定扭螺母殼體精密鍛造的設(shè)計分析
2019-03-01 01:09:38高桂堂王夕鋒鄧正友諸城市義和車橋有限公司
鍛造與沖壓 2019年3期
關(guān)鍵詞:設(shè)計
文/高桂堂,王夕鋒,鄧正友·諸城市義和車橋有限公司
定扭螺母殼體(圖1)是用于組裝輪轂軸承的重要配件,對于鍛件精密度的要求非常高,鍛件的表面質(zhì)量及形位公差需要嚴(yán)格控制,整體鍛件精度達(dá)到二級。這對鍛造工藝、模具的加工精度及粗糙度等方面提出了嚴(yán)峻的考驗。我們在接到客戶的開發(fā)需求后,合理地設(shè)計了工裝模具,通過試驗嘗試、不斷優(yōu)化,最終成功開發(fā)出外觀好、精度高的鍛件產(chǎn)品。

圖1 定扭螺母殼體毛坯圖
產(chǎn)品分析
該定扭螺母殼體產(chǎn)品的12個齒形的平面度要求為0.04mm,齒形角度偏差±15′,且一致性要求高,尺寸精度要求嚴(yán)格,鍛造拔模斜度小,根據(jù)產(chǎn)品的特點(diǎn),決定選用閉式模鍛工藝,保證產(chǎn)品鍛造精度。
設(shè)備噸位及下料計算
通過鍛件三維造型確定鍛件的重量為1.638 kg,最大投影面積為12277mm2,根據(jù)螺旋壓力機(jī)設(shè)備噸位計算公式:
其中,P-螺旋壓力機(jī)公稱壓力(kN);k-系數(shù),當(dāng)熱鍛或精鍛時,k取80kN/cm2;S-鍛件最大投影面積;q-變形小的精鍛取1.6。
