電腦橫機雙系統編織優勢及其存在問題
2019-04-24 03:37:38王新泉董瑞蘭喬建成
毛紡科技 2019年4期
王新泉,董瑞蘭,丁 慧,喬建成
(內蒙古鹿王羊絨有限公司 技術中心,內蒙古 包頭 014040)
目前針織毛衫系列產品大部分采用電腦橫機編織,而生產中的電腦橫機以雙系統編織為主。加工生產企業的管理人員為了按時或提前交貨、縮短生產周期、追求產量、提高生產效率、降低生產成本,常使用雙系統編織。雙系統編織雖然存在很大優勢,但在生產中也存在很多問題。本文針對雙系統編織的優勢和生產存在的問題進行研究分析,并結合實際生產過程中的經驗和數據,提出相應的解決方案,對企業生產管理和設備調試人員具有一定的參考價值。
1 雙系統橫機編織原理
機頭前后山板上配置2套編織系統的電腦橫機稱為雙系統電腦橫機[1]。雙系統電腦橫機控制系統一般由運動控制系統、數據通信裝置、智能監測裝置和上位機軟件等組成[2]。雙系統電腦橫機適合編織比較復雜的花型,可以實現雙系統編織和雙系統翻針,1個系統編織1個系統翻針,或者是2個系統同時編織,或者是2個系統同時翻針。本文的雙系統編織是指2個系統同時編織,機頭移動一次,2個系統各帶1把導紗器(紗嘴或紗線)編織2行(1轉)線圈,相當于單系統編織效率的2倍。
2 雙系統編織的優勢
2.1 生產效率高
提高生產效率是大多數生產管理人員選擇雙系統編織的主要原因。雙系統編織在大貨生產時,在節省時間、提高生產效率方面起到了不可忽視的重要作用[3]。從理論層面分析,單系統采用1把導紗器編織時,機頭1個往返編織2行(1轉),而雙系統采用2把導紗器編織,機頭1個往返編織4行(2轉),在相同速度的條件下,雙系統編織是單系統編織效率的2倍。從生產層面分析,分別使用單系統編織和雙系統編織同一件素色平針針織產品,在機頭移動速度相同的情況下,記錄單系統編織和雙系統編織的時間,結果如表1所示。其中:機頭移動速度為:高速60 m/s、中速40 m/s、低速30 m/s;使用日本島精SES122-S機型,機號12,26 Nm/2、100%羊絨紗線,產品拉密為11行/25.4 mm;雙系統編織在拷針、半行減針、正反針的位置時,機頭自動變為單系統編織,一個系統編織,另一個系統翻針,增加了機頭空跑過程;忽略人為因素及其他不可預估因素。
由表1可以看出,在編織相同平針產品時,單系統編織所用時間為66.30 min,而雙系統編織所用時間為39.84 min,雙系統編織要比單系統編織節省26.46 min。按照每臺電腦橫機每天工作24 h計算,單系統編織產量約為22件,而雙系統編織產量約為37件,雙系統比單系統每天每臺要多織15件。生產實踐證明,雙系統編織效率遠高于單系統編織。
2.2 改善織物歪斜
紡紗工藝、原料比例、紗線捻向、捻度和股數以及紗線的未充滿系數等因素直接影響產品的物理性能[4]。如果出現股紗捻度、捻系數大小不同的情況,采用雙系統編織,利用捻度較大的股紗和捻度較小的股紗交替編織,可以緩解因紗線造成的扭曲紋路,有效改善織物的歪斜程度。
2.3 避免織物邊緣破損
生產設備經過長時間、大批量生產,其織針、毛刷、壓腳、導紗器、卷布拉力等均會受到磨損[5],功能減弱,以及針槽間的污物未能及時清理、上油,在加減針或拷針過程中,會造成織物邊緣織針形成不了新線圈,破損、爛邊的情況時有發生,這在織造生產過程中是普遍存在的一種現象。基于這種現象,如果一些配件無法及時更換、維修或清理,利用雙系統編織,2把導紗器2根紗線相互交替編織,邊緣的線圈相互纏繞交叉,拉伸性能增加,可以彌補成圈時受力不均。另外,在加針時,不考慮機頭加針方向,可較大改善和避免織物邊緣破損、爛邊的概率。
2.4 規避因紗線粗細不勻造成衣坯薄厚襠
