石英聲光開關
2019-04-20 03:16:10曾慶高張澤紅高維松付禮鵬
壓電與聲光 2019年2期
曾慶高,張澤紅,高維松,付禮鵬
(1. 中國電子科技集團公司第四十四研究所, 重慶 400060;2. 中國電子科技集團公司第二十六研究所, 重慶 400060)
0 引言
飛秒激光脈沖具有極短的脈沖寬度和極高的峰值功率,與物質相互作用時呈現強烈的非線性效應,它主要依靠多光子吸收機制來加工一些長脈沖激光無法作用的透明材料。飛秒脈沖作用時間極短,熱效應小(可忽略),使得激光燒蝕的邊緣整齊、光滑無毛刺裂紋,因此,近年來飛秒脈沖激光得到了飛速發展,在精細加工領域的應用越來越多[1]。
在使用飛秒激光加工過程中,需要對激光進行快速的開關控制。這種開關控制只能在激光腔外進行,若在激光腔內會嚴重影響激光脈沖的穩定性。
聲光開關具有承受激光功率高,開關速度快,損耗低,工作壽命長,全固化無機械運動,控制方便等優點,成為飛秒激光領域理想的開關部件。
1 基本原理
近年來,為了提高激光加工的深度和速度,飛秒激光的光功率越來越高(平均功率100 W,峰值功率20 MW),常用的氧化碲晶體承受不了這么高的激光功率,因此,需要采用耐受激光功率能力較好的石英晶體(峰值功率可達1 GW)來制作聲光開關。
聲光開關主要由器件和驅動器兩部分組成。器件主要由表電極、換能器和聲光介質等組成[2],是完成聲與光相互作用的核心部件,如圖1所示。驅動器的功能是給器件提供高頻驅動信號。
圖2為聲光開關應用示意圖。驅動器輸出的電信號傳輸到器件內,經表電極加到換能器上,換能器轉化為超聲波傳輸到聲光互作用介質內,入射光在介質內與超聲波發生聲光互作用,產生衍射光。衍射光與0級光(穿過器件未衍射的入射光)在空間上分離,再被光學系統整形聚焦到加工部件上。
通過控制信號可控制衍射光的強弱、有無。控制信號有兩組:
1) 模擬控制信號(0~1 V)。它調節驅動器輸出電功率信號的幅度,從而控制衍射光的強弱。
2) 開關控制信號(TTL電平)。它控制驅動器的輸出,從而根據需要控制衍射光的有無:低電平無電功率輸出(無衍射光),高電平有電功率輸出(有衍射光)。這樣聲光開關實現了對激光的開關控制功能,如圖3所示。
