國內某核電機組大修核1級BOSS焊縫射線檢驗項目實施
2019-04-22 07:09:44王偉國蔡軍李慶林
科技視界 2019年5期
關鍵詞:工藝
王偉國 蔡軍 李慶林

【摘 要】本文針對BOSS焊縫無損檢測方法、射線檢驗透照方式、主要技術參數進行了分析研究,并成功運用于國內某核電機組大修核1級BOSS焊縫排查和返修中,通過實踐證明射線檢驗方法可以有效檢出BOSS焊縫中的缺陷,指導BOSS焊縫返修工作順利實施。
【關鍵詞】BOSS焊縫;射線檢驗;工藝
中圖分類號: TG441.7 文獻標識碼: A文章編號: 2095-2457(2019)05-0074-002
0 背景
核1級BOSS焊縫主要分布在核電廠RCP、RIS、RRA、RCV等重要系統,為核電機組的一回路壓力邊界,其重要部位的BOSS焊縫上如產生缺陷,將會影響核電廠重要設備的安全功能,影響核電機組的安全運行。核電廠建造安裝和在役運行的相關規范標準對類焊縫只要求進行焊縫層間和最終的表面檢驗,不要求焊縫進行體積檢驗,難以確保BOSS焊縫在焊接加工完成后焊縫內部不會有影響機組安全的缺陷。
為消除機組BOSS焊縫運行期間的可能會帶來的安全質量隱患,國內某核電廠決定在1號機組102大修低低水位期間組織對一回路壓力邊界所有相關核1級BOSS焊縫進行無損檢測排查,以及在當次大修要完成排查不合格焊縫的返修處理。
1 檢驗工藝的確定
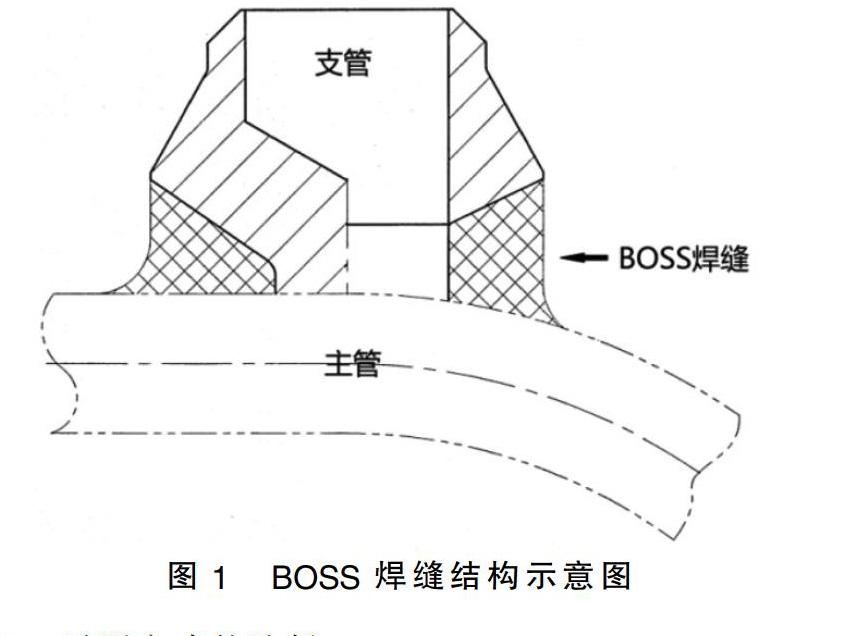
BOSS焊縫是管道與支管管座相連的安放式全熔透角焊縫,制造依據是安裝《壓水堆核島機械設備設計和建造規則》(RCC-M 2000年版及2002年補遺)要求進行,該類型焊縫無損檢測方法只要求進行焊縫層間和最終的表面檢驗,不要求進行焊縫體積性檢驗。如果開展BOSS焊縫檢查工作,只能補充進行體積性方法檢驗。
由于BOSS焊縫的焊縫厚薄不均勻且難以有效測量、焊縫表面形狀不規則等的結構特點,實施超聲、渦流等體積性無損檢驗技術方案難以實施,最終選擇采用底片直觀、拍片角度靈活的射線檢驗技術完成相應無損檢測排查工作。但BOSS焊縫一般管道內徑較小,管道內部無法放置暗袋,且相對于BOSS焊縫內徑其焊接厚度較大,檢驗區域壁厚差較大等結構特點,另外目前國內外也尚無BOSS焊縫射線檢驗相關檢驗技術和驗收標準,實施射線檢查還需明確具體的工藝參數、驗收標準等技術參數要求。
1.1 透照方式的選擇
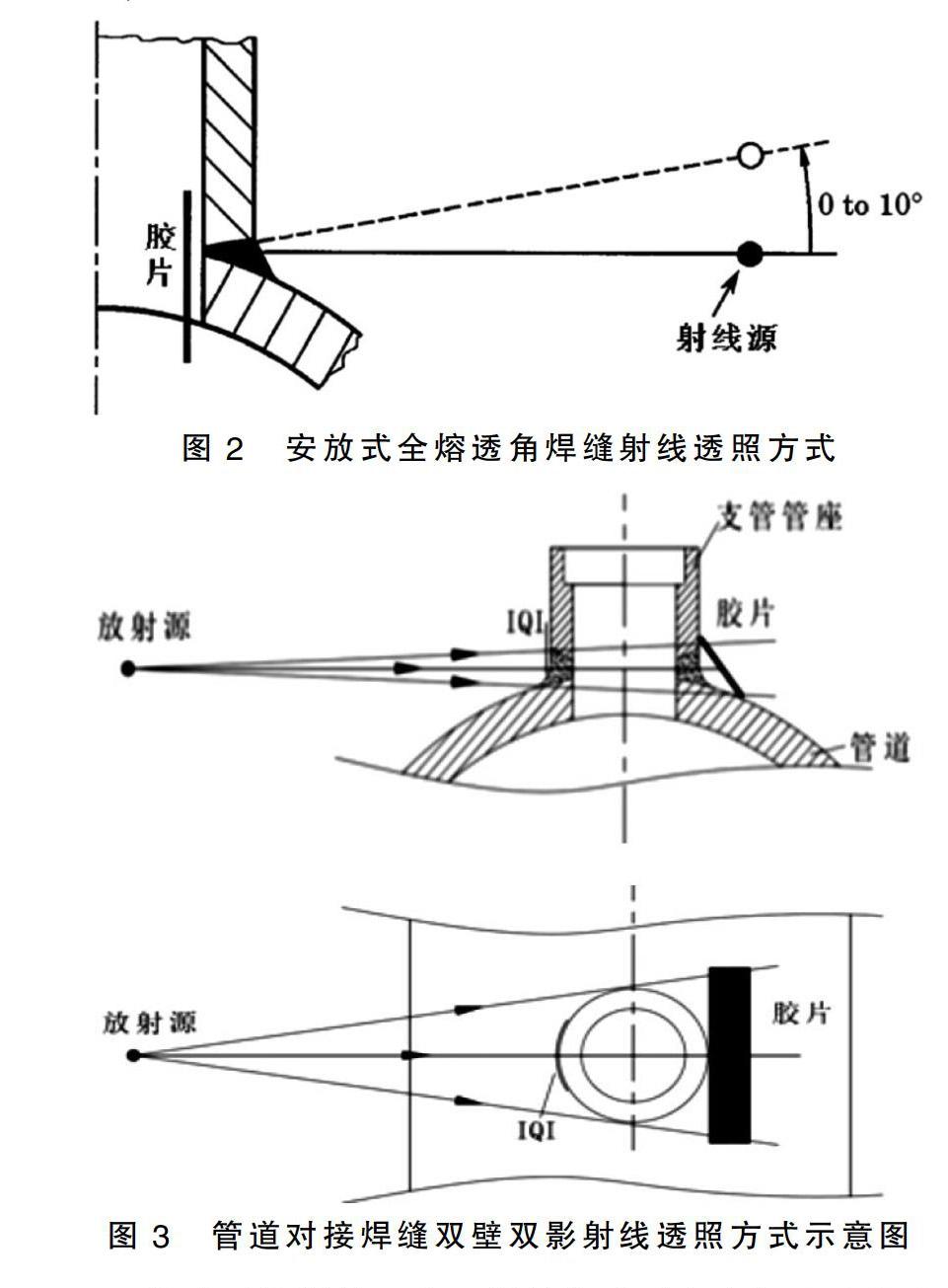
《壓水堆核島機械設備設計和建造規則》規范中,對于安放式全熔透角焊縫射線透照方式要求如圖2所示。BOSS焊縫支管內徑通常較小,管道內部無法放置較大暗袋,如果將暗袋縮小,則膠片內置有效透照長度太短無法滿足一次抽檢的全部覆蓋焊縫要求,BOSS焊縫區域100%全覆蓋檢驗時也將導致無法接受檢驗人力和工期代價。
