夾具設(shè)計方案的分析與優(yōu)化
2019-03-26 03:22:18夏寶林
四川職業(yè)技術(shù)學(xué)院學(xué)報 2019年1期
關(guān)鍵詞:分析
夏寶林
(四川職業(yè)技術(shù)學(xué)院 機(jī)械工程系,四川 遂寧 629000)
1.前言
機(jī)床夾具是機(jī)械制造中十分重要的工藝裝備,其設(shè)計的合理化程度直接影響零件的加工質(zhì)量和效率,還會影響夾具的零部件制造、裝配及安裝調(diào)試,因此夾具設(shè)計完成后的分析和審核尤為重要,通過其可以優(yōu)化夾具的設(shè)計方案,消除設(shè)計方案實施前的一些不合理因素,避免產(chǎn)生不必要的經(jīng)濟(jì)損失。
2.分析的基本任務(wù)
夾具總體方案設(shè)計完成后,設(shè)計者應(yīng)對設(shè)計方案進(jìn)行分析,然后通過審核才能具體實施,審核過程也是對設(shè)計方案的分析[1]。其基本任務(wù)如圖1所示。
3.分析方法
3.1 定位方案
(1)結(jié)合粗、精基準(zhǔn)的選擇原則,分析定位基準(zhǔn)選擇是否合理。
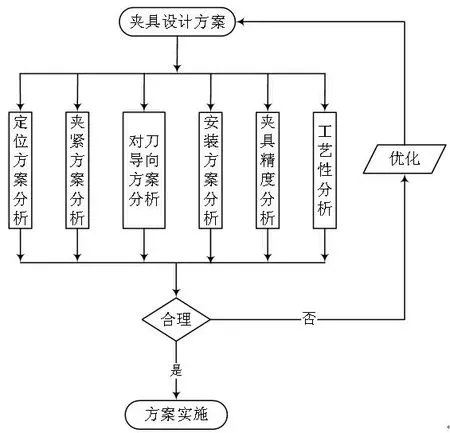
圖1 夾具設(shè)計方案分析的基本任務(wù)
(2)根據(jù)加工要求和生產(chǎn)類型,分析定位類型的應(yīng)用是否合理。欠定位是絕對不允許采用的,重復(fù)定位必須消除其產(chǎn)生的不良后果方能使用。
(3)根據(jù)零件的定位表面,分析定位元件設(shè)計或選擇是否合理。
3.2 夾緊方案
(1)根據(jù)夾緊力的方向和作用點的確定原則,分析夾緊力的方向和作用點的確定是否合理。
(2)根據(jù)生產(chǎn)綱領(lǐng)分析夾緊裝置的自動化和復(fù)雜化程度是否合理。
(3)手動夾緊時,應(yīng)分析夾緊機(jī)構(gòu)的自鎖性及是否操作方便、省時、省力。
3.3 對刀導(dǎo)向方案
普通機(jī)械加工通過對刀導(dǎo)向裝置確定刀具與夾具的正確位置。數(shù)控加工通過對刀確定刀具的正確位置,不需設(shè)計對刀導(dǎo)向裝置。
(1)普通銑床夾具選擇或設(shè)計對刀裝置,根據(jù)加工表面和夾具結(jié)構(gòu)分析對刀裝置的結(jié)構(gòu)是否合理。
(2)普通鉆床夾具選擇或設(shè)計鉆套,根據(jù)加工表面、生產(chǎn)類型及加工方案分析鉆套的類型是否合理。
(3)普通鏜床夾具選擇或設(shè)計鏜套,根據(jù)加工表面、生產(chǎn)類型及加工方案分析鏜套的類型是否合理。
3.4 安裝方案
夾具一般通過夾具體安裝固定在機(jī)床主軸前端或工作臺上。根據(jù)工件的加工要求、夾具結(jié)構(gòu)尺寸、主軸前端和工作臺的結(jié)構(gòu)尺寸分析夾具的安裝方案是否合理。
3.5 夾具精度
夾具精度包括定位誤差(△D)、調(diào)安誤差(△T-A)、加工方法誤差(△G)。[2]
(1)對定位誤差的進(jìn)行分析和計算,通過△D<1/3△K(工件公差)判定定位精度是否合理。
