常規模鍛及精密鍛造中模具冷卻潤滑的應用與實踐(上)
2019-03-01 01:09:34鞠麗孟俊陜西法士特汽車傳動集團公司
鍛造與沖壓 2019年3期
文/鞠麗,孟俊·陜西法士特汽車傳動集團公司
陜西法士特汽車傳動集團公司始建于1968年,2017年產銷變速器超過100萬臺。法士特公司年需求齒輪5000萬只,大部分由法士特鍛造承制。法士特鍛造具備年產鍛件10萬噸的能力,在鍛造工藝、加工設備、模具管理等方面,均有非常成熟的體系和經驗。
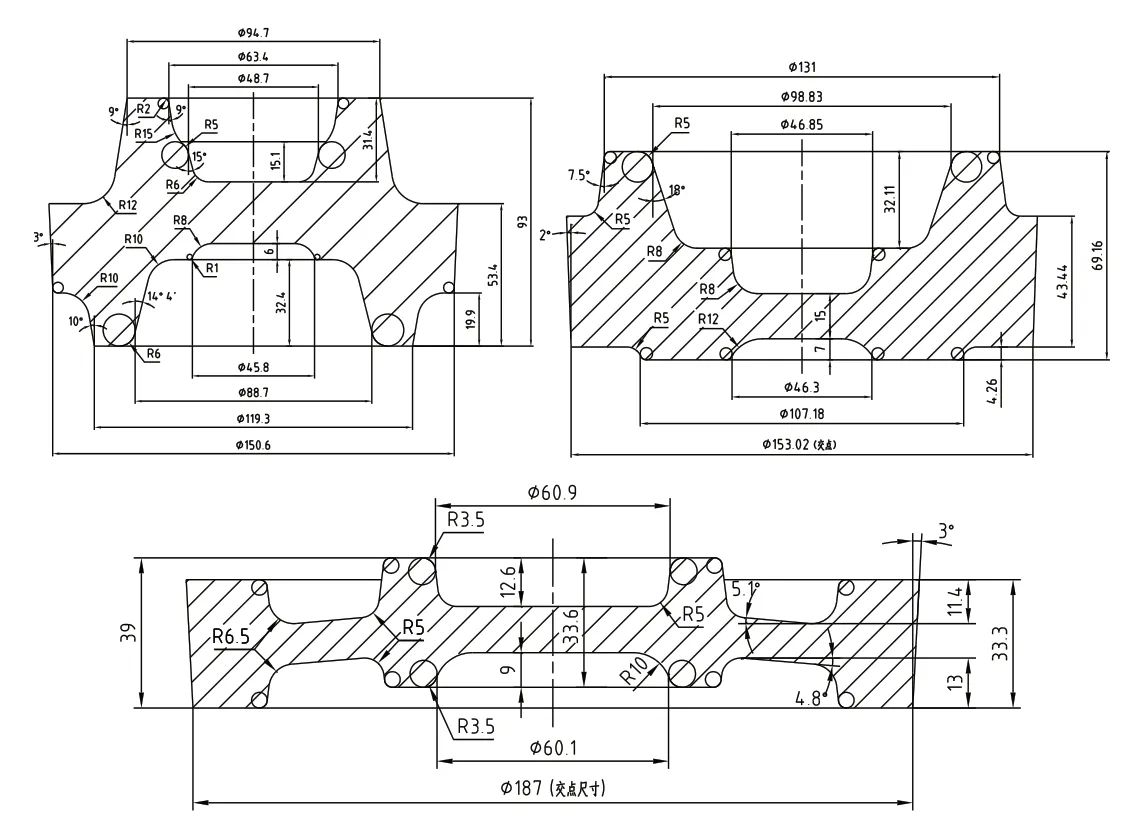
圖1 自動線上常見鍛件品種
自動鍛造線上模具冷卻潤滑的應用與實踐
法士特公司作為汽車零部件生產商,鍛件需求量大,無論是在自動鍛造線上,還是普通的鍛壓機上,每年所消耗的工裝及輔料費用巨大。而脫模劑的選擇又直接關系到鍛造模具的有效使用壽命,因此如何選擇一款“性價比”較高的脫模劑就成為法士特鍛造節能降耗很關鍵的環節。
對自動鍛造線而言,選擇脫模劑的主要標準是:能保證連續生產、不能頻繁停機,模具壽命較長、不能頻繁換模,模具失效形式主要為磨損以便模具重復利用,以及單件鍛件的生產成本(含脫模劑費用、模具費用)最低。根據這幾個原則,我們進行了自動線的脫模劑實驗。