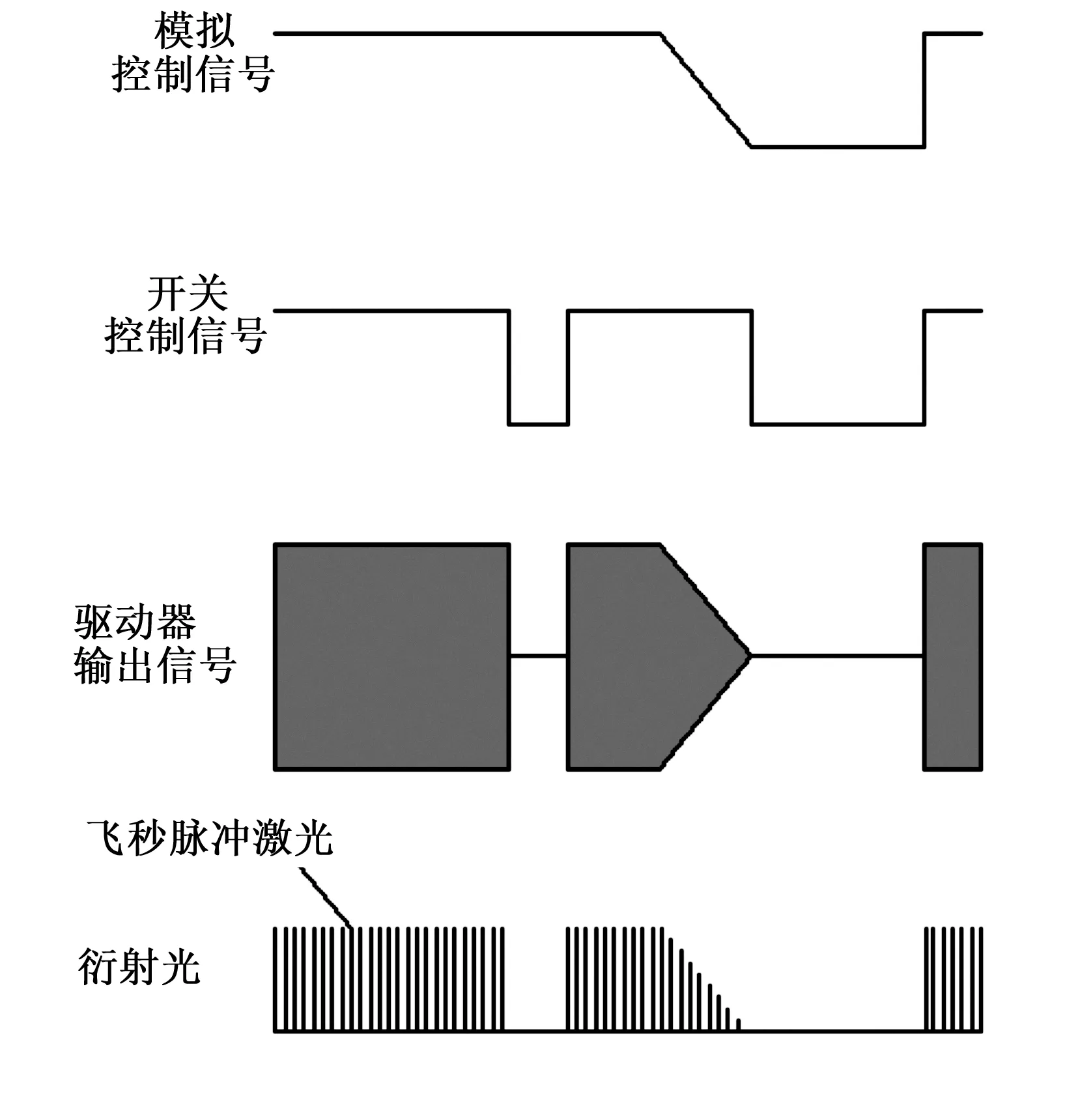
圖3 聲光開關控制示意圖
2 衍射效率
衍射效率η是指+1級衍射光占總光強的百分比,是表征聲光開關特性的重要技術指標。η越高,激光能量的利用率越高,對系統的損耗就越低。為了提高η,器件設計成布喇格衍射模式,布喇格衍射的條件是品質因數Q不低于4π。Q值越大,進入布喇格衍射模式的程度越高,+1級衍射光可達到的效率越高。Q值[2]為
Q=2πLf2λ/(nv2)
(1)
式中:f為工作頻率;λ為光波長;n為聲光介質折射率;v為聲光介質中超聲波的速度;L為聲光互作用長度。
本文聲光介質采用石英晶體,取f=68 MHz,λ=1 064 nm,n=1.55,v=5 750 m/s。 當器件工作模式為布喇格衍射時,+1級衍射光的η[3]為
(2)
式中:P為輸入器件的電功率;k為器件換能器的機電耦合系數;M2為器件聲光介質的聲光優值;H為光孔徑。
