花瓣形截齒的冷鍛成形工藝研究
2019-04-13 08:09:50宋銀生
鑿巖機械氣動工具 2019年4期
宋銀生
(江蘇大洋精鍛有限公司,江蘇 鹽城224100)
截齒是采掘機械切割煤和巖石的刀具,主要由合金結構鋼的齒體和焊接在齒體頭部的硬質合金組成,工作時承受載荷較大且不均勻,極易發生折斷[1,2]。采用冷鍛成形,金屬內部的晶粒均勻細小,流線得以保留,利于提高鍛件的強度[3],可以有效提高截齒的壽命,改善采掘機械的生產效率。花瓣形截齒主要采用溫鍛成形工藝或多道分步冷鍛成形工藝,制造周期較長,成本較高。本文以凹筋和凸筋兩種花瓣形截齒為例,通過有限元模擬分析凹筋形花瓣截齒的分步鍛造成形工藝和凸筋形花瓣截齒一次鍛造成形工藝,設計出合理的冷鍛模具結構,完成批量生產。
1 選材及成形工藝
圖1a所示為凹筋形花瓣形截齒的零件圖,分步鍛造成形工藝設計成圖1b的鍛件圖。圖2a所示為凸筋花瓣截齒的零件圖,采用一次成形工藝,設計成圖2b所示的鍛件圖。冷鍛后再對其頭部和柄部機加工。
截齒的齒體材料決定了截齒的性能和使用壽命,選用具有較好的柔韌性和較高的強度的材料,才能減小產生斷裂的幾率[4]。常用的Cr-Mo系、Mn-B 系等截齒材料中,42CrMo 強度高,淬透性、沖擊韌性好,淬火時變形量小,在高溫時能夠持久地承受較高蠕變強度,經調質處理后,具有抗沖擊能力強,低溫沖擊韌性高,疲勞極限強度高等優點[5,6]。本文選用42CrMo 為花瓣形截齒有限元模擬及批量生產的材料。
