2點刀具取刀補前的實際位置是偏移到左刀補的6點位置,即圖中向下的過切。針對這一問題,將下刀、抬刀點設定在8點,從7點向8點走刀時加左刀補,然后下刀,加工回到8點后抬刀,往9點走刀時取刀補,則可避免過切現象。
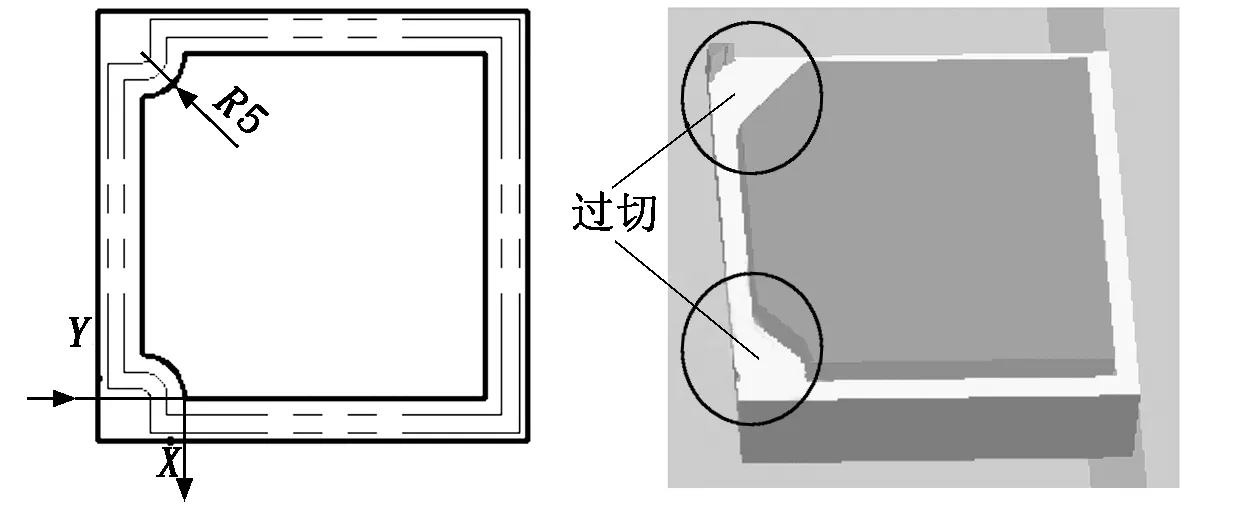
圖6內圓弧輪廓類零件圖7內圓弧輪廓類過切
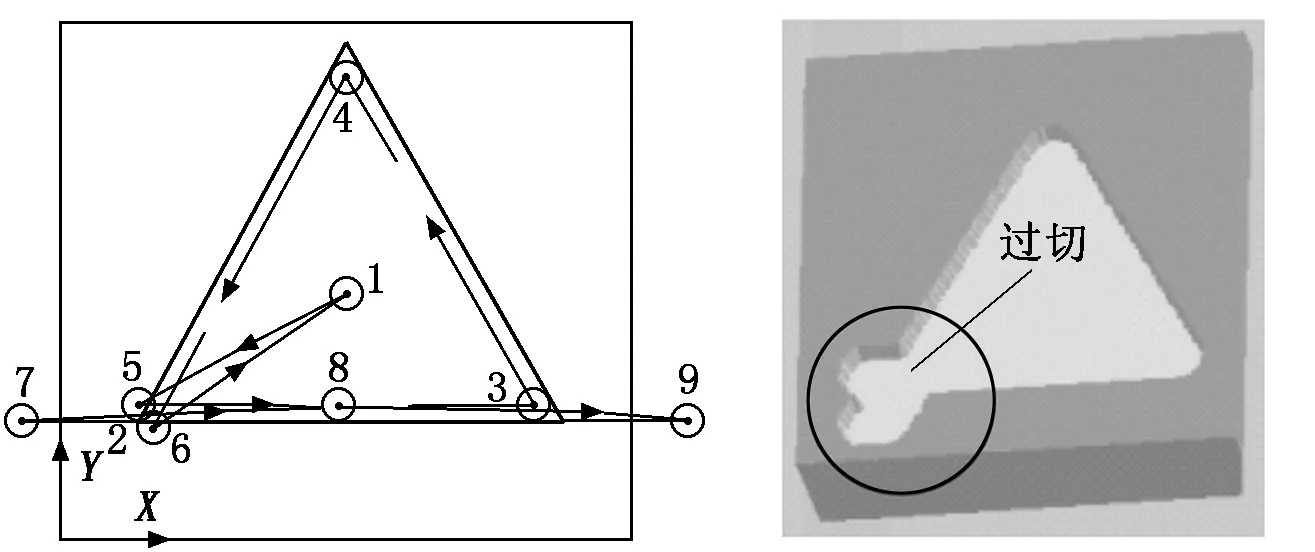
圖8內輪廓零件圖9內輪廓零件過切
3 結語
通過以上分析及實踐驗證,得知數控銑削刀具半徑補償使用時注意以下幾點可在很大程度上避免過切現象的產生:
(1) 加、取刀補前后應盡量有切入切出路線。
(2) 刀補執行過程中不能連續兩個程序段不在XY平面移動。
(3) 不能無限大地加刀具半徑補償進行粗加工,需要考慮內圓弧半徑大小。
(4) 加、取刀補應盡量延切入點的延長線或切線方向。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