本文換能器材料采用鈮酸鋰晶體,其k=0.49,M2=3.5×10-15s3/kg,H=4 mm。
η還與聲波發散角Δθ、入射光的光束質量因子M2有關。對于大多數激光器,適當增加聲波發散角能獲得更高的η,但會浪費一定的聲波功率。器件聲波發散角為
Δθ=v/(Lf)
(3)
由式(3)可知,當聲光介質石英晶體的v和f確定后,減少L是增加聲波發散角的唯一途徑。L與Q、η有關,故需兼顧設計。
比較L分別為42 mm、35 mm和28 mm的聲光開關的最大η。測試激光器的Δθ=1.4 mrad,這3種聲光開關能達到的最大η和需要的驅動電功率典型值如表1所示。由表可見,1#聲光開關的L最大,Δθ最小,需要的驅動電功率最小,但能達到的最大η最小;3#聲光開關的L最小,Δθ最大,浪費的聲波功率較多,故所需電功率較大。又由于Q值較小,進入布喇格衍射模式的程度不高,故而獲得的最大η較低。比較可知,L=35 mm時,既能獲得較高的η,又不需要太高的驅動電功率,因此設聲光開關的L=35 mm。
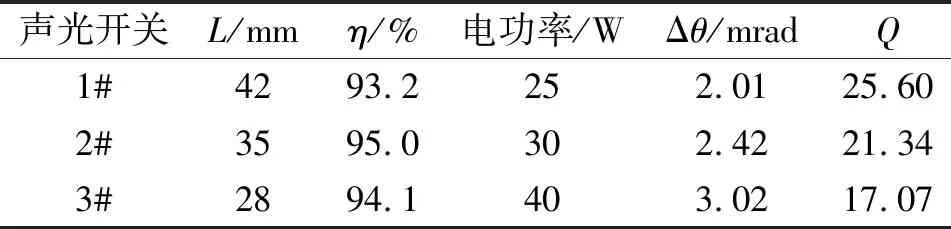