(2)對調(diào)安誤差的分析和計算,通過△T-A<1/3△K判定其是否合理。
(3)加工方法誤差一般取1/3△K。
(4)如果△D+△T-A+△G<△K,則夾具精度滿足要求。
3.6 工藝性
夾具的工藝性是指夾具零部件的結(jié)構(gòu)、加工、裝配及維修等方面的工藝性。
(1)零部件的結(jié)構(gòu)是否簡單、緊湊,強(qiáng)度、剛性是否足夠,結(jié)構(gòu)工藝性是否合理。
(2)零部件的加工量是否最少,加工工藝性是否合理。
(3)裝配基面是否正確,裝配和拆卸是否方便,拆卸后能否避免誤裝,是否避免了裝配時的切削加工。
4.案例分析與優(yōu)化
4.1 零件及夾具
如圖2所示零件,12+0.04 0孔及其兩端面均已加工,本工序加工一平面,需保證尺寸74±0.16和平行度0.1。夾具如圖3所示。
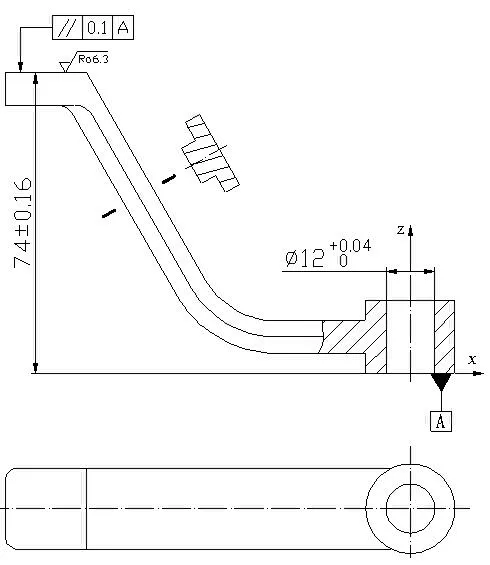
圖2 杠桿

圖3 夾具
4.2 定位方案
(1)定位時應(yīng)限制的自由度:如圖2所示零件,影響其加工要求的自由度有,定位時必須限制。
(2)定位方案限制的自由度:如圖3所示定位方案,支承釘限制,定位心軸限制,夾具體限制,屬于重復(fù)定位。
(4)優(yōu)化方案:改變定位元件結(jié)構(gòu),消除重定位。將圖3的定位心軸7與支承釘3改為圖5的定位銷5和輔助支承2,銷限制,銷的端平面限制。增加如圖5的支承釘1,限制,使定位方案為完全定位。
4.3 夾緊方案:
(1)存在的問題:夾緊力的作用點遠(yuǎn)離加工表面,會使加工過程不穩(wěn)定。裝卸工件很費時。
(2)優(yōu)化方案:在靠近加工表面處施加一夾緊力[3],如圖5所示。將圖3的墊圈6改為圖5的開口墊圈7,使夾緊螺母5的最大尺寸小于12mm。
4.4 對刀方案
(1)存在的問題:對刀塊選擇錯誤,平面加工應(yīng)選圓形對刀塊,而不是直角對刀塊。對刀塊工作表面與定位元件工作表面的尺寸確定錯誤。應(yīng)通過解如圖4的尺寸鏈確定。74±0.05是保證加工尺寸74±0.16的夾具制造尺寸,其公差為工件公差的1/2~1/5,是封閉環(huán)。3 0-0.014為塞尺的尺寸及公差,其應(yīng)轉(zhuǎn)化為2.993±0.007。A為定位元件工作表面至對刀塊工作表面的尺寸,通過解尺寸鏈,A=71.007±0.043。

圖4 對刀塊尺寸鏈
(2)優(yōu)化方案:采用對刀裝置對刀,會加大夾具結(jié)構(gòu)尺寸及夾具制造成本,采用試切法對刀會更合理。
4.5 安裝方案
利用夾具體的底平面與機(jī)床工作接觸,再通過定位鍵與工作臺的T形槽的配合確定夾具在機(jī)床上的正確位置。
此方案沒有設(shè)計夾具在機(jī)床上的夾緊方案。應(yīng)在夾具體上設(shè)計耳座,如圖5所示。
4.6 夾具精度
