基于視覺技術的導葉自動修復機器人設計??
2019-03-06 07:11:44肖鐵忠
制造技術與機床 2019年2期
關鍵詞:工藝
郭 欣 肖鐵忠② 黃 娟
(①四川省裝備制造業機器人應用技術工程實驗室,四川德陽618000;②四川怡海精密機械有限公司,四川德陽618000)
據統計,我國水電資源理論蘊藏量年發電量為6.08萬億千瓦時,1912年4月,總裝機容量為480 kW的云南石龍壩水電站的建成揭開了我國水電開發史[1-3]。截至2017年底,中國水電裝機容量和發電量分別歷史性地突破3億千瓦和1萬億千瓦時,穩居世界第一,成為促進經濟發展和節能減排的主力軍[4-6]。可見水力發電已是未來可再生能源的重要發展方向。水利發電機組在工作的過程中,過流部件往往會受到不同程度的氣蝕、磨蝕[7],故水輪機發電機組經過一定的運行周期都要停機進行檢修[8-9]。我國有大中型水電站230多座,每座水電站一般有機組4~20臺,3到5年需要進行4個多月的停機維修,所以每年有幾百臺水輪發電機組需要大修,其中,每個機組有導葉20多片,修復量特別大[10-11]。目前,過流零部件以手動修復為主,不僅工人勞動強度大、修復效率低、合格率只有80%左右,且修復后零件的機械加工量也大,一個導葉需要半天工時,因此對水輪機過流零部件進行高效率修復已是急需解決的行業現實問題。
本文提出了受損零件汽蝕部位自動三維建模、自動規劃工藝路徑及自動焊接修復的全新工藝及設備方案,實現了除人工上下料之外的全自動化,使單個導葉修復時間為40 min左右,機械加工時間為30 min左右,很好的解決了前述各項問題。
1 技術要求
水輪機組在運轉幾年后,就會在導葉、頂蓋、底環等過流零部件的表面產生“蜂窩”狀的汽蝕凹坑,以活動導葉為例,其形狀如圖1所示。

由圖1知,活動導葉使用后會在其過流表面形成較深的汽蝕凹坑,并進一步加快其損壞速度,最后影響整個發電機組的發電效率。為防止上述情況的發生,發電機組在運轉一定時間后,需進行修復處理。修復過程的主要技術要求總結如下:
(1)過流表面清潔處理。
(2)修復部位判定。
(3)修復工藝的確定。
(4)汽蝕部位焊補修復。
(5)機械加工。
綜上,工件過流表面汽蝕部位及程度完全不一致,目前以人工修復為主,主要存在修復質量不穩定、弧光及有害氣體對工人身體傷害大、合格率低等缺點。為解決上述缺陷,需采用全新的工藝及裝備對其進行修復,技術難度較大。
2 工藝分析
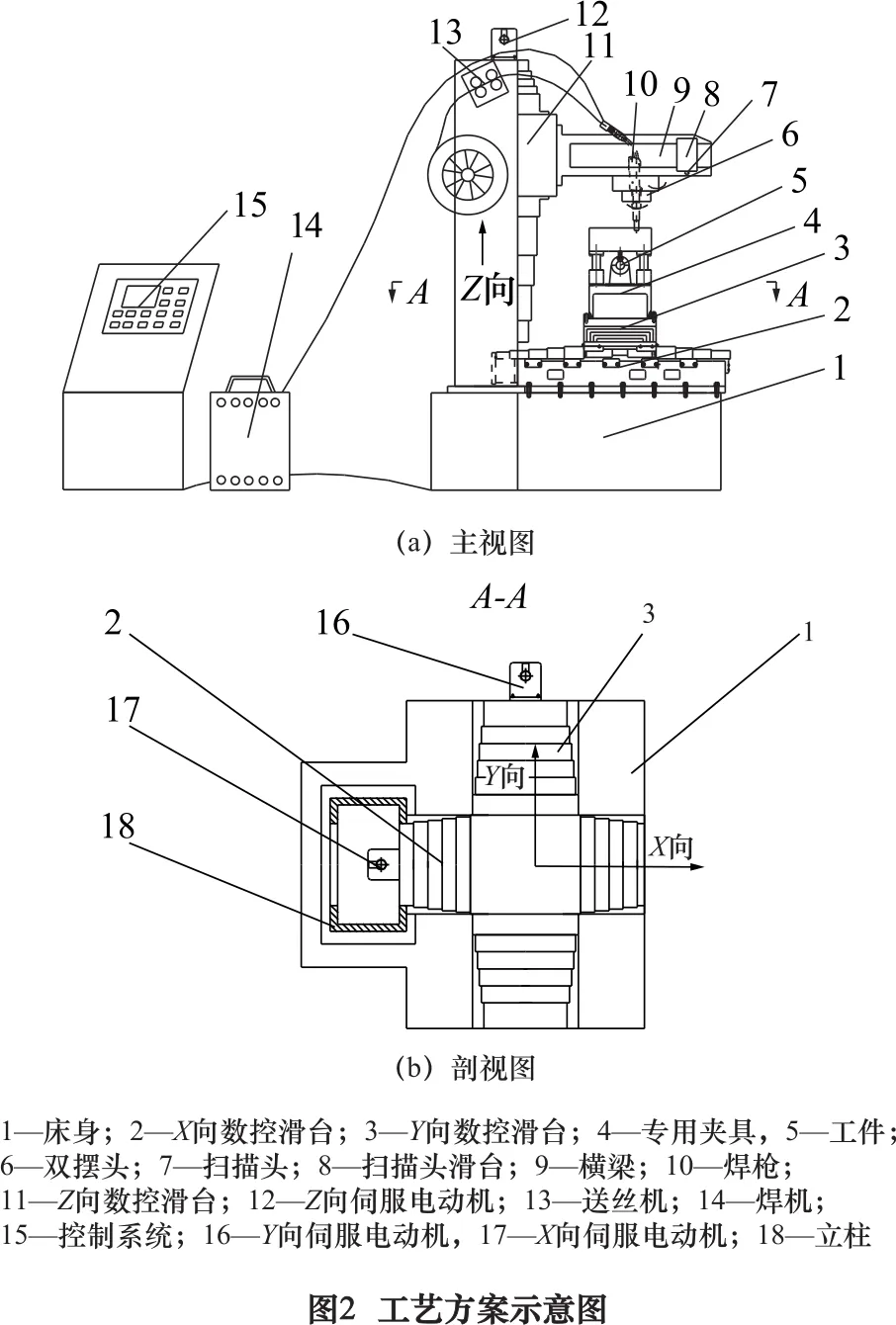
目前,針對此類工件汽蝕缺陷部位的修復,主要以人工堆焊修復為主,其優點是靈活性高,缺點是修復質量完全取決于工人的技術水平,使得工件修復效率、合格率一直無法提升,極大的制約了修復質量、周期及智能化、自動化程度的提升。由于工作環境惡劣,對工人身體傷害大等原因使得企業用人成本居高不下。為有效解決上述問題,本文提出了基于機器視覺的自動掃描、自動建模、自動工藝路徑規劃、自動焊補的工藝及裝備技術。整體工藝及機器人裝備方案如圖2所示。
其工藝流程如下:將汽蝕工件安裝于專用夾具上,機器人X、Y、Z三個軸調整好工件姿態及與掃描頭的距離,掃描頭滑臺帶著掃描頭對工件掃描,自動生成工件三維模型,系統根據掃描模型按照預定工藝進行堆焊路徑規劃,最后,機器人帶著焊槍按照堆焊路徑對工件進行堆焊修復,完成一個工件的修復。
3 專用夾具結構設計
導葉的結構如圖1a所示,工件兩端為軸,中間為板體,長軸端有兩個軸頸,故選擇其中靠近板體的軸頸、板體的端平面及下平面作為定位基準,設計如圖3所示的定位機構,其中定位套筒內孔限制4個自由度,套筒端面限制1個自由度,兩個浮動定位銷限制兩個自由度,即此機構能對工件進行完全定位。

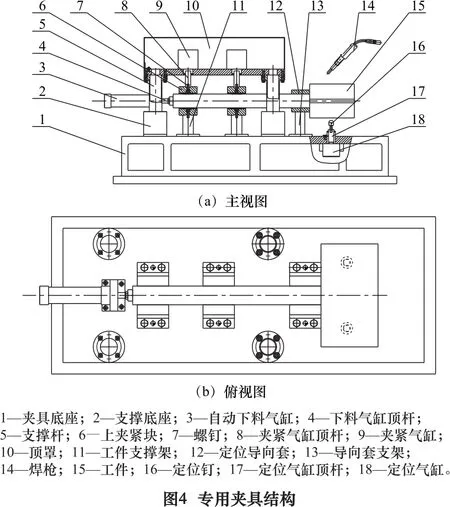