表1 3種聲光開關能達到的最大η
對于L=35 mm的聲光開關,除穿過器件的0級光外,還能觀察到+1級、+2級和-1級衍射光,其他高階衍射光能量很小,可忽略。這種聲光開關各級衍射光(包括0級光)占總光強比(典型值)如表2所示。由表可見,驅動器輸出電功率為30 W時,器件達到的+1級光η最高,再增加電功率有用的+1級光η會降低,無用的0級光及高階衍射光(-1級和+2級)會增加,因此,我們設計的模擬電壓控制信號能精確控制輸入器件的電功率,以獲得最佳的衍射效率。
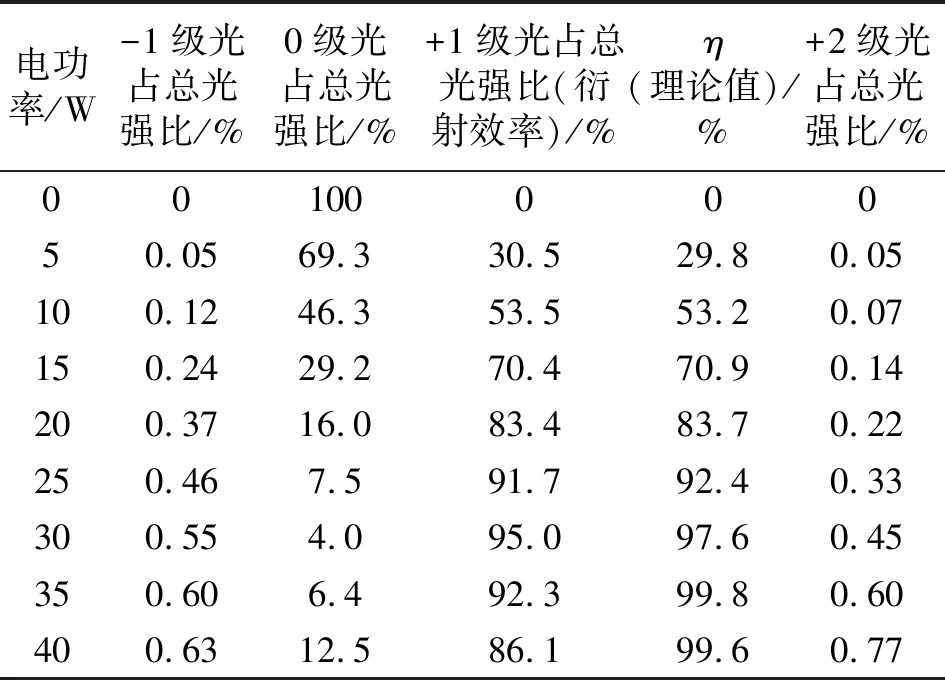
表2 L=41 mm時各級衍射光(包括0級光)占總光強比
圖4為+1級光η隨電功率的變化趨勢。由圖可見,在+1級光η達到最大值前,實測值與理論值較吻合。在+1級光η最大時,各級衍射光占總光強比如圖5所示。
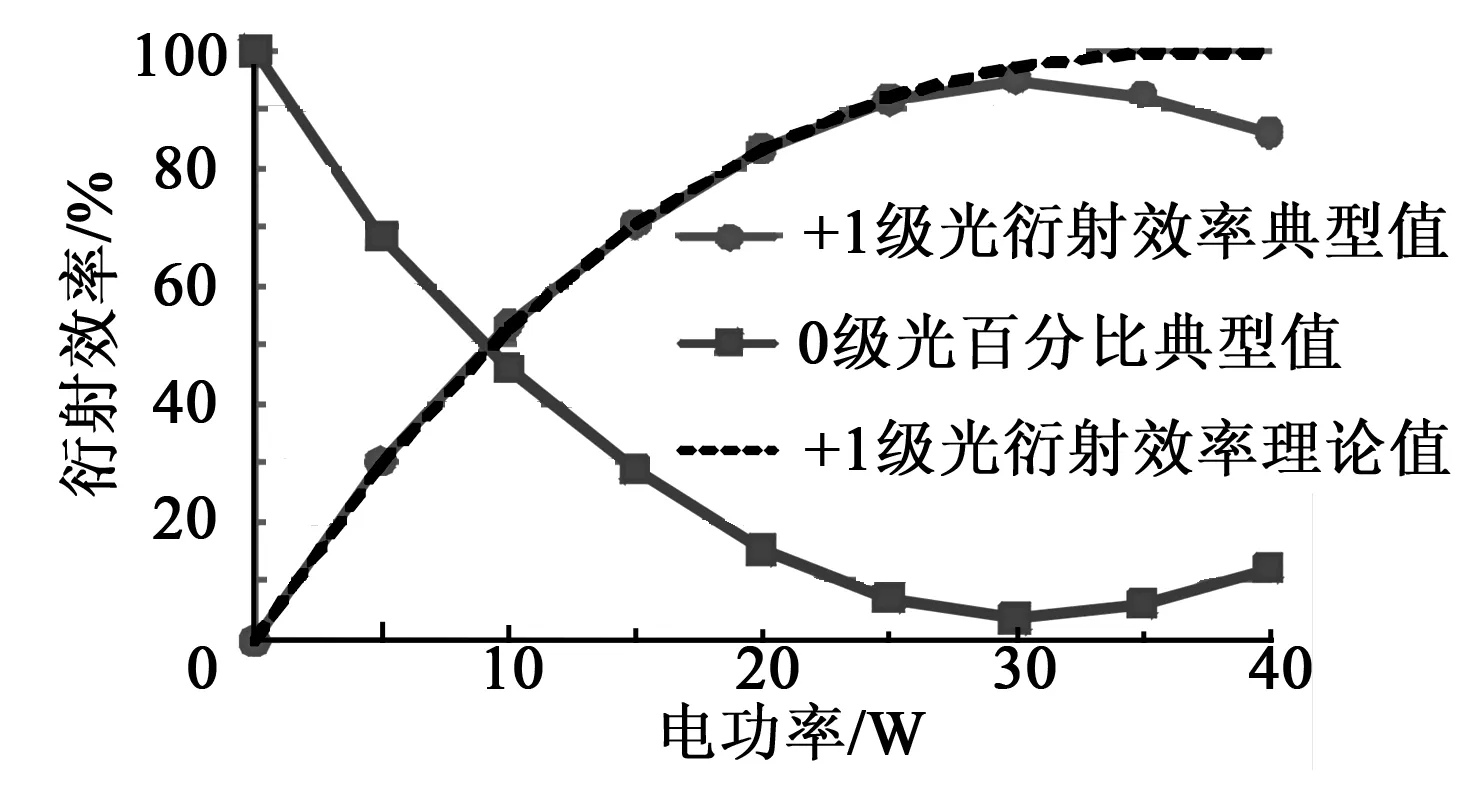
圖4 +1級光η隨電功率變化的趨勢