紗線質量主要取決于成紗的均勻度[6],紗線粗細不勻,毛粒增加等影響條干不勻,織物表面形成突起或凹陷,直接造成下機衣坯出現薄厚襠,嚴重影響產品質量、降等率增加。基于上述情況,利用雙系統編織,2把導紗器分別帶入粗細不勻的2根紗線成圈編織。粗細不勻的2根紗線在成圈過程中變為隨機位置,線圈大小均勻,這樣2根紗線相互彌補、相互制約,能夠減小和縮短衣坯薄厚襠問題,使產品質量得到保障,產品降等率得到控制。
3 雙系統編織存在問題及解決辦法
3.1 存在問題
3.1.1紗線浪費嚴重
紗線浪費嚴重是雙系統編織的主要問題之一。由于電腦橫機設備本身不穩定、紗線原料、人為等多種因素,雙系統編織要比單系統編織產生的廢片多,有時會超出生產用紗的預測范圍。下機衣片在半成品工序檢查后確定無法修補時,需要在打紗機上進行拆片打紗,完成紗線再利用,在拆片打紗過程中,會造成相當大比例的紗線浪費,甚至有些紗線在經過打紗后,出現強力下降、物理性能降低、紗線接頭多、帶入異色紗或彈力絲等現象,如果未能及時發現,會造成無法再循環利用繼續編織的情形,增加企業回絲、庫存紗、小管紗數量。按照100%純羊絨紗線核算,平針女衫款下機衣坯質量按照220 g/件(前片75 g、后片75 g,袖片35 g×2),按1元/g的價格計算,紗線價格為220元,如果衣片有疵點無法修補,需要拆片打紗,在拆片打紗過程中,按照最保守測算和估算,每片衣片要損失約3~5 g羊絨紗線,一件衣服經過拆片打紗后不夠再織1件衣服,因此會損失10 g左右的紗線,即增加10元成本。另外,由于前期紗線浪費嚴重,在生產大貨尾期時,有時會出現紗線數量不足,需要增加用紗量,影響產品交貨時間,增加企業的生產成本。
3.1.2下機織物疵點增加
由于紡紗過程會使原紗產生如毛粒、粗結、扭結等瑕疵[7],再經過織造工藝,因紗線自身原因、織造設定條件不當、機械故障不穩定、人員操作疏忽等多種不可預知的因素,經過雙系統編織,會產生下機織物破洞、掉套、蝴蝶針、半絲、半匹套等多種疵點。中途停機、落布過程,采用雙系統編織時產生的疵點率要高于單系統編織,增加了下道工序半成品檢驗的修補量,返工率增加,工序間的正常快速流轉受到制約,形成瓶頸,同時也影響織物美觀,從而降低產品價值。
3.1.3打紗設備及人員配備增加
雙系統編織產生的大量廢片,需要拆片打紗,以使紗線循環再利用。由于雙系統編織是2把導紗器同時喂入成圈,所以拆片打紗時,必須使用帶有紗輪的專用打紗機才能完成。帶有紗輪的打紗機如圖1所示,a位置是打紗機紗輪,先將2根紗線繞到a位置的紗輪上,然后再繞到b位置的紗輥上,以便快速完成拆片。目前,有些企業的打紗機沒有安裝a位置紗輪,僅安裝有b位置的紗輥,無法正常完成拆片打紗。如果采用雙系統編織,輔助打紗機設備,必須有“紗輪”裝置裝配,否則,需人工進行拆片打紗,2人一組手工纏繞紗線,速度慢、接頭多、效率低,嚴重影響拆片紗的及時使用和正常生產。
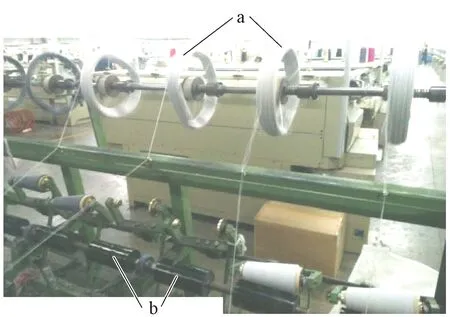
圖1 帶有紗輪的打紗機
3.1.4多變的設備調試數據
雙系統編織單面織物時,會出現密度不均勻、織物不平整的現象(或稱“車花”或“字碼不勻”),這是因為電腦橫機機頭中的度目三角經過長期作用產生偏差所致[8]。單系統編織僅設定一個系統度目值即可,而雙系統編織需2個系統度目值分別設定。雙系統度目值設定如表2所示。根據密度不勻程度,分開調置[9],數值差異有時會較大,并且每臺橫機之間,即使采用同一度目值,織物下機的松緊密度也不盡相同,而且紗嘴越多,張力控制器的松緊程度越難調節,變量多,產生極大的不穩定性,需要質量人員隨時查看,發現問題及時修正,盡量將每臺橫機度目值調節一致,以發揮橫機最大效率和價值。
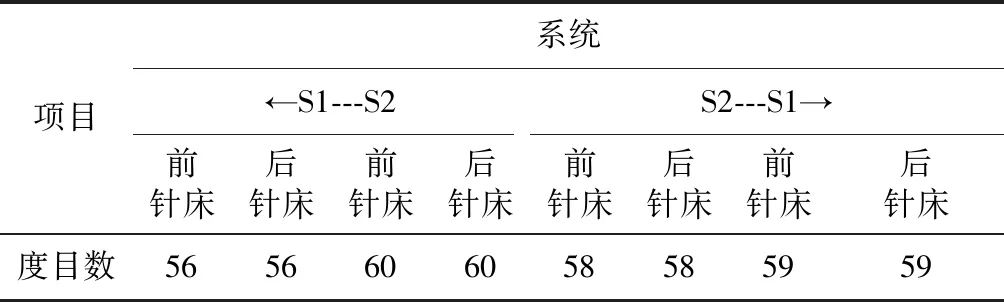