在實際生產過程中,正確的定位位置可能會隨著工件的受力而發生改變,為使正確的加工位置保持不變,需設計合理的夾緊機構,為提高自動化程度及降低工人勞動強度,需設計相應的輔助機構。本文在分析工件工藝情況、結構特點、上下料及夾具自動化程度等的基礎上,設計了圖4所示的夾緊機構及輔助機構。由圖4知,專用夾具設置了兩套夾緊機構及一套輔助下料機構。其工作原理如下:修復加工工作開始時,夾緊機構兩個夾緊氣缸通過頂桿帶動上夾緊塊向上移動,使夾緊機構處于松開位置,定位機構的定位釘通過氣缸頂桿的作用向下運動,人工將工件插入定位導向套內,使導向套右端面與工件板體左端面接觸,定位釘向上運動,與工件下表面接觸,使工件完全定位。夾緊機構夾緊塊向下移動,夾緊工件。啟動自動修復程序,程序控制焊槍按修復工藝移動,對工件板體上表面缺陷部位進行自動修復,修復完畢后焊槍回到初始位置。定位釘向下運動,松開夾緊機構,下料氣缸將工件向右頂出,與工人協同卸下工件。如此循環,進行下一個工件的裝夾及修復工作。
4 修復實驗及結果
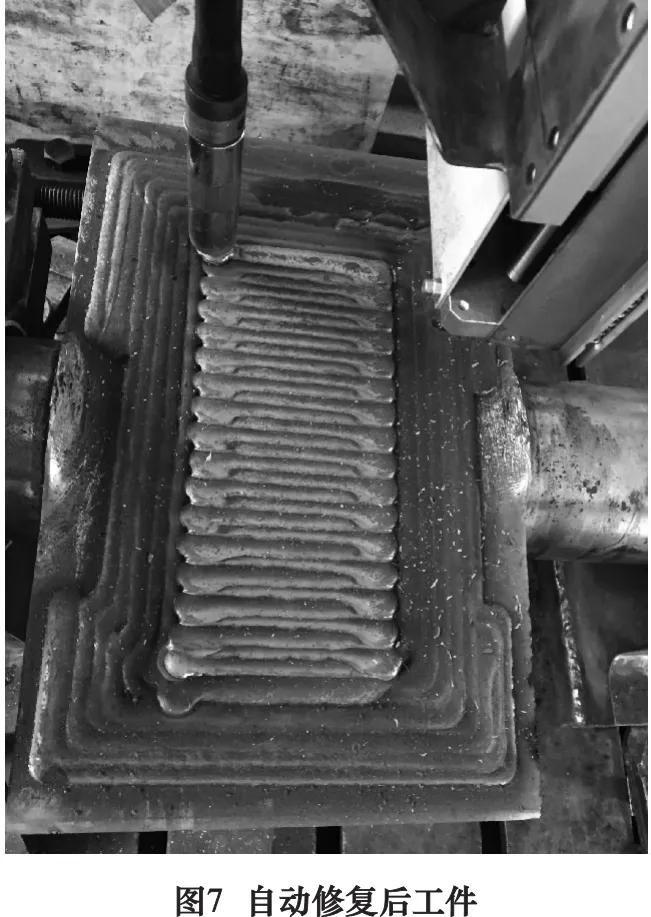
本次實驗利用庫卡機器人帶著視覺設備對汽蝕導葉進行三維模型重構,如圖5所示。通過對掃描數據的處理,獲得導葉的三維模型,并設計了如圖6所示的實驗結構,對工件進行修復實驗。實驗裝置主要由三軸執行機構、焊槍、專用控制系統等組成。實驗時,將獲得的導葉三維模型導入控制系統,控制系統按工藝要求自動規劃程序,而后驅動執行機構對導葉進行修復,實際修復后工件如圖7所示。經后期時效、機械加工、探傷等處理,自動修復的工件焊接層無任何氣孔、加工余量均勻,滿足實際使用要求。


5 結語
(1)通過對水利發電機組活動導葉修復工藝的分析,提出了自動掃描三維重構、自動工藝路徑規劃、自動堆焊修復的全新工藝方案。
(2)在此工藝方案的基礎上,設計了自動修復專用機器人的整體布局方案,并對其專用夾具做了詳細說明。
(3)利用實驗設備對工件進行工藝實驗顯示:單個導葉修復時間由原來的12 h縮短至40 min/件,合格率由原來的90%提升至99.9%以上,時效后機械加工時間由6 h/件縮短至30 min/件。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