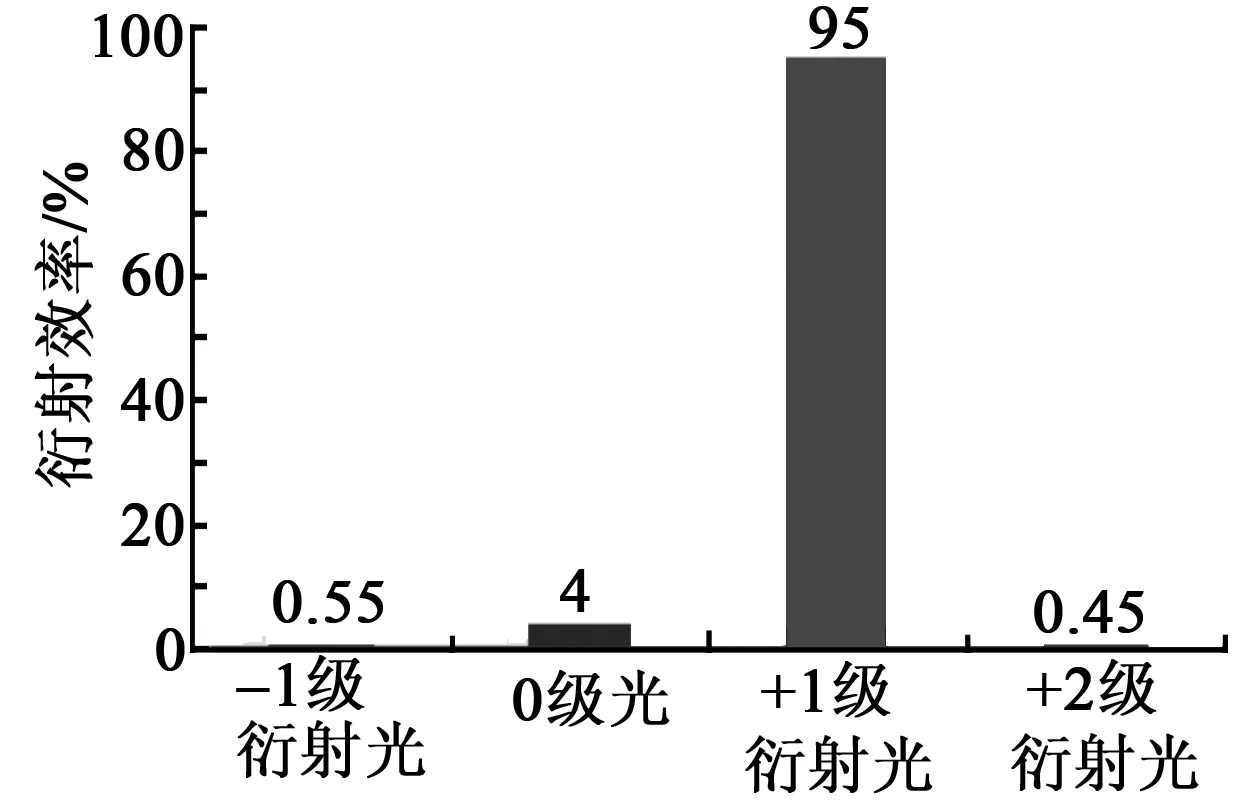
圖5 各級衍射光光強比
3 光束模式
η決定了激光功率的利用率,光束模式決定了激光束的質量。如果把激光束比作一把加工用的刀,那么激光功率就表示這把刀的質量,而光束模式表示這把刀的鋒利程度。如果只是激光的功率大,而光束模式不好,就如同一把鈍刀,不會取得好的加工效果。激光模式的本質是激光能量的空間分布,它決定了聚焦焦點的能量分布,對激光加工質量具有重要的影響[4]。
為獲得好的加工質量,飛秒激光的光束模式質量一般都做得較好。聲光開關與激光發生直接接觸的是器件里的聲光介質,聲光介質的光學性能、通光面質量、溫度分布及應力分布等情況會影響激光的光束模式。
聲光介質選用光學級的石英晶體,其光學性能很好,理論上不會對激光的光束模式產生影響。聲光介質通光面質量對光束模式影響較大,必須采用高等級的拋光技術、提高平面度等級及降低粗糙度來消除通光面質量對光束模式的影響。