通過計算,鍛打該鍛件所需的最小設(shè)備噸位為6138kN,由于該閉式模鍛需要具備頂出裝置,所以根據(jù)我廠實際情況,選用10000kN公稱壓力的電動螺旋壓力機(jī)。根據(jù)鍛件三維造型重量及鍛件最大面的截面積,計算得知讓鍛件完全充滿型腔的下料規(guī)格為:直徑φ60mm,長度71.5mm。鍛件三維造型見圖2。
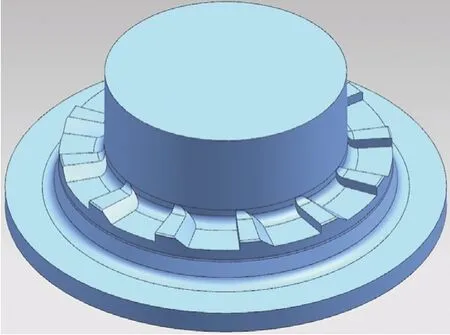
圖2 鍛件三維造型
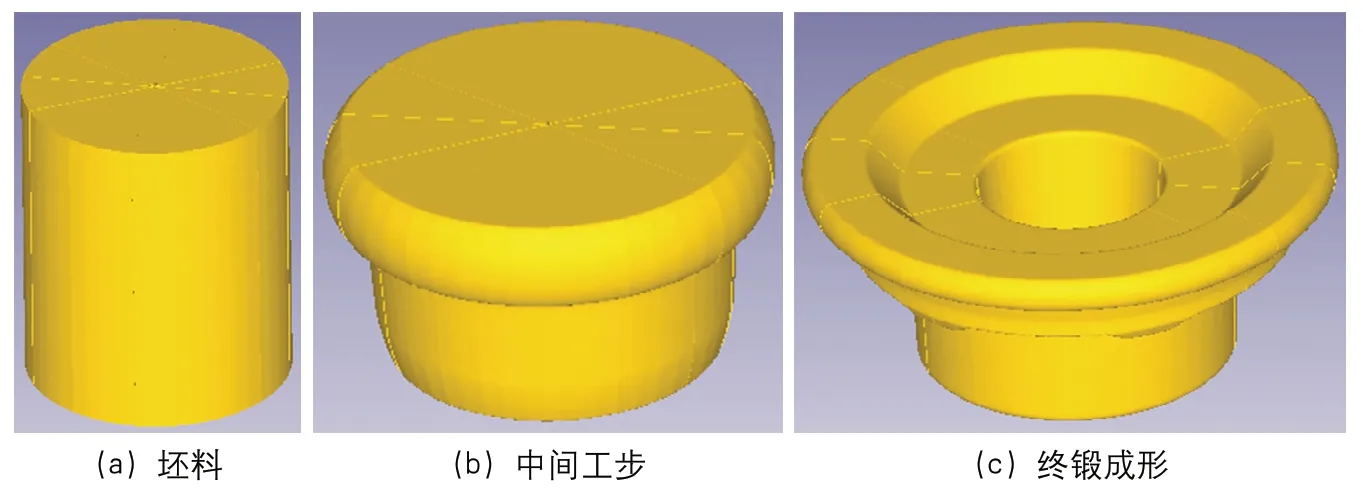
圖3 成形過程模擬
成形過程模擬
借助DEFORM-3D軟件對定扭螺母殼體產(chǎn)品進(jìn)行鍛造成形工藝模擬,如圖3所示。為簡化模型取產(chǎn)品1/12進(jìn)行模擬,定扭螺母殼體是一個閉式模鍛成形產(chǎn)品,成形一共需要兩個成形工序,從仿真的角度應(yīng)該至少需要以下5個工序:
工序1:空氣傳熱過程,是從爐子到壓力機(jī)的傳送過程,時間為7s;
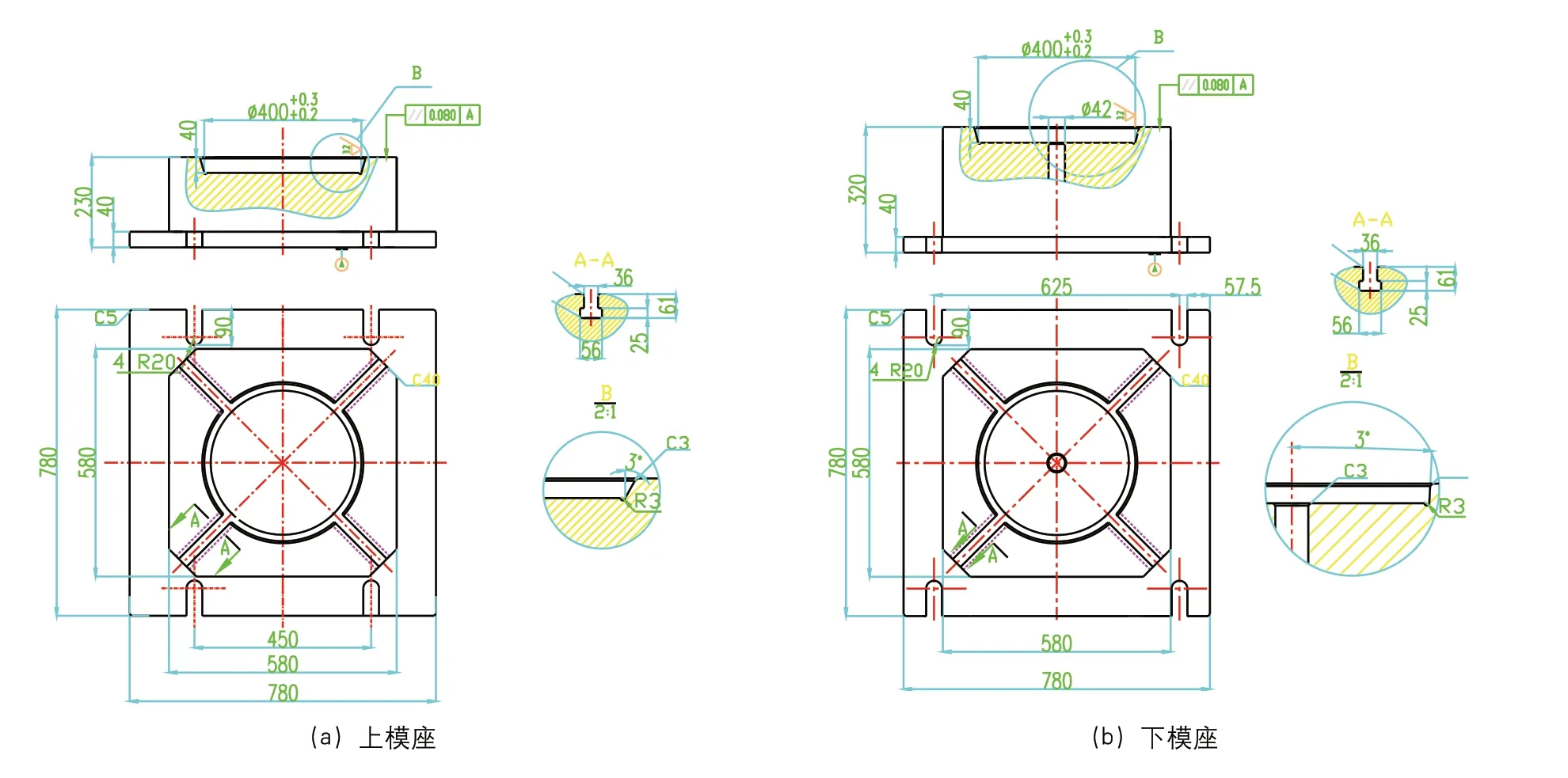
圖4 圓形模座
工序2:下模上的停留,時間為0.7s;
工序3:坯料鐓粗預(yù)鍛成形,將高度從71.5mm鐓粗至45.5mm,同時去除氧化皮;
工序4:傳送到終鍛模過程,時間為3s;
工序5:終鍛成形。
模具設(shè)計
模座設(shè)計
