
工件定位誤差的分析與計算
2019-02-10 15:12:58于淑靜
山東工業技術 2019年3期
于淑靜

摘 要:明確了定位基準、定位基面等概念,研究了定位誤差的產生與計算方法,尤其是對基準不重合誤差和基準位移誤差的計算方法以及兩者的合成做了詳細的說明。并通過舉例子,對在不同定位方案下的定位誤差做了具體的分析與計算。
關鍵詞: 定位基準;定位誤差;基準不重合誤差;基準位移誤差
0 前言
在加工工件前,為了確保其加工精度以及夾具設計的合理性,要對定位方案可能產生的定位誤差進行分析與計算。本文從定位基準等基本概念入手,對于一些易于模糊的知識點進行了梳理,并對各種典型定位方案下工件定位誤差的計算方法進行了分析與歸納,將計算的方法程式化,思路清晰、方法簡單。
1 有關概念
1.1 定位基準和定位基面
為了便于在計算定位誤差時對定位基準和定位基面進行查找,現對兩者做如下規定:
(1)當工件與定位元件接觸的表面是平面時,那么該表面既是定位基準,也是定位基面,如圖1所示。
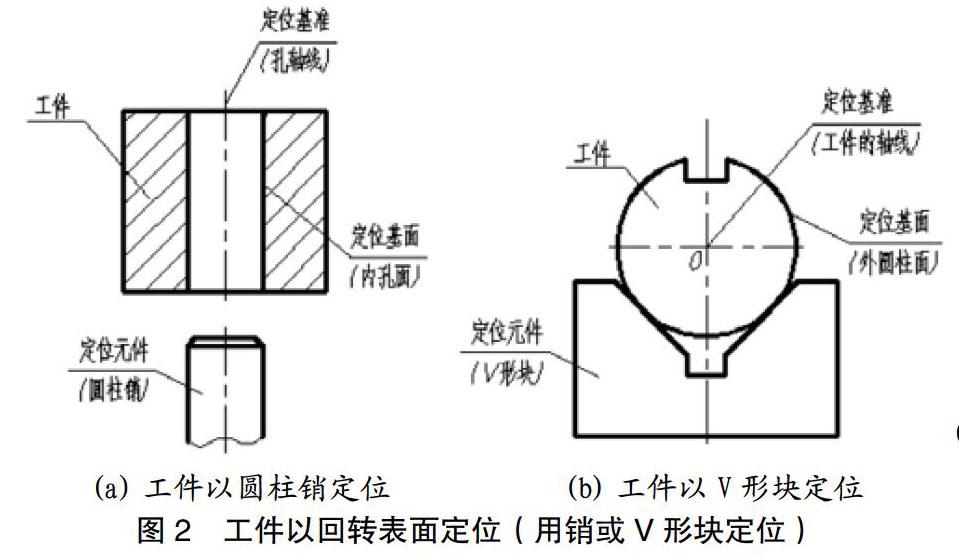
(2)當工件與定位元件接觸的表面是回轉面時,如果與定位元件具有包容或者類包容的關系,那么工件上此回轉表面的軸線為定位基準,回轉表面本身為定位基面,如圖2所示。
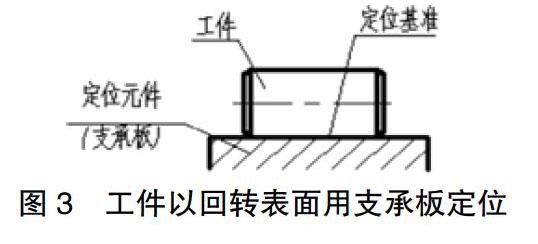
(3)當工件與定位元件接觸的表面是回轉面時,如果與定位元件不具有包容或者類包容的關系,那么接觸點為定位基準。例如,工件以外圓柱表面在支承板上定位時,定位基準如圖3所示。
1.2 工序基準
在工序圖上,用來確定本工序的加工表面加工后的尺寸、形狀、位置的基準,稱為工序基準。[1]工序基準不會隨著定位方案的改變而變化。
2 定位誤差的分析與計算
2.1 定位誤差的產生與組成
在加工一批工件時,首先要將工件在夾具上逐個定位,其所占有的位置不可能完全一致,此時就會產生定位誤差,用△D表示。 定位誤差主要包括基準不重合誤差和基準位移誤差[2]。
2.2 定位誤差的計算
計算定位誤差時,按照如下步驟進行:第一步,計算基準不重合誤差△b;第二步,計算基準位移誤差△y;第三步,把△b和△y合成。
(1)基準不重合誤差△b。在計算此項誤差時,先要明確工件的定位基準與工序基準。如果兩者重合,那么基準不重合誤差△b=0;如果兩者不重合,那么基準不重合誤差△b等于定位基準到工序基準之間尺寸的公差在加工尺寸方向上的投影。
(2)基準位移誤差△y。在計算此項誤差時,先要明確工序尺寸的方向與定位基準的變動方向。設定位基準的最大變動范圍為△i,如果兩者相同,那么基準位移誤差等于定位基準的變動范圍,即△y=△i;如果兩者之間的夾角為а,那么基準位移誤差等于定位基準的變動范圍在加工尺寸方向上的投影,即△y =△iCOSа。
不同的定位方案和定位副機構,其定位基準的位移量的計算方法是不同的。常見的典型定位方式下基準位移誤差△y的計算分析如下:
1)工件以平面定位。工件以精基面在平面支承中定位時,其定位基準的位置可以看成是不動的,因此基準位移誤差可忽略不計。
2)工件以內孔定位(以采用圓柱銷定位為例)。當圓柱銷軸線水平放置時,工件在自重作用下,其內孔與圓柱銷實際為單邊接觸,此時定位基準的變動方向是固定的,且與加工尺寸方向一致,如圖4所示。
基準位移誤差為:
△y = OO1-OO2=(Dmax-dmin)/2-(Dmin-dmax)/2=(TD+Td)/2。
Dmax 、Dmin—孔的最大、最小極限尺寸;
dmax 、dmin—銷的最大、最小極限尺寸;
TD、Td—孔、銷的直徑的公差。
當圓柱銷軸線垂直放置時,工件內孔與圓柱銷是任意邊接觸,如圖5所示的。
基準位移誤差可按下式計算:
△y =O1O2= Dmax-dmin =TD+Td+Xmin
Xmin—工件孔與圓柱銷的最小間隙。