根據花瓣截齒的形狀特點,成形的關鍵是花瓣的均勻性,及花瓣溝道的凹、凸筋飽滿度。通常采用分步鍛造成形,其工藝流程為:制坯-球化退火-磷皂化-正擠-球化退火-磷皂化-預成形-球化退火-磷皂化-成形-機加工。凹筋形花瓣截齒的工藝流程如圖3所示。
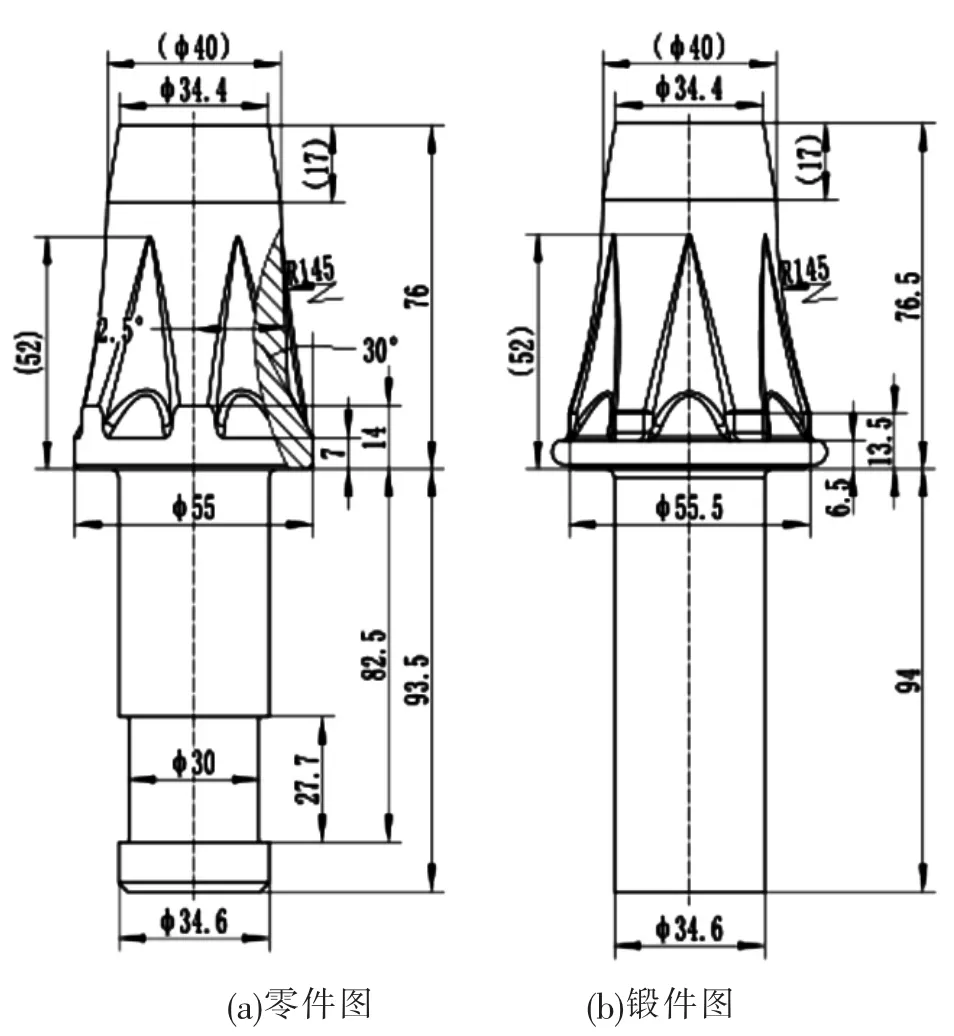
圖1 凹筋花瓣形截齒
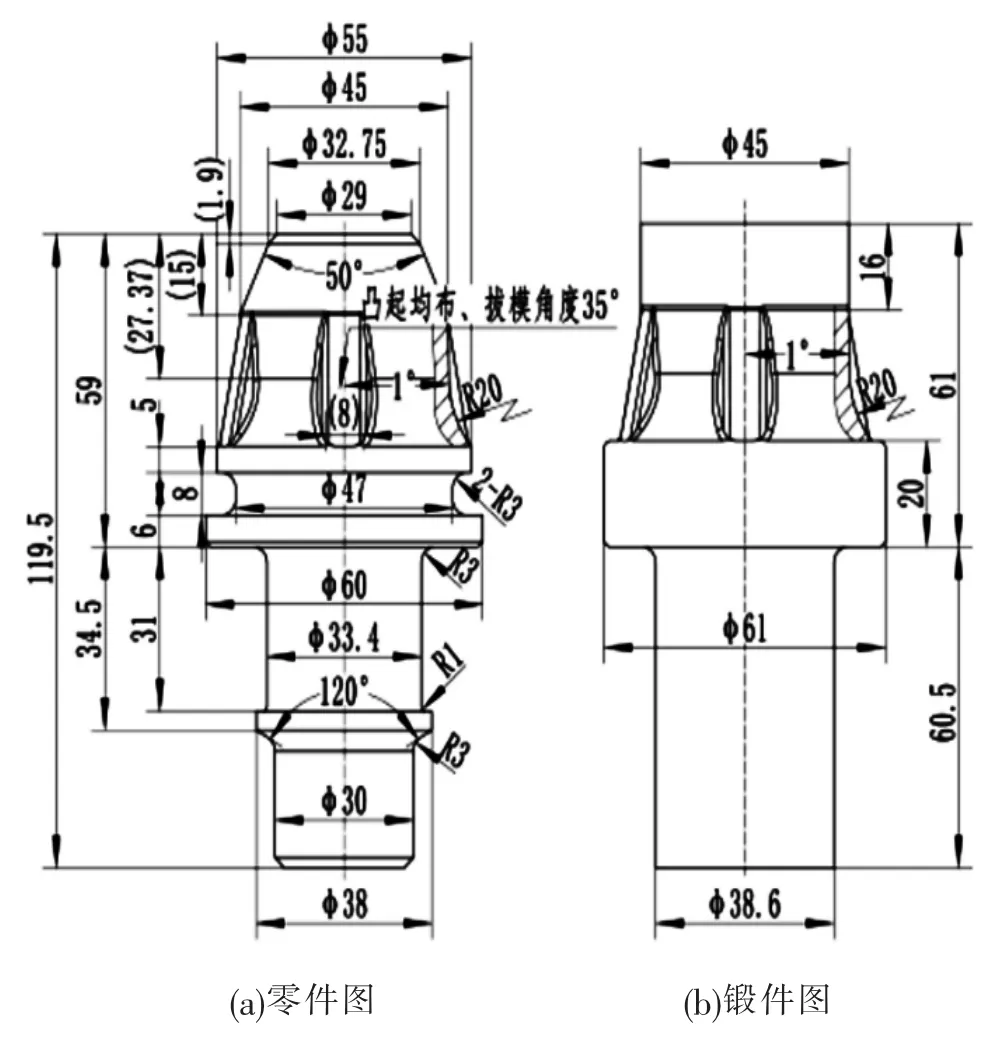
圖2 凸筋花瓣截齒
凸筋形花瓣截齒對分布鍛造成形工藝進行優化,將預成形、成形兩步工序合并,工藝流程為:制坯-球化退火-磷皂化-正擠-球化退火-磷皂化-成形-機加工,如圖4所示。通過有限元模擬分別對以上兩種工藝流程進行模擬分析。
2 模擬結果分析
對花瓣截齒的鍛造成形工藝進行三維有限元模擬,材料模型中的材料選用軟件中的DIN42CrMo4(20℃-1200℃),溫度設置為20℃。凹筋花瓣截齒的成形工序模擬過程的應力分布見圖5。從圖中可以看出,應力均勻分布在花瓣處,材料向下流動均勻,并出現飛邊,六個凹筋花瓣形狀均勻且飽滿。
圖5 中的成形擠壓過程的載荷與行程曲線,整個過程載荷不斷增大,在花瓣成形終了時載荷增長速率較大,最大載荷為583 t,可以選用800 t油壓機。