觀察自動鍛造線的常見鍛件品種(圖1)模具的失效形式,有一部分是如圖2所示的異常失效,這種類似“氣蝕”的開口失效形式在普通鍛壓機上從來沒有出現過。分析工藝及模具設計過程,為什么與普通鍛壓機基本一致的型腔設計思路,在自動鍛造線上卻會出現這樣完全不同的失效形式呢?經過一段時間的工藝驗證,我們發現,應該是與終鍛成形過程中,在模具和預鍛件接觸時形成了封閉腔體有關(圖3)。由于自動線的噴淋量更大,封閉腔體內部的液體在高溫環境下迅速汽化,在幾千上萬次的氣體“氣蝕”力作用下,模具便形成了圖2這種特殊的失效模式。據此思路,我們改進了自動鍛造線的型腔設計,基本避免了模具“氣蝕”異常失效。脫模劑實驗就選擇了這樣一個鍛件品種進行。

圖2 自動線模具異常失效
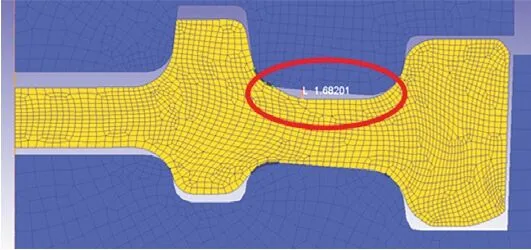
圖3 封閉腔體
實驗條件
⑴實驗設備:3500t自動鍛造線。
⑵使用模具:第3、4道為關鍵模具,更換脫模劑時全套換新;第4道上模為重點監控模具,各脫模劑品牌均使用同批次模具;第1、2道模具對實驗結果無影響,只在必要時更換。
評判標準
⑴脫模劑用量:日常生產配比為10%~15%,常用比例為12%,各脫模劑廠家可根據自己的產品性能推薦比例。
⑵下頂出力:下頂出力最大為10t,當超過10t時設備將報警,若頻繁報警,生產將會中斷。
⑶模具狀態:模具下線后對模具表面狀態進行對比。
實驗結果
⑴模具狀態。
1)模具是否出現“氣蝕”開口及出現時間。
