大規格鍍鋅鋼絲繩生產工藝研究
2019-03-08 06:45:38宋俊強
天津冶金 2019年1期
李 鵬,宋俊強
(天津冶金鋼線鋼纜集團有限公司,天津300400)
0 引言
隨著市場對大規格鍍鋅鋼絲繩的需求量越來越大,我們對鍍鋅鋼絲繩進行了大量研究,其中包括對鋅層質量的改變,采用合金鍍層Zn-5%Al、Zn-10%Al提升鋼絲繩的防腐性能,還嘗試了各種規格成品鍍以及先鍍后拔、中鍍后拔等方法,先后開發了一大批厚鍍層、高強度、高韌性、高防腐性能的鍍鋅鋼絲繩,得到了市場的認可,也為此次大規格鍍鋅鋼絲繩的研發打下了堅實基礎。
根據市場需求訂單,我們選取6×37+IWR-58 mm,1 770 MPa獨立鋼芯鍍鋅鋼絲繩作為本次研發的對象,本次訂單要求900 m一軸,共計6軸,采用集裝箱運輸,鍍層級別為3級,需要進行船級社認證,執行標準GB/T20118-2006《一般用途鋼絲繩》和CCS船級社規范。
1 設備工裝準備
1.1 捻制設備和工裝件
根據標準規定900 m鋼絲繩共計12.15 t[1],我公司的KS8/2000筐籃式合繩機可以滿足該鋼絲繩的需求。該設備自帶兩套預變形器,一套是生產(120±10)mm左右鋼絲繩專用預變形器,一套是生產(60±10)mm鋼絲繩專用預變形器,預變形器工裝可以滿足該鋼絲繩生產需求。
1.2 收線軸的設計
由于需要采用集裝箱運輸,收線軸外圓直徑不得超過集裝箱寬度和高度2 300 mm,再加上該鋼絲繩為高重量鋼絲繩,在裝箱時必須配置底部托盤,避免重量集中壓壞集裝箱。在設計收線軸時,必須考慮托盤的高度。鋼絲繩內圓應為鋼絲繩直徑的25~30倍,避免鋼絲繩因過度彎曲而造成不可恢復損傷,且鐵軸應具備足夠的支撐能力,中心部位應有相應的支撐件作為支撐。
經過綜合考慮,設計收線鐵軸尺寸見表1。

表1 收線鐵軸尺寸表/mm
如圖1所示,底部托盤附帶鎖定裝置,能將鋼絲繩固定在托盤上。鐵軸中心筒有4道支撐,充分保證鋼絲繩在收線有較大張力時不塌陷。鐵軸一側有孔,可以在收線時固定繩頭。
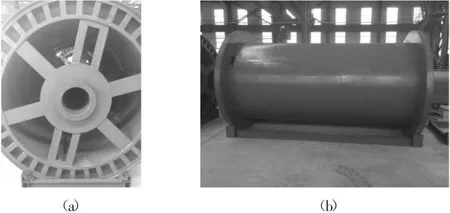
圖1 鋼絲繩收線用鐵軸圖
2 生產工藝特點
2.1 制繩用鋼絲的生產
根據鋼絲繩的捻制系數[2],計算出鋼絲繩所用的配絲如表2所示。其中子繩是按照繩徑的0.39倍進行理論計算的。
本次鋼絲工藝生產是按照中鍍后拔的方法進行生產的,以外層鋼絲2.70 mm鍍鋅鋼絲的生產流程為例,鍍層鋼絲的生產流程見圖2。

圖2 鋼絲生產工序流程圖

表2 鋼絲繩鋼絲直徑表
為增加公司產品的價格優勢,采用盤條直拔的方法進行生產,中間省去了盤條酸洗磷化和熱處理工序,降低了產品成本。鍍層采用Zn-5%Al鍍層,使鋼絲繩在3級鍍鋅級別的情況下依然具有良好的防腐性能。
從中間開始鍍鋅即可以保證鋼絲的鋅層級別,又可以保證鋼絲的韌性指標,緩解盤條直拔造成的韌性指標過低的現象。
2.2 鋼絲繩捻制工藝
鋼絲繩捻制采用設備自帶的預變形器進行捻制,鋼絲繩的預變形和后調直根據現場的實際情況進行調整后,均可達到預期目標,如圖3、圖4為鋼絲繩在捻制時的預變形和后調直。

