某變速箱嘯叫原因分析及改進
2018-12-28 11:54:40肖林蔚李丹寇仁杰
汽車實用技術 2018年23期
肖林蔚,李丹,寇仁杰
(安徽江淮汽車集團股份有限公司,安徽 合肥 230601)
1 現狀描述
搭載我公司某款變速箱車輛在正常行駛中能明顯聽到從發動機艙內傳出較為明顯的嘯叫聲,任何車速均有此現象,且車輛原地加速也有此現象。
對嘯叫的頻帶和產生的原因進行初步排查,如圖 1,車內噪聲中67階噪聲較大,變速箱輻射噪聲中67階噪聲更大,存在對應關系。對兩個噪聲的67階噪聲進行濾波,消除67階噪聲后進行回放,嘯叫聲消失,變速箱油泵的主動齒輪為67個齒,初步判斷嘯叫是變速箱油泵齒輪產生的。

圖1 整車中駕駛員右耳噪聲數據
進一步驗證,在臺架上對變速箱油泵處的振動和噪聲進行測試,排除發動機以驗證嘯叫聲是否還存在。對該款變速器整機在空載臺架上通過在變速箱周圍布置麥克風直接反映旋轉零件的噪聲表現,測得的Campbell瀑布圖結果如圖2所示。

圖2 變速箱臺架噪聲測試結果
NVH排查已確定油泵驅動齒嘯叫為該款變速箱嘯叫原因,油泵驅動齒輪噪聲及其共振的解決將是整機 NVH優化的重點。
2 原因分析
2.1 結構剛度差
①油泵主動齒輪固定在雙離合器上,但雙離合器在軸上為懸臂支撐,在離合器殼體上也沒有穩固的支持,如圖3所示,造成受載后主動齒輪傾斜,影響嚙合性能。同時,油泵自身支撐也存在類似問題。
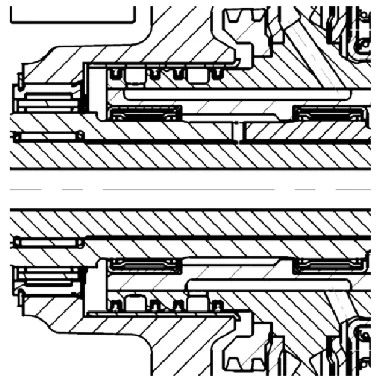
圖3 油泵主動齒輪的支撐
②油泵驅動齒輪的從動齒輪輪輻為平板薄壁形式(如圖4所示),輪輻剛度差,是振動傳遞路徑上的薄弱點,容易將齒輪嚙合的振動激勵放大。
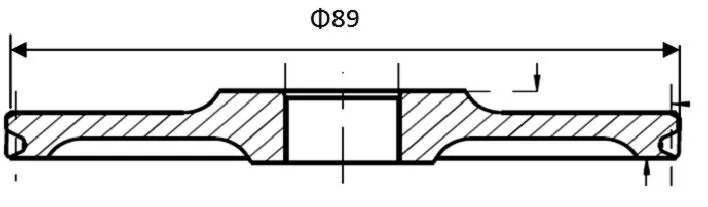
圖4 從動齒輪輪輻
2.2 驅動齒未修形
①齒輪參數
影響齒輪嚙合噪聲的主要參數是重合度,齒輪副的重合度越大,則動載荷越小、嚙合過程更加平穩、嚙合噪聲越低。可以通過增大重合度來改善齒輪嚙合噪聲。
②微觀修形
油泵驅動齒輪副僅有簡單的鼓形修形,沒有采取針對性的修形設計。此外,在整機靜態耐久試驗中也可見油泵驅動齒輪接觸不良,有必要對該齒輪副有進行專門的修形。
2.3 驅動齒精度差
油泵驅動齒輪的主動齒焊接在雙離合器的主轉動轂上,齒輪精度可能受到焊接的不利影響,導致齒輪齒距累積公差FP和齒輪徑向跳動公差Fr難以控制。經過檢測發現,該齒輪在主轉動轂上焊接后徑向跳動變大 0.05mm,說明齒輪焊接位置相對輪轂基準發生偏心,如圖5。

圖5 齒輪公差
2.4 系統共振
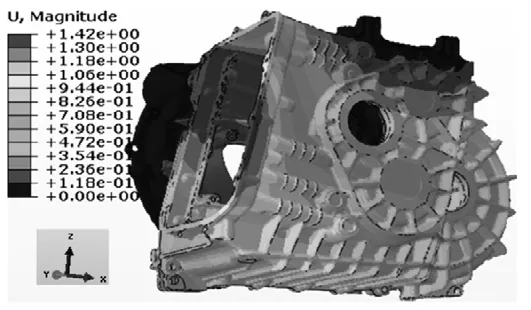
圖6 殼體模態分析
殼體或整機模態頻率低,容易被激勵起共振,另外殼體或整機模態剛度低,在激勵狀態下容易產生較大的振動幅度。

表1
該款變速箱殼體無論是約束模態還是自由模態均低于標桿樣機,且共振問題僅在臺架試驗中發現,整車上沒有發現,故針對油泵驅動齒嘯叫問題,暫不對共振問題做進一步優化分析。
3 優化方案及措施
針對以上分析原因,確定以下優化方案:
3.1 提高齒輪結構剛度
油泵驅動齒輪的從動齒幅板為平板薄壁形式,輪輻剛度差,是振動傳遞路徑上的薄弱環節,容易將齒輪嚙合的振動激勵放大。改變從動齒輪輪輻結構,避開傳遞路徑上的薄弱點,減少自激振動。