本次實驗選擇了6種脫模劑,其中有兩種是我們日常在使用的,根據本次實驗的結果發現,在我們已經對模具型腔進行了改進、基本消除了“氣蝕”的情況下,使用3#~6#四個品種脫模劑的模具仍然出現這種異常失效,使用5#和6#脫模劑的模具甚至在僅生產了500~800件時即出現“開口”。使用6#脫模劑的模具不僅早期“開口”,甚至還引起鍛件頻繁跳模,導致生產無法正常進行,最后不得不終止實驗,觀察使用6#脫模劑的下線模具,雖然只生產了不到3000件,但其表面已經出現嚴重的徑向劃槽,說明潤滑狀態很差。而使用1#和2#脫模劑的模具則生產至8000件左右,表面狀態依然不錯。見圖4對比。
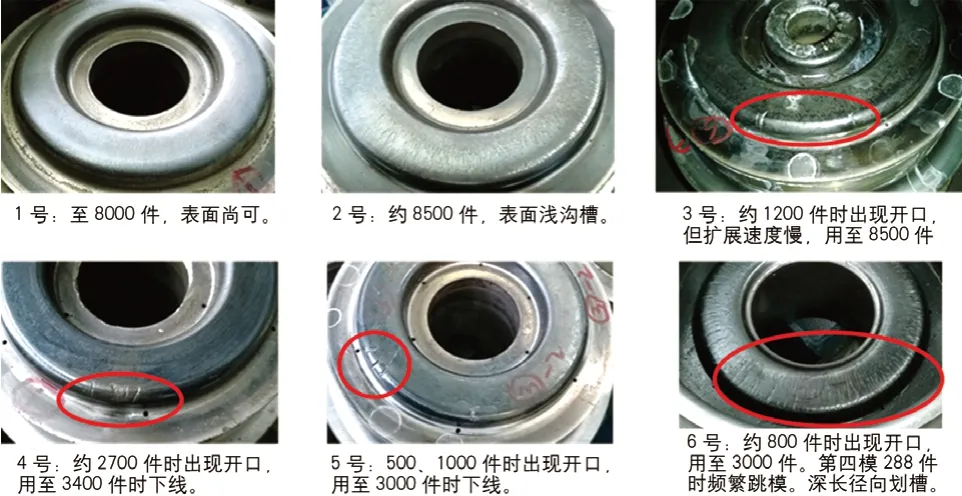
圖4 6種脫模劑“氣蝕”失效對比
2)其他模具表面狀態。
表1是6種脫模劑實驗完成后,模具使用情況的統計表,可以看到,除了終鍛上模“氣蝕”失效對比明顯以外,其余模具表面狀況差別也很大。例如使用3#和6#脫模劑:預鍛上模、預鍛下模表面均出現嚴重徑向溝槽報廢;終鍛下模第1件均異常開裂,換了第2件。使用4#和5#脫模劑:終鍛下模鑲塊均出現較深的環槽,不可再繼續使用。
⑵下頂出力。
3500t自動鍛造線在頂出力超過10t時會報警停機,需要更換預、終鍛下模鑲塊。本次實驗,使用3#、4#、6#脫模劑的模具均更換過下模鑲塊,甚至出現過下模鑲塊開裂。
⑶脫模劑用量。
實驗的6種脫模劑,1#~5#混合比例均按12%設定,6#則陸續由12%調整至20%、24%,最后在24%時才勉強能夠生產。因此理論上講,在生產相同數量鍛件時6#脫模劑的用量更大。
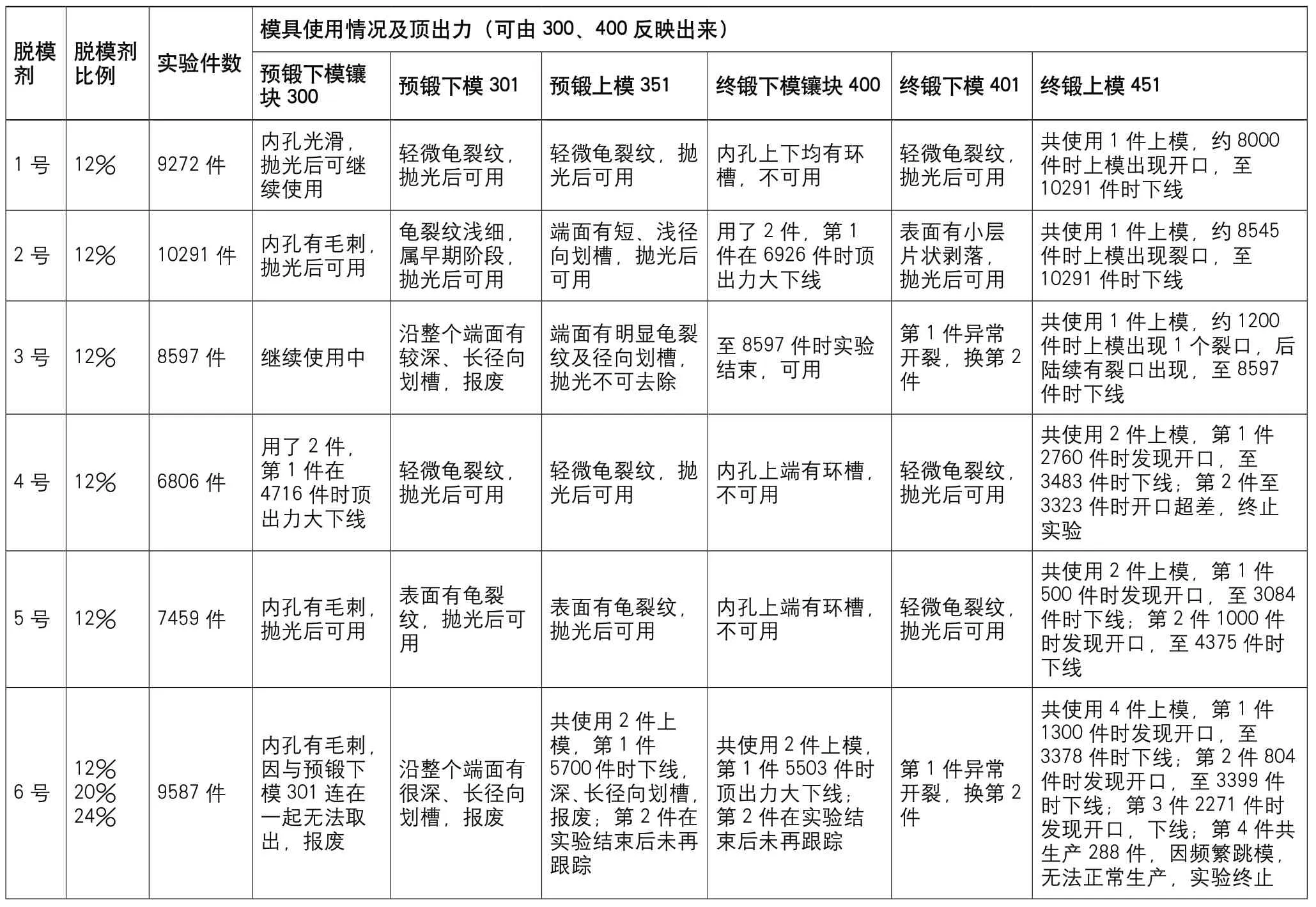