圖3 預變形過程圖

圖4 后調直過程圖
根據訂單要求,該鋼絲繩生產采用股涂油、繩不涂油的方式進行生產。在試生產剛開始時,鋼絲繩捻制沒有出現問題,隨著生產時間加長,鋼絲繩捻制出現了子繩鼓起的現象,如圖5所示。

圖5 捻制時繩芯凸起圖
根據現場實際情況分析,出現這種情況的原因是鋼絲繩外股捻距大,子繩捻距小,隨著生產進行造成的子繩應力集中得不到有效的釋放造成的。當時提出的解決方案是調整子繩的翻身速率,更加有效釋放子繩應力,可以避免這種情況發生。逐步調整鋼絲繩子繩的翻身比之后,鋼絲繩子繩應力得到有效釋放,最終起鼓問題得到解決。
3 問題與改進
3.1 收線軸的設計
此次工藝生產是我公司第一次設計收線軸,內圓直徑與繩徑的倍數約為28.5倍,鋼絲繩沒有任何造成不能逆轉變形的跡象,在下次設計時可以相應地減小內圓直徑與繩徑的倍數,以節約生產成本和空間。
3.2 鋼絲質量
由于采用盤條直拔的方式進行生產,所生產的鋼絲有部分鋼絲韌性指標不合格,約占總產量的5%左右。不合格鋼絲出現的沒有規律,可以通過優化盤條質量達到提高合格率的目的。
在拉拔過程中有局部鋅層脫落的現象。通過調整拉絲模角度,降低壓縮率等方法可以避免這種情況。另外,為了利于拉拔,在鍍完鍍層之后在鋼絲表面進行涂蠟處理,可以有效保護鍍層,利于鋼絲拉拔。
盤條從8.00 mm拉拔至5.00 mm,鋼絲平均強度為1 590 MPa,在鍍完之后鋼絲強度將為1 510 MPa,鍍鋅過程鋼絲強度下降約80 MPa。
拉拔完成后,鋼絲強度范圍為1 890~2 044 MPa,可以達到1 870 MPa,可以在以后生產過程中酌情適當下調壓縮比,以提高韌性指標。在此工藝基礎上,我們生產出1870MPa級的鋼絲繩,鋅層質量145~178 g/m2,大于船級社CCS為3級130 g/m2的要求,且使用的是Zn-5%Al鍍層,防腐性能得到很大提高。
3.3 鋼絲繩的捻制
鋼絲繩捻制除了要解決前文中提到的子繩起鼓問題之外,還必須調整好鋼絲繩的預變形器和后調直器,使鋼絲繩達到不松散的要求。6×37(b)類鋼絲繩,要求鋼絲繩切斷后股及股中鋼絲均不松散,可以適當減小股繩的捻距,使捻股后鋼絲產生的變形能減少,另外,捻股時適當加大鋼絲張力和壓線模的壓力,達到消除股中殘余應力的目的。在捻繩時,采用股預變形減少股繩中的殘存捻制應力[3],可以達到鋼絲繩不松散的目的。
在捻制時,需要隨著捻制的進行適當調整股張力。由于工字輪在捻制的不同時期重量存在很大差異,為了保證股的張力一致,必須在捻制一段時間后增加工字輪的阻尼帶張緊力,以保證捻制前后張力的一致性。股的長度盡可能的長,減少在后期股脫離工字輪后沒有了股張力造成的浪費,沒有股張力的情況下捻制的鋼絲繩應當做標記都判廢。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國軍轉民(2017年6期)2018-01-31 02:22:28
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44