(1)精度計算與判定:尺寸74±0.16:①定位誤差(△D),定位基準(zhǔn)和工序基準(zhǔn)均為底平面,基準(zhǔn)重合△B=0。定位表面與定位元件均為平面,面與面接觸,基準(zhǔn)不會產(chǎn)生位移,基準(zhǔn)位移誤差△Y=0。△D=△B+△Y=0<0.32/3。定位精度合理。②調(diào)安誤差(△T-A),對刀調(diào)整誤差(△T),△T=0.1。)夾具安裝誤差(△A),△A=0。△T-A=△T+△A=0.1<0.32/3。對刀調(diào)整與夾具的安裝精度合理。③加工方法誤差△G,分析時可取其為工 件 公 差 的 1/3,△G=0.32/3=0.107。 △D+△T-A+△G=0.207<0.32。夾具精度能滿足加工要求。平行度0.1:①定位誤差,定位基準(zhǔn)和工序基準(zhǔn)均為底平面,基準(zhǔn)重合△B=0。定位表面與定位元件均為平面,面與面接觸,基準(zhǔn)不會產(chǎn)生位移,基準(zhǔn)位移誤差△Y=0。△D=△B+△Y=0<0.1/3。定位精度合理。②調(diào)安誤差,對刀誤差△T=0。夾具安裝誤差△A=0。△T-A=△T+△A=0<0.1/3。對刀調(diào)整與夾具的安裝精度合理。③加工方 法 誤 差 ,△G=0.1/3=0.03。 △D+△T-A+△G=0.03<0.1。夾具精度能滿足加工要求。
(2)精度超差的優(yōu)化方案:①定位誤差超差,提高定位副的精度,減小基準(zhǔn)位移誤差。改變定位方案,使基準(zhǔn)不重合、基準(zhǔn)位移誤差或二者均等于零。②調(diào)安誤差超差,提高對刀調(diào)整元件制造精度,改變對刀方式。提高安裝配合表面的精度,增設(shè)找正基面,采用找正安裝。③加工方法誤差超差,增加工藝系統(tǒng)剛性,提高刀具精度,改變加工方法。
4.7 工藝性
(1)存在的問題,夾具體壁厚不均勻;裝配零件的表面加工量大;螺孔及銷孔為盲孔,加工工藝性差,銷孔為盲孔也不便于拆裝。[4]
(2)優(yōu)化方案,如圖5所示。使夾具體壁厚均勻;安裝表面設(shè)3~5mm高凸臺;銷孔和螺孔設(shè)計為通孔。
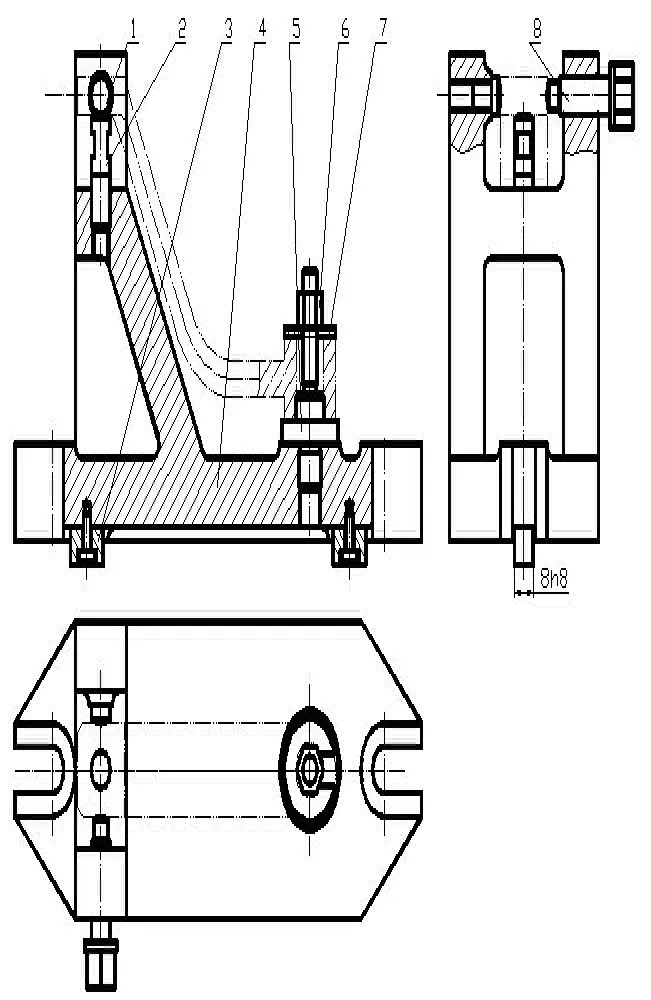
圖5 優(yōu)化后的夾具
5.結(jié)束語
對夾具設(shè)計方案進(jìn)行合理分析與優(yōu)化,應(yīng)具備機(jī)床夾具設(shè)計、機(jī)制工藝、金屬切削機(jī)床、工程材料等方面的知識和豐富的實踐經(jīng)驗;對設(shè)計方案的分析應(yīng)綜合考慮工件的加工要求、生產(chǎn)類型、加工方法、加工效率及夾具的制造成本等因素;能對設(shè)計方案進(jìn)行合理分析,可以在方案設(shè)計過程中,有效避免影響方案合理性的一些因素。
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機(jī)設(shè)計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當(dāng)代經(jīng)濟(jì)研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠(yuǎn)程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學(xué)學(xué)報(社會科學(xué)版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06