根據(jù)定扭螺母殼體的尺寸輪廓特點(diǎn),決定選用圓形模具,需重新設(shè)計圓形模座,模座設(shè)計如圖4所示。通過設(shè)備噸位及設(shè)備的上下行程距離,確定圓形模座的高度及大小,設(shè)備要求的最小閉模高度為700mm。
成形模設(shè)計
成形模具設(shè)計的關(guān)鍵點(diǎn)在于:
⑴上下模的內(nèi)部合模間隙,控制在0.1~0.15 mm,外部合模間隙控制在0.4~0.6mm。
⑵上模的沖頭與下模的肩部間隙控制在鍛件尺寸的下公差以上,取0.5mm;凸模的肩部厚度控制在15mm以上,此處設(shè)計為18mm;考慮到鍛件料溫及下料長度的誤差,將多余的料轉(zhuǎn)移到可以后續(xù)加工的位置上。
⑶為了安裝模具方便,在上、下模上分別設(shè)置2個起吊孔;上、下模的底部設(shè)置7°的凸臺,便于壓圈將模具固定于模座。
具體設(shè)計方案如圖5所示。
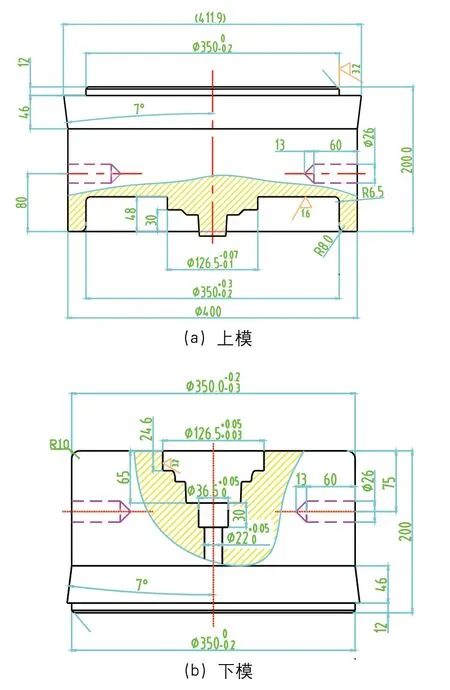
圖5 成形模
頂出裝置設(shè)計
⑴頂出裝置在設(shè)計時需考慮頂料平臺到鍛件的下端距離。考慮頂料裝置的頂出行程為120mm,而鍛件的頂出高度要求不能超過40mm,在設(shè)計時將頂料桿(圖6)分為兩部分,其中兩個頂料桿的間隙控制在90mm,還需保證頂料桿不能將模具頂出。
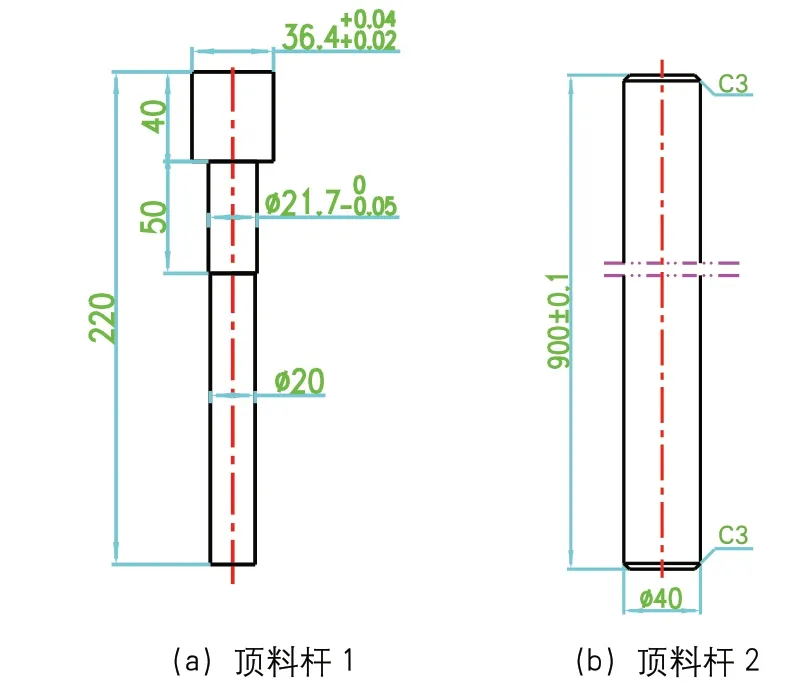
