波面檢定儀無線調節單元的限位系統設計
2019-04-26 01:43:14唐壽鴻盧慶杰
光學儀器 2019年1期
朱 碩,韓 森,唐壽鴻,盧慶杰,王 芳
(1.上海理工大學 光電信息與計算機工程學院,上海 200093;2.蘇州慧利儀器有限責任公司,江蘇 蘇州 215123)
引 言
隨著科學技術的發展,對儀器的加工制造精度有了更高的要求。在進入納米制造的今天,檢測和制造兩者形影相隨。波面檢定儀作為光學領域中十分重要的精密檢測儀器,被廣泛應用于高精度檢測中。傳統波面檢定儀的調節大都是手動調節,其操作相對復雜,調節速度慢、調節效率低且受人為因素影響較大。對此,上海理工大學和蘇州慧利儀器有限責任公司研究出通過無線遙控的方式進行調節的方案,解決了波面檢定儀手動調節的一系列弊端。調節控制單元主要由高精密直流電機執行,在執行過程中,電機的轉動不是隨意進行的,而是在達到一定位置時,需要及時停止并反饋相應的信息[1-2]。
為了實現對波面檢定儀無線調節單元的限位控制,本文提出了一套限位系統設計方案。硬件設計采用CC2530控制模塊與限位電路相結合的方式,同時在IAR Embedded Workbench開發環境中編寫限位程序,并且通過MSComm串口通信上位機程序獲取控制板ADC模塊采集到的信息,以方便觀察限位狀態是否及時準確地傳輸到控制模塊中。通過實驗驗證可知,該限位系統在限位控制中具有良好的可行性。
1 波面檢定儀工作原理及限位系統設計
1.1 波面檢定儀工作原理
波面檢定儀是一種利用光學干涉計量原理進行測量的儀器,儀器中的兩路光經參考面與被測樣品后存在一定的光程差,從而產生干涉條紋,再通過CCD相機對產生的干涉條紋進行采集和分析,就可以對待測樣品的表面形貌等信息進行準確測量。該儀器具有精度高、非接觸、快速、抗干擾等特點[3-4]。圖1為利用精密直流電機驅動調節波面檢定儀示意圖,圖中由電機驅動濾光片旋轉,當漸變濾光片旋轉時光透過率連續改變,由此可以調節干涉條紋的強度[5]。調整光強過程中,需保證光強在CCD的線性響應區間內,故調節需要有一定的范圍限制。
1.2 精密直流電機極限位置停止方案
利用無線調節裝置對波面檢定儀進行調節,當精密直流電機旋轉到一定程度時需要對電機工作及時停止。此時通過限位開關來限制精密直流電機轉動的行程,并利用機械部件的移動使限位開關按下或彈起來實現接通或斷開電路。在限位系統中,我們使用常開型單刀雙擲開關來改變精密直流電機的運動狀態。
1.3 確定限位狀態方案
限位模塊對精密直流電機限位時,需對精密直流電機達到極限位置的狀態進行獲取。獲取限位信息的方案如圖2所示,本方案充分利用現有CC2530控制模塊的單片機引腳,盡可能地利用I/O口做外設使用,并使用單片機內部集成的ADC模塊實現對精密直流電機限位狀態的獲取。本方案使用CC2530單片機的一個引腳作為信號的ADC輸入,并將參考電壓設為3.3 V,因不同的開關對應不同的電阻值,故ADC模塊采集到的電壓也就各不相同。通過設計的電路將不同微動開關觸發的信號轉換為0至3.3 V的電壓模擬量,A/D轉換模塊再將電壓模擬量轉化成單片機可識別的數字量。