3)工件以外圓定位(以采用V形塊定位為例)。如圖6所示,定位元件采用V形塊,若不計V形塊的制造誤差,此時定位基準為外圓的軸線,會上下變動,從而產生基準位移誤差。
注:工件尺寸¢d0-Td;
V形塊夾角為а。
基準位移誤差為:△y =OO1= d/2Sin(а/2)-(d-Td)/2Sin(а/2)=Td/2Sin(а/2)。
(3)計算定位誤差。將基準不重合誤差△b和基準位移誤差△y合成來計算定位誤差△D時,首先要明確工序基準和定位基面的位置。
如果工序基準不在定位基面上,則:△D=△y +△b。
如果工序基準在定位基面上,則:△D=△y±△b。
該式中“+”、“-”號的確定按照以下步驟:
1)當定位基面的直徑由小變大(或者由大變小)時,分析定位基準的變動方向;
2)當定位基面直徑發生同樣變化時,假設定位基準的位置不動,分析工序基準的變動方向;
3)兩者變動方向相同時,取“+”號,兩者的變動方向相反時,取“-”號[3]。
3 計算舉例
在圖7(a)所示的套筒零件上銑鍵槽,要保證尺寸540-0.14 mm。現有兩種定位方案,如圖7(b)和圖7(c)所示。試分別計算兩種不同定位方案的定位誤差,并從中選擇較優方案。(忽略外圓與內孔的同軸度誤差)
解:
(1)當采用圖7(b)所示方案用圓柱銷定位時:
1)計算基準不重合誤差△b。工件以內孔用圓柱銷定位,內孔與圓柱銷具有包容關系,定位基準為孔¢320+0.03的軸線,工序基準為¢600-0.1的下母線,兩者不重合,△b=0.05mm。
2)計算基準位移誤差△y。圓柱銷軸線水平,內孔與圓柱銷是間隙配合,屬于單邊接觸。
△y= (TD+Td)/2=(0.03+0.02)/2=0.025mm。
3)計算定位誤差△D。工序基準為¢600-0.1的下母線,定位基面為¢320+0.03的內孔面,工序基準不在定位基面上,所以△D=△y +△b =0.025+0.05=0.075mm。
(2)當采用圖7(c)所示方案用V形塊定位時。
1)計算基準不重合誤差△b。工件外圓與V形塊具有類包容關系,定位基準為外圓¢600-0.1的軸線,工序基準為¢600-0.1的下母線,兩者不重合,△b=0.05mm。
2)計算基準位移誤差△y。工件以外圓在V形塊上定位時,△y=Td/2Sin(а/2)=0.1/2Sin45°=0.071mm。
3)計算定位誤差△D。工序基準為¢600-0.1的下母線,定位基面為¢600-0.1的外圓柱面,工序基準在定位基面上,所以△D=△y±△b。
接下來判斷用“+”號還是“-”號。
第一步:當¢600-0.1的外圓柱面直徑由小變大時,¢600-0.1軸線的變動方向是向上的;
第二步:當¢600-0.1的外圓柱面直徑由小變大時,假設¢600-0.1軸線的位置不動,¢600-0.1下母線的變動方向是向下的;
第三步:兩者的變動方向相反,取“-”號。
所以,△D =△y-△b=0.071-0.05=0.021mm。
(3)選擇最優方案。通過以上兩種定位方案的定位誤差計算得知,用V形塊定位的定位誤差較小,且小于工件制造公差的三分之一,為較優方案。
4 計算定位誤差時的注意問題
(1)分析定位誤差的前提是應用夾具裝夾工件,用調整法對工件進行加工。
(2)在計算定位誤差時,要注意加工尺寸的方向。如果定位基準或工序基準的變動方向與加工尺寸方向不一致,在計算基準不重合誤差和基準位移誤差時都要投影到加工尺寸方向上。
5 結論
通過分析和計算,進一步明確了常見典型定位方式下的定位誤差的方法,此種方法簡單明了、易于掌握。
參考文獻:
[1]孫鵬,譚動.機械制造工藝與裝備[M].西安:西安電子科技大學出版社,2014.
[2]徐曉楓.機械制造技術[M].北京:中國建材工業出版社,2012.
[3]徐嘉元,曾家駒.機械制造工藝學(含機床夾具設計)[M].北京:機械工業出版社,2012.