圖6 頂料桿
⑵上頂料桿與頂料孔的間隙。上頂料桿在設(shè)計時需設(shè)計導(dǎo)向部分,尺寸要求長度在30~50mm之間,考慮到材料的熱膨脹問題,導(dǎo)向段頂桿直徑公稱尺寸比孔徑小0.3~0.4mm,桿部外徑規(guī)定負(fù)偏差記-0.05mm,孔選正偏差+0.05mm。
⑶頂料桿承重部分間隙考慮到不至于使金屬鍛打時擠入頂料孔,設(shè)計為雙邊0.1mm以內(nèi)。頂料桿頂料部分直徑與沖孔連皮直徑相同,防止因頂料痕跡影響鍛件外觀。
沖孔工裝設(shè)計
鍛件成品的沖孔連皮厚度為10mm,設(shè)計沖孔模具時,設(shè)計的關(guān)鍵點(diǎn)有兩個方面:一是控制凸模與凹模的沖孔間隙,間隙設(shè)計為0.1mm,不至于使毛刺外露影響外觀;二是需設(shè)計擋料裝置,在設(shè)備回程時,使卡在沖頭上的鍛件能自動掉落。沖孔模總裝圖如圖7所示。
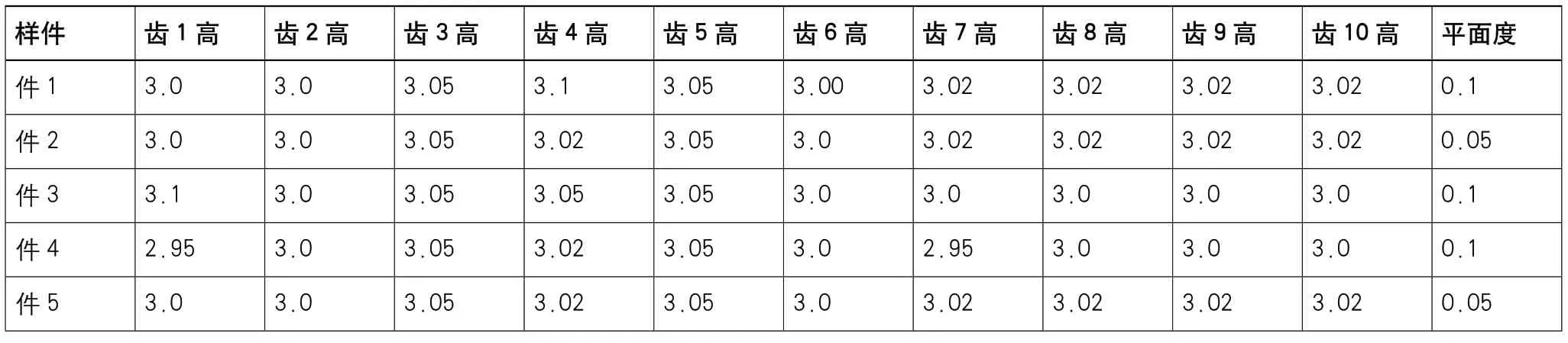
表1 齒形高度抽樣測量數(shù)據(jù)(單位:mm)
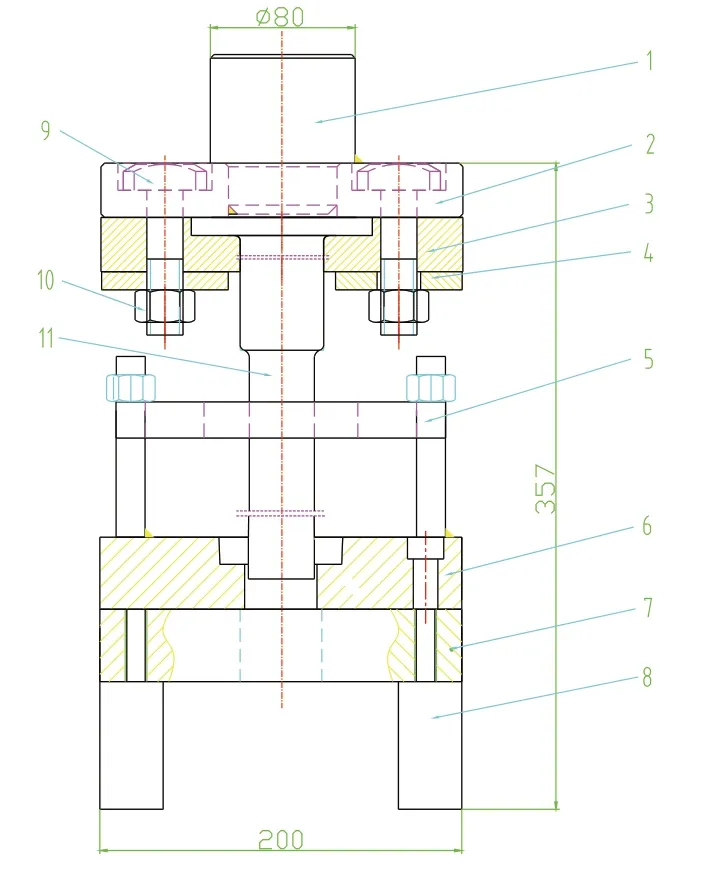
圖7 沖孔模總裝圖

圖8 產(chǎn)品實物
存在的問題及改進(jìn)措施
鍛打出的成品為方便后續(xù)工序加工,熱處理采用退火工藝降低鍛件的切削硬度,但在熱處理的過程中,鍛件會產(chǎn)生一定的變形,影響了齒形的平面度精度。我們對鍛打的產(chǎn)品隨機(jī)挑選5件分別測量了齒形高度。測量數(shù)據(jù)見表1。產(chǎn)品實物如圖8所示。
