森德斯線材打捆機KNB打包頭的維護和改進
2019-04-16 06:42:10丁志勇
魅力中國 2019年4期
關鍵詞:活動
丁志勇
(方大特鋼科技股份有限公司,江西 南昌 330012)
引言
方大特鋼軋鋼廠高線于2008年10月投入生產,打捆機是瑞典森德斯公司生產的PCH—4KNB/4600型線材打捆機。隨著線材軋制系統工藝水平的逐漸成熟,及不斷完善的自動化控制,整個線材軋制生產線的軋制節奏越來越快。打捆機作為整條軋制成品區域的一個關鍵部位,經常出現故障,同時故障處理起來時間也長,這些都不利于生產,成為了我們在加速生產過程中需要解決的一項難題。本文介紹的KNB型打包頭是經過一定程度的改進的打捆機。其打包頭沒有任何突出的捆線頭或浪費捆線,是一個完整的扭結,同時外觀效果也不錯。該部件的使用情況直接影響整機的使用效果。本文重點從打包頭著手,闡述是如何對其進行維護及改進,為更好地使用打捆機尋找新的思路。
一、KNB打包頭的結構特點
KNB打包頭結構非常緊湊,設計巧妙,兩線頭朝向盤卷,打捆線的直徑在Φ6.3—Φ7.3mm之間,主要由扭結機構、剪切機構、導向機構和一些液壓管路組成。
(一)扭結機構
扭結機構包括扭結輪和傳動齒輪箱兩部分。扭結輪是一個節圓半徑為40mm、齒數為12的直齒輪,在其中兩個齒間開槽至中心,扭結輪軸上有一套軸承,如圖1所示。它由齒輪箱傳動,齒輪箱由液壓馬達驅動,如圖2所示。當打捆線沿著封閉軌道完成運行一周,回到打包頭并停止后,扭結輪在液壓缸驅動下擺動至扭結工作位置,由齒輪箱傳動對打捆線進行扭結,完成動作后回到原位,等待下一次動作。
(二)剪切機構
如圖3所視,剪切機構由固定剪切塊、活動剪切塊、液壓缸組成。活動剪切塊由液壓缸驅動。打捆線由活動剪切塊上的一個圓孔通過,活動剪切塊在液缸的驅動下,上下移動完成剪切動作。剪切液壓缸活塞桿上的螺栓孔是偏心的,通過旋轉活塞桿可調節固定剪切塊與活動剪切塊之間的間隙,固定剪切塊與活動剪切塊之間的間隙最好保證在0.03-0.05mm范圍內。
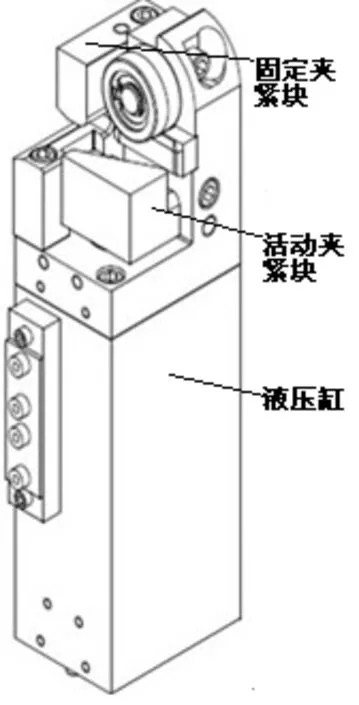
圖4 夾緊機構示意圖
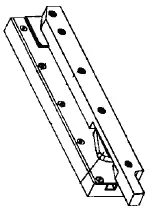
圖5 導向機構示意圖
(三)夾緊機構
如圖4所示,夾緊機構由固定加緊塊、活動加緊塊、液壓缸組成。活動夾緊塊由液壓缸驅動。夾緊機構的作用是當打捆線準確地停留在打包頭之后,夾緊打捆線,打包機外圍的送線機構KNC回抽,抽緊打捆線,使捆線不會松動,打包之后外觀好。
(四)導向機構
如圖5所示,導向機構主要是用于對打捆線進行導向,使打捆線能準確地進入打包頭及從活動剪切塊圓孔中通過。
二、各機構的維護要點
(一)扭結機構
在扭結機構中,扭結輪軸承和定位片是易損件。扭結輪軸承有專用的潤滑裝置,潤滑油是儲存在一次性油罐中,使用周期是3個月,通過壓縮空氣將潤滑油帶入軸承與扭結齒輪軸的摩擦面。一段時間后氧化鐵與潤滑油在一起結塊,導致油氣管路易被堵塞和定位片斷裂,出現無潤滑油軸承激烈磨損和扭結輪錯位,導致扭結失敗的情況,所以要定期檢查扭結機構中的油氣路是否暢通和定位片是否完整,提高扭結成功率。
(二)剪切機構