我們采用浴法拋光,工件和拋光模具同時都浸在拋光液中,使用極細的拋光粉和很低的拋光壓力,這樣拋光時產生摩擦熱能迅速擴散到拋光液中,有效避免了工件和拋光模具的溫度升高,徹底消除了工件的熱變形,從而使工件表面質量達到較高的水平:通光面粗糙度Ra可達0.3~0.5 nm,平面度為λ/20(λ為波長)。
石英晶體的熱導率很高,為減小體積,采用了單面水冷的緊湊結構模式,產品外形如圖6所示。器件工作2 min就達到熱平衡,這時使用的區域內晶體溫度差小于2 ℃,如圖7所示。
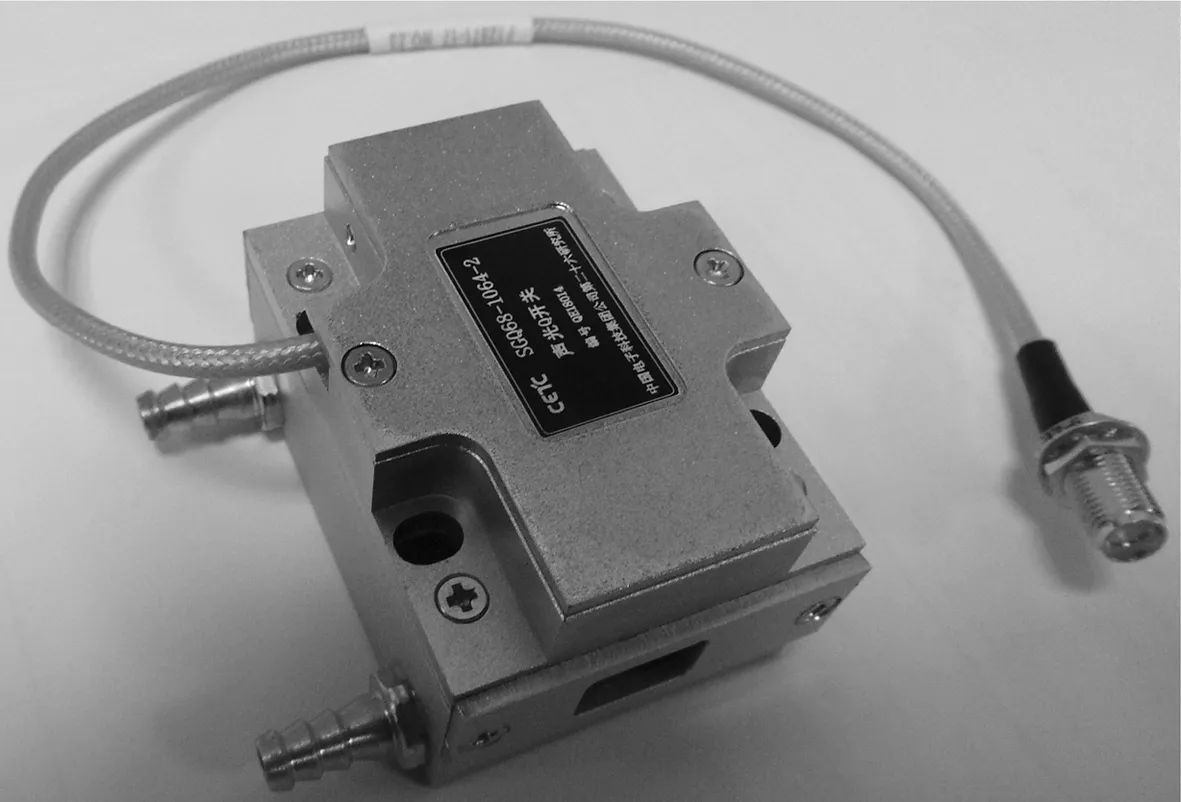
圖6 聲光開關外形
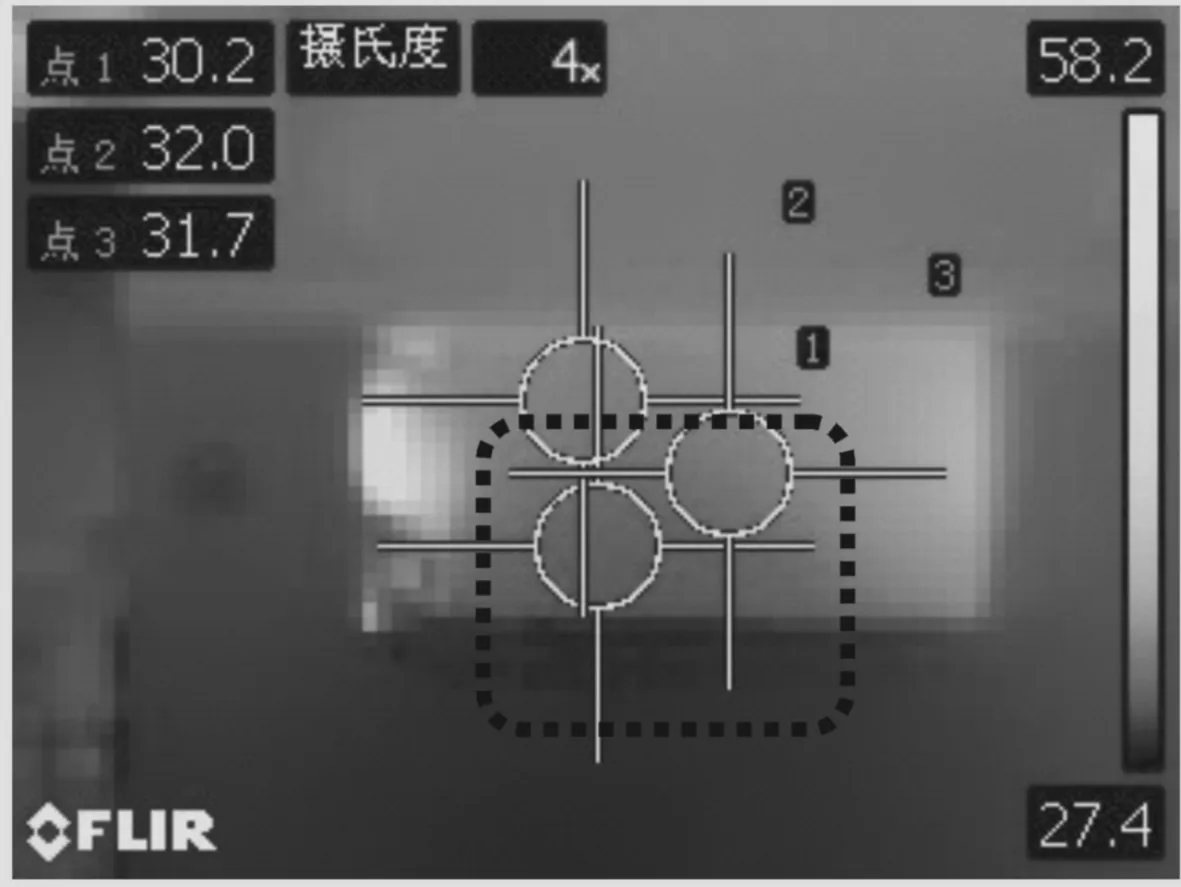
圖7 聲光開關的熱像儀照片
M2能較好地表征光束模式的特性,本文采用M2測試儀測量光束模式。光源為二極管泵浦連續激光器,其光功率為2.4 W。由于M2測試儀承受的激光功率很低,因此,在激光器的輸出端使用了一個衰減片,將激光功率降低到0.5 mW時再進行測量。
用M2測試儀測試經過衰減片后的入射激光的光束模式,測試結果如圖8所示。衍射光光束的測量結果如圖9所示。