存在的問題與不足:1)鍛件表面有氧化皮,影響鍛件表面質(zhì)量;2)鍛打時,鍛件由于模具的表面粗糙度和上模拔模斜度的問題,工件會抱死在上模,很難取下;3)鍛件齒形的平面度在0.05~0.1mm之間,沒有達(dá)到標(biāo)準(zhǔn)要求的0.04mm;4)拋丸后由于鋼砂直徑太大,導(dǎo)致鍛件表面不光滑,達(dá)不到使用標(biāo)準(zhǔn)的粗糙度要求。
整改措施:1)控制鍛打溫度在830~880℃;2)鍛打毛坯時鐓粗去掉氧化皮;3)終鍛前蘸水去掉氧化皮;4)下模斜度由原來的2°改為0.5°;5)上模斜度由5°改為8°;6)上模尖角改為R5圓弧;7)為方便工人師傅起件,將上模的圓形鎖扣開4個槽;8)中間芯頭部改為大圓弧面;9)在1000t液壓機(jī)上增加精整工裝。
結(jié)束語
隨著汽車行業(yè)的不斷發(fā)展,主機(jī)廠對于鍛件精密度的要求越來越高,對鍛件的表面質(zhì)量及形位公差提出了更高的要求,本次定扭螺母殼體閉式模鍛工藝的成功為我廠后續(xù)無飛邊鍛造指明了方向。隨著鍛件利用率的提高,節(jié)約效益巨大,同時對同行業(yè)有一定的借鑒參考價值。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