經過研究,BOSS焊縫可以借鑒《壓水堆核島機械設備設計和建造規則》關于管道對接焊縫雙壁雙影射線透照方式實施檢驗,如圖3所示。考慮到膠片外置的因素,透照方向應選擇與BOSS焊縫母管和支管軸線均垂直的方向,將射線源置于受檢區對面管壁外側,這個方向的檢查有效范圍是最大的。
管道對接焊縫雙壁雙影射線透照方式檢驗通常采用兩次間隔角度偏離90o方向透照,但是鑒于BOSS焊縫母管和支管平面方面無法布置底片,因此最終確定的BOSS焊縫射線透照方式采用對向180°對BOSS焊縫進行雙壁雙影射線透照,每條焊縫透照兩次。
1.2 主要技術指標
1.2.1 幾何不清晰度
射線檢驗方法中底片的幾何不清晰度限值與射線源、被檢材料、透照技術均有一定關系。BOSS焊縫的焊肉厚度不均勻,如果按上述BOSS頭焊縫的非標透照方式,按照工程經驗,按幾何不清晰度不大于0.3進行要求。
1.2.2 膠片類型
按照焊縫質量等級,依據《壓水堆核島機械設備設計和建造規則》相關規定應選擇C2類膠片。但由于透照方向上的焊縫檢驗區域厚度差較大,宜選擇寬容度較大的膠片并采用雙膠片技術。考慮到BOSS頭焊縫檢驗的目標是預防性的,最終采用C3類膠片。
1.2.3 像質計
像質計應置于朝向射線源的被檢焊縫外表面上,膠片圖象質量可按考慮射線照相厚度等于壁厚兩倍來確定。對于角焊縫甚至可以放寬一個等級。
1.2.4 黑度
采用對向180°進行雙壁雙影的射線透照方式,底片黑度控制仍然按RCC-M規定將難以實現。這種透照方式與《壓水堆核島機械設備設計和建造規則》中插套焊縫的檢驗技術接近,可以參考其相關要求對圖像黑度進行控制。因被檢對象特殊,即使底片黑度不能滿足,底片質量依然可以認定為合格。
1.3 驗收標準確定
目前BOSS焊縫射線檢驗沒有可依據的規范標準,為了核電機組運行安全考慮,從BOSS焊縫的安全功能、易產生安全風險分為兩條,從嚴驗收。
(1)對安全功能等級較高的穩壓器安全泄壓管線的BOSS 頭焊縫嚴格按《壓水堆核島機械設備設計和建造規則》S7714 章節內容進行評判。
下列情況均為不合格:
c)在12e或150mm兩值中較小者的長度上,任何累積直徑大于e的鏈狀氣孔或密集氣孔。如果兩個相鄰氣孔的間距小于其中較大氣孔直徑的6倍,則可把這兩個氣孔看作屬于同一個鏈狀氣孔或密集氣孔。
d)最大尺寸L大于或等于表2中所給出數值的單個夾渣。如果兩個夾渣之間的距離小于其中較小者的長度的6倍.則該兩個夾渣被視為同一個夾渣。
e)在12e的長度范圍內,任何累積長度超過e的一組夾渣。如果兩個夾渣之間的間距小于其中較大夾渣長度的6倍,則把它們看作同一組夾渣。