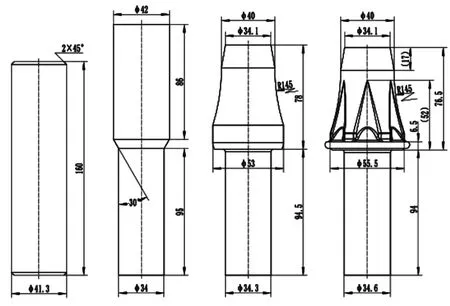
圖3 分步鍛造成形工藝

圖4 一次鍛造成形工藝
根據以上分步鍛造成形工藝模擬參數,對一次成形工藝進行有限元模擬的應力分步見圖6,由于取消了預成形工序,應力均勻分布在花瓣截齒頭部及六個花瓣處,形狀均勻飽滿,產品無缺陷產生,在成形過程應力分布均勻,產品也未發生失穩。
從一次成形過程的載荷與行程曲線可以看出,整個成形過程載荷持續變大,載荷增長速率也較大,最大載荷為527 t,選用630 t 油壓機。
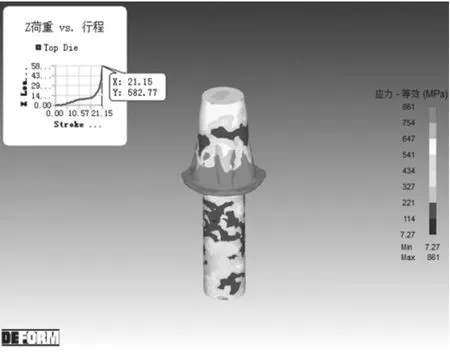
圖5 分布成形模擬過程
3 成形模具設計及生產試驗
從有限元模擬的結果可知,凹筋形花瓣截齒通過分步鍛造成形,凸筋形花瓣截齒可以將預成形與成形工序合并,一次鍛造成形,凹筋和凸筋形截齒的成形模具設計見圖7 和圖8。
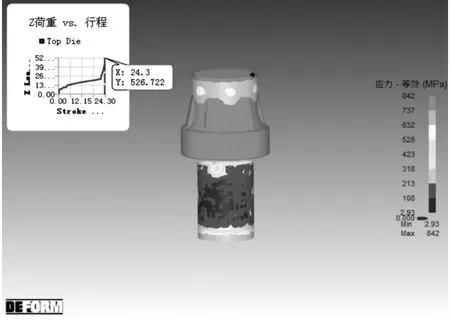
圖6 一次成形模擬過程
從載荷曲線可以看出,成形過程載荷較大,毛坯及上下模承受的壓力較大,故將上、下模設計成三層預應力結構,模芯材料選用65Nb,中圈材料選用H13,外圈材料選用40Cr。中圈和外圈可以作為通用件,針對不同的產品只需設計制造模芯的形狀。
4 球化退火工藝優化
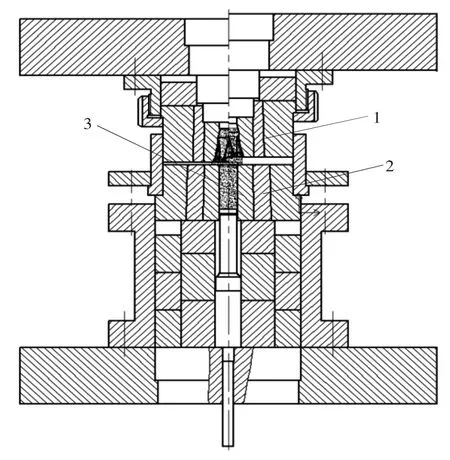