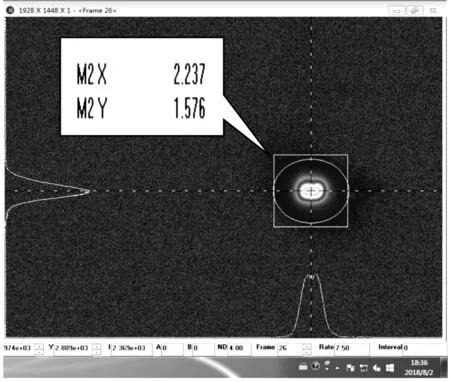
圖8 入射光的光束模式
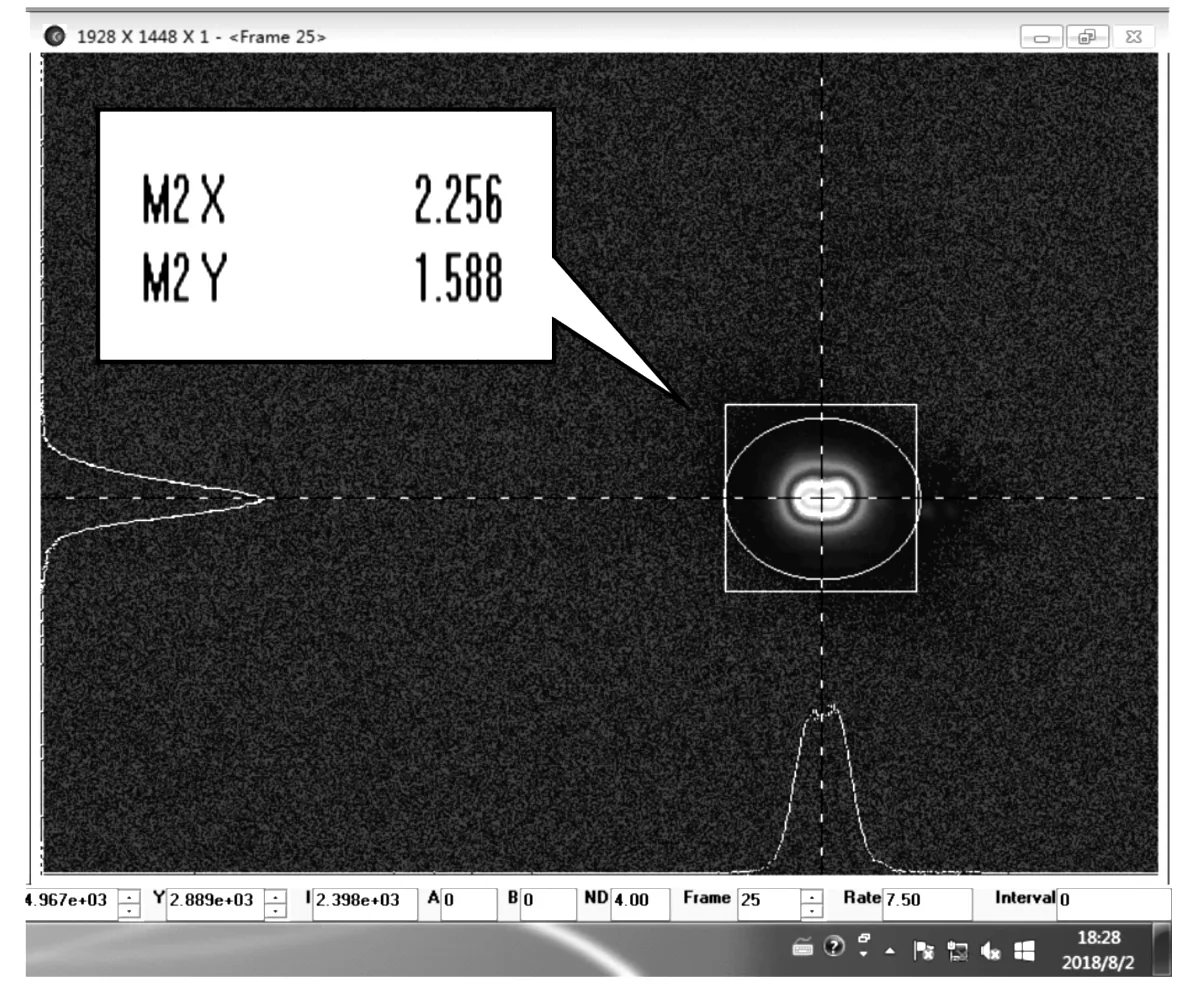
圖9 衍射光的光束模式
表3為入射光和衍射光的M2對比分析。由表可見,與入射光M2相比,衍射光M2的相對變化量小于1%,基本上未改變光束模式。這個變化量是晶體質量、通光面拋光質量、衍射作用及溫度分布等多種因素綜合作用的結果, 要進一步降低變化量,需從上述幾方面著手分析解決。
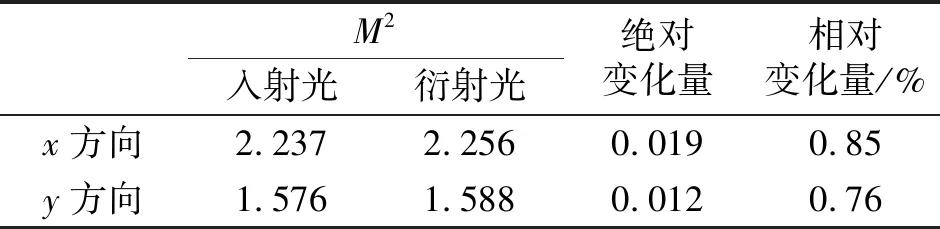
表3 入射光與衍射光的M2對比分析
4 結束語
石英聲光開關全固化無機械運動,控制方便,性能穩定,且對入射光的光束模式改變很小,不僅可用于高功率飛秒激光器系統中,還可用于其他高功率脈沖激光器或連續激光器系統中。通過優化設計聲光互作用長度,在光束質量較好的條件下,獲得了高達95%的+1級光衍射效率,但與理論值相比還有一定的差距,需在以后工作中改進。