在剪切機構中,活動剪切塊和固定剪切塊是易損件,要每周檢查一次剪刃磨損情況。可根據生產量與實際捆線切口斷面的情況,摸索出剪切塊的周期。活動剪切塊的固定螺栓容易松動,如果長時間處于松動狀態,螺栓極易被剪斷,所以活動剪切塊的固定螺栓每班需檢查緊固。
(三)夾緊機構
在夾緊機構中,活動夾緊塊和固定夾緊塊是易損件,要每天檢查一次夾緊面的磨損情況,觀察夾緊力是否足夠。如果磨損超標,會出現夾不緊的情況,此時須更換夾緊塊;另外,液壓缸內泄也會出現夾緊力不足的情況,此時,須更換液壓缸。
(四)導向機構
常規必須定時檢查調整打包頭導箱架槽蓋板閉合及磨損情況,一般為每月一次,一旦發現磨損超標或有嚴重毛刺刮傷的情況,必須及時更換。
(五)吹掃打包頭
每班吹掃打包頭一次,將夾緊機構、剪切機構和扭結機構吹掃干凈。氧化鐵皮過多會使夾緊機構夾不緊,出現打滑的情況。扭結機構是齒輪傳動機構,氧化鐵皮等雜物會影響齒輪嚙合,并損壞齒輪。
三、零部件改進與國產化
(一)扭結輪軸承的改進
在上述2.1中講到,由于一段時間后氧化鐵與潤滑油在一起結塊,導致油氣管路易被堵塞,導致軸承激烈磨損。原裝軸承和一次性潤滑油罐的使用壽命一般在3個月,維護工作量大,維護成本高。
而無油潤滑軸承的優點是適用于無法加油或很難加油的場所,可在使用時不保養或少保養;耐磨性能好,摩擦系數小,使用壽命長達6個月,維護成本大大降低。所以將有油潤滑軸承改為無油自潤滑軸承并舍去一次性潤滑油罐是森德斯打捆機的一大進步.如圖6(改進后的軸承的小孔內注滿石墨);
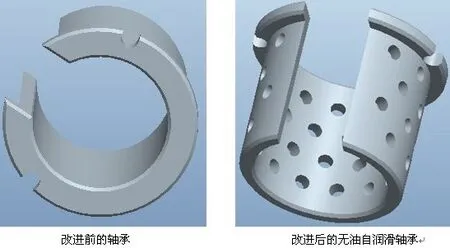
圖6 扭結輪軸承的改進
(二)定位片的改進
在上述2.1中講到,由于定位片存在設計缺陷,在卡頭與圓環相交線處產生應力集中,定位片頻繁斷裂,平均每月斷一次,嚴重制約生產,所以將在卡頭與圓弧相交線倒圓角R0.5mm,定位片的使用壽命達到6個月,節約維護成本。如圖7;
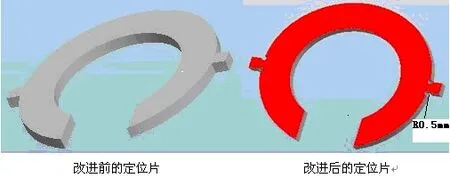
圖7 定位片的改進
四、結語
打捆機在某高速線材生產線投入運行,改變了高速線材原來手動打包效率低下的狀況,有效地改善了操作人員的工作環境,系統的維護和故障處理方便。而KNB打包頭是打捆機的核心部件,對該部件的維護使用的好壞直接影響整機的使用效果,是我們維護工作中的重中之重。
猜你喜歡
齊魯師范學院學報(2022年5期)2022-10-13 10:04:18
少先隊活動(2022年5期)2022-06-06 03:45:04
家庭科學·新健康(2022年3期)2022-05-10 00:32:13
天津音樂學院學報(2021年4期)2022-01-08 02:18:52
中老年保健(2021年2期)2021-08-22 07:31:10
少先隊活動(2021年1期)2021-03-29 05:26:36
快樂語文(2020年30期)2021-01-14 01:05:38
海峽姐妹(2018年3期)2018-05-09 08:20:40
質量與標準化(2015年8期)2015-07-18 11:11:08
質量與標準化(2015年12期)2015-07-10 15:11:50