圖7 凹筋形截齒成形模具示意圖
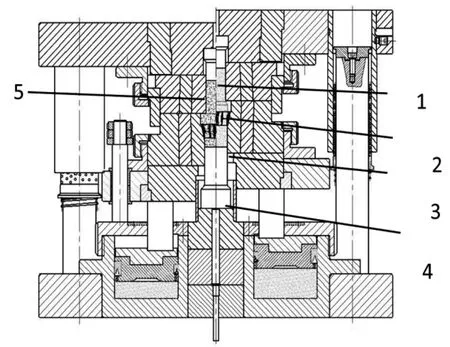
圖8 凸筋形截齒成形模具示意圖
模具制造完成,按照設計的分步鍛造和一次鍛造成形工藝流程進行工藝生產試驗,球化退火工藝采用750℃4h+680℃5h,42CrMo 材料在球化退火后的球化率為90%~100%,金相圖如圖9所示,最終成形獲得的凹筋及凸筋花瓣截齒的六個花瓣均勻飽滿,與三維有限元模擬的結果一致。
分析凹筋形花瓣截齒的分步鍛造工藝,預成形工序是頭部鐓粗,成形工序通過上模下行充滿型腔,僅六個花瓣材料向下流動,兩工序成形的材料變形量較小,毛坯具有較小的球化率即可滿足成形要求。通過對球化退火工藝進行優化,采用750℃2h+680℃3h的球化退火工藝,42CrMo的球化率約為70%~80%,金相圖如圖10所示。
對毛坯進行預成形、成形,成形后凹筋花瓣的形狀和飽滿度與原球化退火工藝成形花瓣的形狀及飽滿度無異,800 t 油壓機能夠滿足產品要求。經批量生產的驗證,預成形、成形的上、下模的模具壽命也與原球化退火工藝的壽命無差異。分步鍛造成形的凹筋形花瓣截齒的成品如圖11所示。
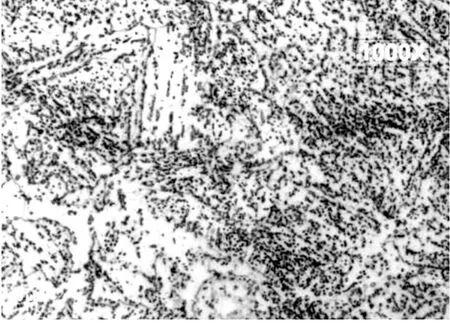
圖9 42CrMo 球化組織 1000X
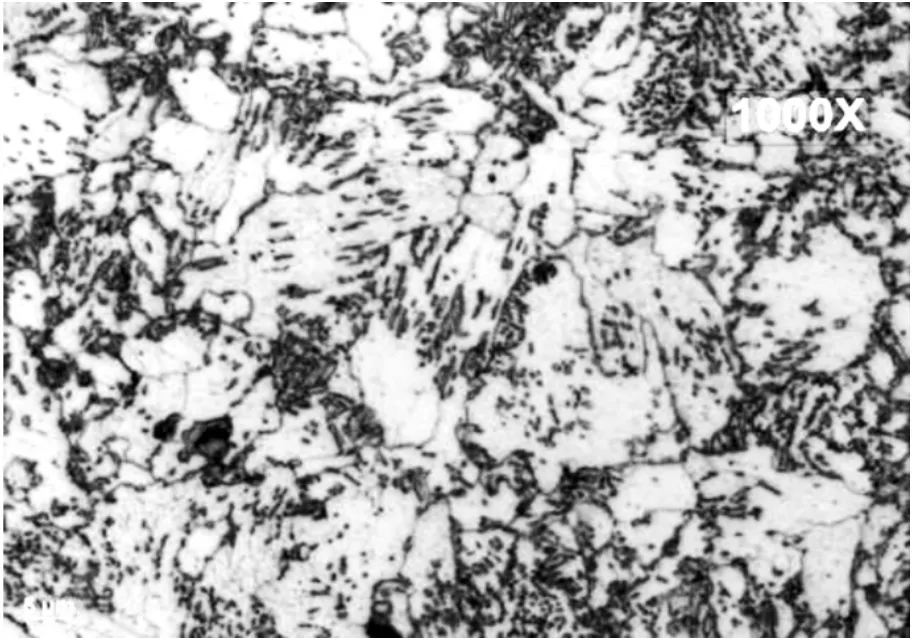
