數控步進系統升級改造中常見問題處理
2019-02-22 00:54:56肖恂
設備管理與維修 2019年2期
肖 恂
(山西平陽重工機械有限責任公司機動工程部,山西侯馬 043000)
1 問題
公司有多臺數控車床,其驅動器和電機的控制方式均采用的是步進,精度相對較低,穩定性較差;加之已使用年份比較長,備件采購逐漸困難,公司決定將系統升級換代,改造成伺服系統,采用伺服驅動器和交流伺服電機。改造升級后具有5個優點。
(1)將開環系統升級成半閉環系統,解決步進電機丟步或過沖現象,以提高控制精度。
(2)步進電機低速時易出現低頻振動現象,而交流伺服電機運轉則非常平穩。
(3)步進電機一般不具有過載能力,而交流伺服電機具有較強的過載能力。
(4)交流伺服電機速度響應快。
(5)所采用的硬件都是目前市場上的主流產品,備件的購買和替換方便。
2 硬件配置
步進系統升級為伺服系統,其驅動器和電機都需要更換為伺服驅動器和交流伺服電機;數控系統對步進和伺服工作方式都支持,所以不用更換,這可節省部分成本;機械部分如精度能保證則不用調整。
3 安裝調試步驟
(1)按照機床規格要求,安裝相匹配的伺服驅動器和伺服電機,用廠家配套提供的電機動力線和編碼器線將它們先連接起來。
(2)NC數控系統與伺服驅動器之間的控制電纜,需要重新制作,因為車床是兩軸系統,所以必須制作2根。分別查閱數控系統的軸驅動接口與伺服驅動器接受指令接口的功能定義說明,制作電纜,接線方式如圖1所示,其中,EN1為使能信號輸出,ERR為報警信號輸入,CP-,CW-為脈沖信號輸出,REF為參考點信號輸入,RDY為伺服準備好信號輸入。
(3)主軸正反轉、調速控制,冷卻控制、液壓控制和尾座控制按照原先的接線方式安裝即可。
4 系統調試遇到的問題及解決思路
(1)電柜通上電后,數控系統顯示——伺服驅動器報警。打開電柜,實際觀察驅動器數碼顯示窗口,為“0”,無報警,故可以確認此報警為誤報警,應該是電平極性設置問題。排除方法:查閱伺服驅動器說明書,找到PA57參數——“輸出端子取反控制字”,將出廠默認值“0000”改為“0010”。意思是ALM伺服報警參數取反,保存設置后,按下“RESET”鍵,報警消失。
(2)手動操作X/Z軸進給鍵,機床X/Z軸無動作。操作中,觀察數控系統屏幕,X/Z軸坐標顯示移動,說明系統已向伺服驅動器發出移動指令脈沖,再觀察驅動器數碼顯示窗口,則始終顯示初始狀態“0”(此時應顯示實際速度)。
解決辦法:先排除外圍硬件及機械故障,然后檢查控制信號及參數設置問題。
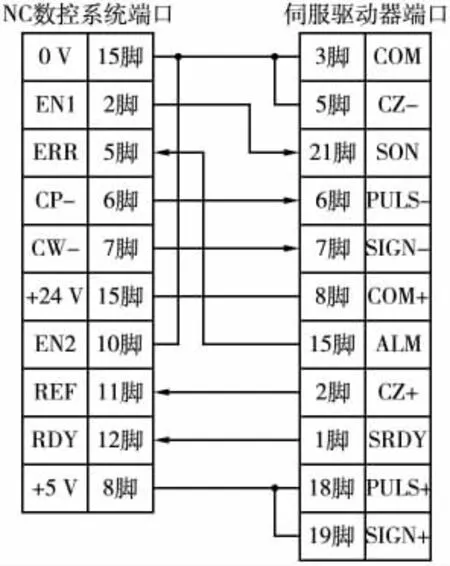
圖1 接線方式
(1)先排除伺服驅動器、伺服電機和絲杠等機械部分故障。將伺服驅動器的控制方式設為“試運行控制方式”——PA4設為“2”。選擇菜單“Sr”,進入試運行方式。這樣操作目的是,伺服驅動器、伺服電機和絲桿獨立成一系統,脫離了數控系統的控制,便于判定故障區域。此時,按下增減鍵,看電機是否能夠旋轉。實際操作后,如X/Z軸都能夠移動,這就說明并非伺服驅動器、伺服電機、機械傳動的故障。
(2)在數控系統的控制下,檢查伺服驅動器是否有輸出。將控制方式重新設為“位置控制方式”——PA4設為“0”。用數字萬用表的交流電壓擋測量驅動器的三相輸出端,繼續在數控系統面板上操作手動移動X/Z軸的按鍵,測量結果為“0”,可以確認伺服驅動器并沒有向電機輸出電壓。
(3)重點檢查數控系統發出的使能信號。既然數控系統已經向伺服驅動器輸出控制脈沖信號,但驅動器并沒有按預想方式工作,硬件也保證是正常的,判定可能是控制信號出了問題,即“使能信號”。可能驅動器并沒有被使能。解決辦法:打開數控系統的I/O端口,查閱“EN1”信號,發現是“0”電平,說明數控系統并沒有向伺服驅動器輸出使能信號,所以造成驅動器并不受控。再打開數控系統位參數設置,將B31——開機自檢,系統則向伺服驅動器輸出“ENABLE”信號,此時默認值“0”應改為“1”。重新啟動系統,再查閱數控系統I/O端口“EN1”信號,發現為“1”電平了。這時,再操作X/Z軸的移動按鍵,軸便開始移動了,故障解除。
(4)對X/Z軸分別進行打表測量,修改2個伺服驅動器的電子齒輪比,使坐標和實際位置動作一致。到此調試完成,問題也得以解決,機床以全新的狀態正常工作使用了。
5 收獲
升級改造達到預期目的,增強了系統的穩定性,提高了控制精度。總結調試經驗,充分運用“試運行控制方式”和“I/O端口使能信號檢查”的功能,解決調試中遇到的問題一法,可供同行借鑒。
猜你喜歡
科教新報(2022年12期)2022-05-23 06:34:16
今日農業(2021年14期)2021-10-14 08:35:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
海峽姐妹(2020年8期)2020-08-25 09:30:18
電子制作(2018年11期)2018-08-04 03:25:42
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46