表2 雙系統度目值設定
注:S1、S2分別表示系統1和系統2,箭頭代表機頭行進方向
3.1.5對導紗器數量及卷速的要求
普通開領分片單系統編織需要2把導紗器,而雙系統編織需要4把導紗器。雙系統編織時,對導紗器數量需求是單系統編織的2倍。如編織暗放補眼產品(或稱“勾耳仔”“挑半目”),常規需要烏斯座寬度在4.2~4.6 cm之間才能正常編織,而每臺電腦橫機的這種導紗器標準配置數量是1把[10],如果采用雙系統編織,只能將另外一臺電腦橫機的導紗器安裝到雙系統編織的機臺上,才能使用雙系統編織,造成另外一臺電腦橫機無法編織其他類型產品,大貨不能全部開臺,造成生產效率下降,這也是企業生產管理人員考慮的一個重點。另外,雙系統編織時,對卷速拉力的要求也較高,由于電腦橫機經過長期生產,起底板及主副羅拉拉力裝置長時間作用,難免使某段起底板復合針損壞或羅拉皮輥嚴重磨損,電腦橫機起底板裝置有復合針損壞現象,雙系統編織柳條組織織物時,集圈吊目在織針上會呈現雙線圈或多線圈狀態[11],卷速及拉力未能及時均勻作用,新線圈第一時間未被有效拉下[12],就會造成織物疵點率增加。
3.1.6織物組織的限制
雙系統編織對電腦組織有一定的限制,不是所有織物組織都適合雙系統編織。適合雙系統編織的組織有:素色平針組織、2~3色彩條組織、羅紋抽條類組織、柳條組織、波紋類組織;不適合雙系統編織的組織有:正反針組織、網眼挑孔組織、移圈組織[13-14]、絞花組織、添紗組織、毛圈組織、提花組織及電腦變化復合組織等[15-16]。基于電腦組織中有翻針和移針動作,雙系統編織時,會將雙系統編織分解出來,1個系統帶導紗器編織,另1個系統用于翻針,機頭空跑回再帶另1個導紗器編織,達不到雙系統編織的效率,與帶1把導紗器的單系統編織效率是相同的。
3.2 解決辦法
3.2.1設備狀況
管理人員要清楚和了解每臺電腦橫機自身設備的車況,車況好壞對是否適合設計雙系統編織起著決定性因素。機修維護人員要將每臺設備的各部位零配件調節到最佳狀態,以便編織時設備能夠發揮最大效率。
3.2.2紗線質量及數量
紗線質量是決定使用雙系統編織的一個主要因素。當紗線粗細出現不勻時,使用雙系統編織,可以較大改善下機織物薄厚檔的現象。在生產之前,管理人員需要對紗線數量進行總體核算,如果紗線用量計算準確,剩余較少時,建議盡量不使用雙系統編織。雙系統編織會造成較大的紗線消耗損失,應防止生產后期出現紗線余量不足,從而影響產品交期的情況。
3.2.3設備調試數據
使用雙系統編織時,需要對導紗器裝置、卷布拉力、密度、毛刷、挑紗張力、測紗等機器數據進行適當調節,盡量減少下機疵點的產生,提高下機織物的質量,最大化提高生產效率。
3.2.4人員配備
雙系統編織會增加織物疵點,相應的下機織物修補量增加,因此需要相應增加人員進行織物修補。另外,雙系統編織會產生大量廢片,根據打紗設備增加相應的打紗人員,也是生產管理人員需要注重考慮的一個重要問題,以便快速、高效完成拆片打紗。
3.2.5其他方面
電腦組織和款式設計是選擇雙系統編織的條件之一,款式和組織太復雜不適合進行雙系統編織。
4 結束語
紡織產業是一個勞動密集型產業,人員減少和人員流動、成本增加、行業間競爭等因素,隨時都會影響和制約企業的發展。創新、提高生產效率,降低生產成本,生產高質量、高標準的產品,是企業生存的主要目標。因此,企業生產管理人員需要權衡雙系統編織的優勢及其存在問題,化解和減小二者的矛盾,結合實際生產,考慮成本核算,最終決定該批大貨產品是否利用雙系統編織,合理安排生產。
猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
Coco薇(2017年7期)2017-07-21 07:16:04