圖10 42CrMo 球化組織 1000X
根據凹筋形花瓣截齒的生產經驗,將優化后的球化退火工藝用于凸筋形花瓣截齒的一次成形,成形后凸筋花瓣的形狀和飽滿度與原球化退火工藝成形的無差異,說明將預成形和成形工序合并,使用優化后的球化退火工藝,可以滿足鍛造成形的要求。將該工藝使用于批量生產中,使用630 t 油壓機,一次成形的產品穩定性和凸筋花瓣的形狀、飽滿度均能達到要求。一次成形的凸筋形花瓣截齒的毛坯如圖12所示。
5 結論

圖11 凹筋形花瓣截齒成品
選用42CrMo 材料,通過三維有限元模擬分析凹筋形花瓣形截齒的分步冷鍛成形和凸筋形花瓣截齒的一次成形,結果顯示成形工位材料流動均勻,花瓣形狀飽滿。凹筋形花瓣截齒模擬過程最大載荷為583 t,選用800 t 油壓機;凸筋形花瓣截齒模擬過程最大載荷為527 t,選用630 t油壓機,設計模具完成生產獲得合格的鍛件。
凸筋形花瓣截齒將預成形與成形工序合并,對于大批量生產,節約了模具材料,也極大的縮短了產品的制造周期。

圖12 凸筋形花瓣截齒毛坯
采用750℃2h+680℃3h的球化退火工藝代替750℃4h+680℃5h 球化退火工藝,就可以滿足花瓣截齒的成形,縮短了生產周期,節約電能。
猜你喜歡
上海節能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