(2)除穩壓器安全泄壓管線外的BOSS焊縫外,其他BOSS焊縫射線檢驗驗收標準按裂紋、未熔合、未焊透等平面型缺陷評定為不合格。另外,因非標準射線技術會明顯放大體積型缺陷,因此體積型缺陷根據中心孔影像與實際尺寸比值,換算缺陷影像實際對應尺寸后,按照《壓水堆核島機械設備設計和建造規則》中S7714章節相關規定進行驗收。
2 檢驗結果驗證
國內某電廠1號機組一回路壓力邊界43條核1級BOSS焊縫中,其中2條BOSS焊縫因BOSS焊接接頭設計方案更改采取直接更換,最終實際采用射線檢驗排查的BOSS焊縫有41條,其中合格13條,不合格28條。同時對不合格的28條BOSS焊縫實施返修后的檢驗,均檢驗合格。102大修BOSS焊縫排查占用總工期7天。
通過射線底片影像、打磨返修期間的缺陷目視檢查以及后續金相分析,在28條檢出有缺(下轉第78頁)(上接第75頁)陷的BOSS焊縫中,檢出的缺陷主要為焊渣、氣孔、未熔合等,主要位于焊縫中間層以及焊縫根部或者接近焊縫根部。經過分析,缺陷產生的主要原因為在BOSS焊縫焊接過程中未及時進行焊道層間清理,導致焊渣埋藏在焊縫內部,以及由于焊接過程中焊工運條操作不當造成坡口邊緣焊接未熔合缺陷。
通過國內某核電機組102大修BOSS焊縫的排查結果表明,上述射線透照工藝可以有效檢出焊縫中的缺陷,指導返修工作順利實施。
3 后續展望
(1)急需開發更為靈活簡單的體積性檢驗技術來對BOSS焊縫進行替代檢查,由于射線檢查需要使用放射源,輻射安全風險較高,檢查期間進行隔離清場,占用機組大修期間窗口,造成大修期間工期緊張,研制其他體積檢查技術替代檢查射線透照技術,可以更好的保障機組的安全運行和經濟效益。
(2)監管當局要求對核電機組相關的核2、3級BOSS焊縫也進一步排查,其中核2、3級BOSS焊縫比核1級BOSS數量多了一個數量級,且監管單據要求在最近三個燃料循環周期內完成核2、3級BOSS焊縫排查和處理,BOSS焊縫排查占用機組大修工期、人力資源等面臨更大的挑戰。
(3)BOSS焊縫缺陷易發的經驗反饋需盡快反饋到后續在建機組,在后續類似設備和管道制造過程中應從嚴制定檢查工藝,優先選用體積方法檢查,避免設備和管道投用后對核電機組運行造成安全影響。
【參考文獻】
[1]壓水堆核島機械設備設計和建造規則(RCC-M2000年版及2002年補遺).
[2]吳偉幫,許金才,核電廠BOSS頭焊縫的無損檢測要求,無損檢測,201,40(3):51-55.
[3]張發云,趙立彬,嚴得忠等,小尺寸支管接頭(BOSS頭)焊接質量影響分析及其工藝改進,核安全,2018,17(1):34-37.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