表1 自動鍛造線上模具使用情況統計
⑷自動鍛造線潤滑小結。
按照實驗結果,優先選用1#脫模劑,2#脫模劑作為備用。
需要特別說明的是,對于自動線,由于自動化程度高、生產節拍快,為保證模具使用壽命,避免出現“氣蝕”等異常失效形式,對模具的冷卻潤滑要求也更高,即不僅噴淋量更大,對脫模劑本身,除了需要關注黏度、濃度等基本參數外,還需要重點考慮如下兩個方面。
1)產氣量的影響:在同批次模具、同樣的噴淋狀態下,為什么3#~6#四個品種竟然在500~800件時就出現模具氣蝕開口,6#脫模劑甚至還引起鍛件頻繁跳模,這與脫模劑本身在高溫下汽化量有很大關系。
2)是否易于混合均勻:實驗中的6#脫模劑,初始設定12%(實測出口處濃度僅6%),頂出力大無法生產,陸續增加至20%、24%后,實測出口濃度也才8.8%、11%,最終按24%生產。觀察原液的下降量也異常,在24%的混合比例下,并未如預想的那樣快速下降,反而極其緩慢。觀察模具,約800件時出現開口,用至3000件,模具有深、長徑向溝槽。說明6#的易吸入性、易混合性差,導致最終的潤滑效果不佳。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中國軍轉民(2017年6期)2018-01-31 02:22:28
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