圖7 從動齒輪輪輻優化
3.2 優化驅動齒微觀修形
對油泵驅動齒輪副展開專項接觸斑點試驗,調整微觀修形參數并驗證優化效果。

圖8 接觸斑點試驗結果對比(左為優化前,右為優化后)
3.3 提高驅動齒精度
經查油泵驅動齒輪的主動齒輪焊接在雙離合器主轉動轂上,主動齒內孔與主轉動轂為間隙配合(最大間隙0.06mm),且BW焊接工裝并未考慮對齒輪進行精確定位,導致齒輪焊后偏心嚴重。要求供應商將間隙配合改為過盈配合對主動齒精確定位后焊接。
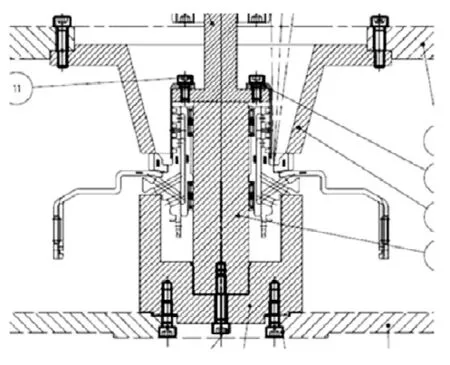
圖9 油泵主動齒焊接工裝
4 結果驗證
整改措施全部整改到位以后,通過試驗對整改效果進行檢查,調查搭載整改后該款變速箱的車輛油泵驅動齒輪噪聲狀態,主觀評價車內齒輪嘯叫噪聲并以實測數據與標桿車進行對比。
4.1 NVH測試結果
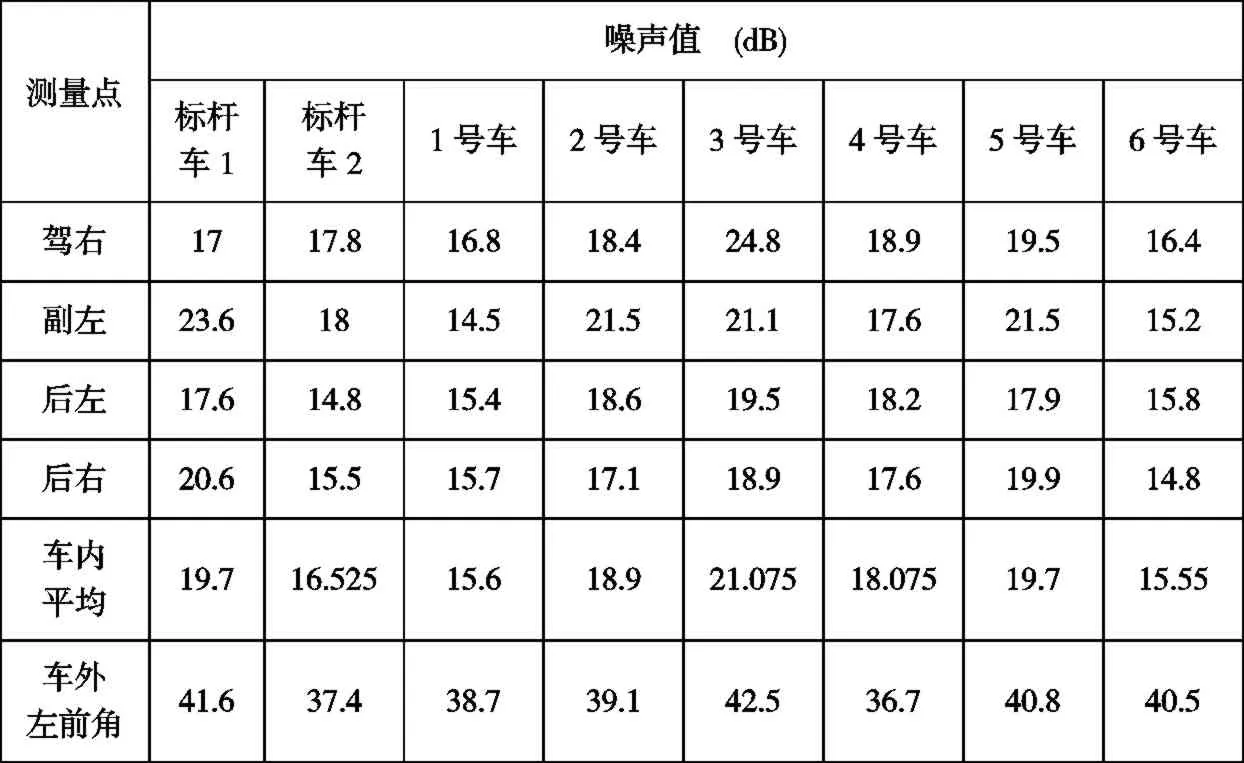
表2
實測結果顯示,整改后車外油泵齒階次噪聲噪聲基本等同于標桿車。
4.2 主觀駕乘感受(聲品質)

表3
主觀評價顯示油泵驅動齒輪嘯叫不會成為顧客抱怨的主要原因。
5 結論
變速箱嘯叫為性能問題,將降低整車舒適性,同時直接影響顧客主觀體驗及評價。本次整改效果明顯,消除了由于該問題存在的顧客抱怨,保證了良好的客戶體驗。同時在整改過程中基于事實,分析數據,多環節逐一考慮排查,為今后解決此類問題積累了經驗。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
天天愛科學(2020年6期)2020-09-10 07:22:44
數學物理學報(2017年6期)2018-01-22 02:26:40
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:44