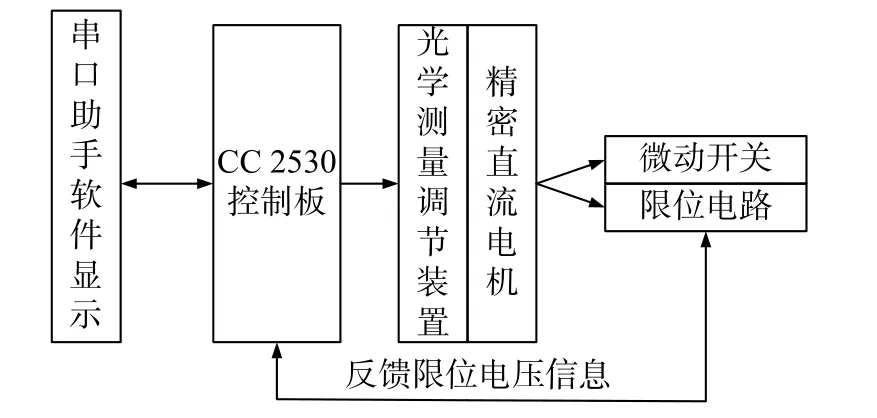
圖2 限位信息獲取方案Fig. 2 Position limit information acquisition design
2 限位系統硬件設計
波面檢定儀限位系統主要由無線遙控模塊控制,并由CC2530芯片的一個引腳獲取限位信息。電源模塊給CC2530控制板提供12 V和5 V的電源,分別給驅動電機和邏輯部分供電。限位系統硬件結構如圖3所示。在實驗中,CC2530控制板通過控制L298N驅動板使精密直流電機工作,當電機某個方向轉到極限位置時觸發限位開關,使電機停止運動[6]。
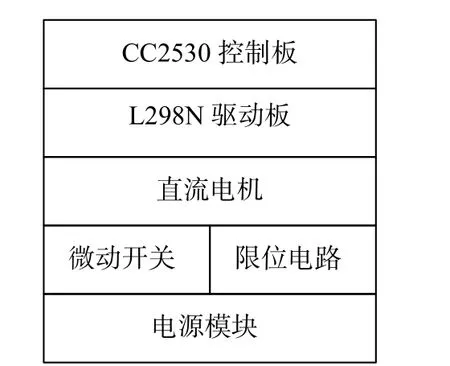
圖3 限位系統硬件結構圖Fig. 3 Position limit system hardware structure
圖4為限位電路原理圖,精密直流電機正轉到極限位置時觸發微動開關K11,反轉到極限位置時觸發限位開關K12。限位開關觸發時,設置電阻R1與R2不同,單片機所采集到的電壓會不相同,根據電壓值大小即可判斷出精密直流電機的極限位置。觸發的限位開關通過ADC模塊將限位信息傳達到控制模塊,控制板進而讀出調節單元的限位信息。
3 限位系統軟件設計
本實驗中波面檢定儀無線調節單元的限位系統是基于TI公司提供的Basic RF協議,為系統提供一個數據鏈層并且用于兩個節點的通信。限位模塊控制程序主要使用C語言編寫,通過按下無線調節的遙控板功能按鍵將指令發出。當調節單元達到極限位置時,即觸發限位開關使精密直流電機停止目前方向的運轉,同時改變相應引腳電平,為下一步調節做準備[7]。
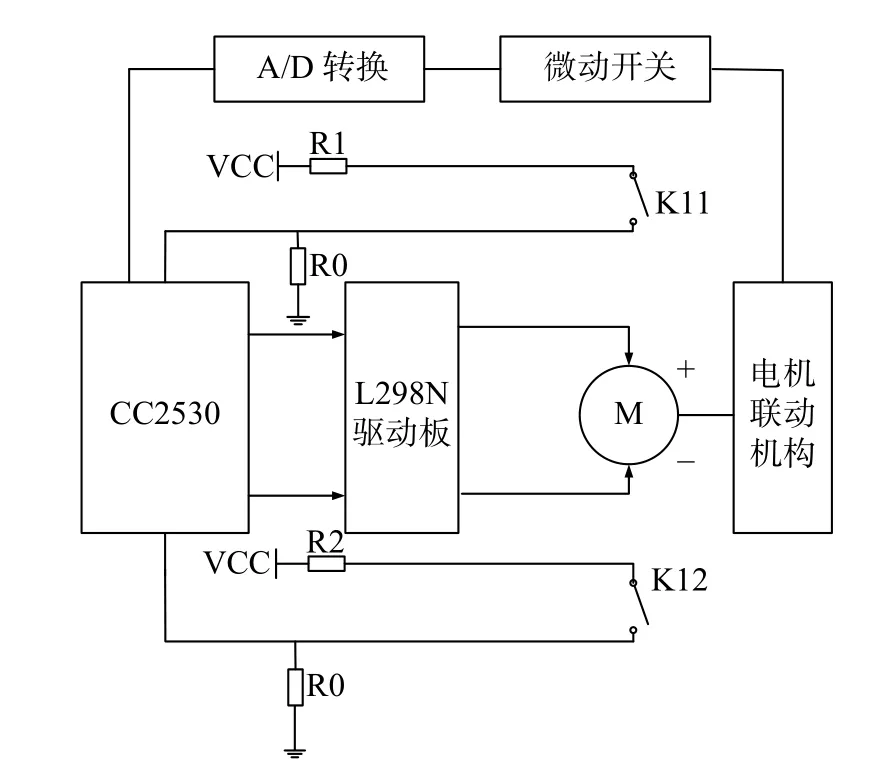
圖4 限位電路原理圖Fig. 4 Position limit circuit
在精密直流電機運轉過程中,通過改變PWM波的占空比對精密直流電機轉速進行調節。在限位系統控制程序中,設定三種不同的脈沖寬度調制方式,對電機低速、中速及高速的運動進行控制,這樣就可以在使用波面檢定儀測量樣品時,結合干涉條紋圖像選擇不同的調節速度進行調節。在軟件系統中編寫了MSComm串口通信上位機程序,以此對CC2530控制板ADC模塊采集到的電壓信息進行獲取和顯示,檢驗限位狀態是否及時準確地傳送到單片機。限位系統程序流程如圖5所示。
4 實驗結果
通過對限位系統硬件平臺搭建和控制程序編寫,實現了對波面檢定儀無線調節單元的限位要求。實驗中,當精密直流電機達到極限位置時可以及時停止,并通過MSComm串口通信上位機程序直觀地看到ADC模塊采集到的限位電壓信息。圖6即為精密直流電機在正轉過程中達到極限位置時反饋回來的限位電壓信息。
當ADC模塊獲取限位電壓后,CC2530控制模塊對采集到的限位電壓進行判斷,繼而執行相應的指令,限位電壓誤差允許范圍為±0.2 V。不同限位開關觸發時的理論電壓是不相同的,為了進一步驗證限位系統設計的可靠性,還搭建了原理相同的另外兩套限位系統,分別用K21、K22和K31、K32表示兩套系統中的開關,且每個開關串聯的電阻不同。通過串口軟件助手采集到的限位電壓如表1所示。
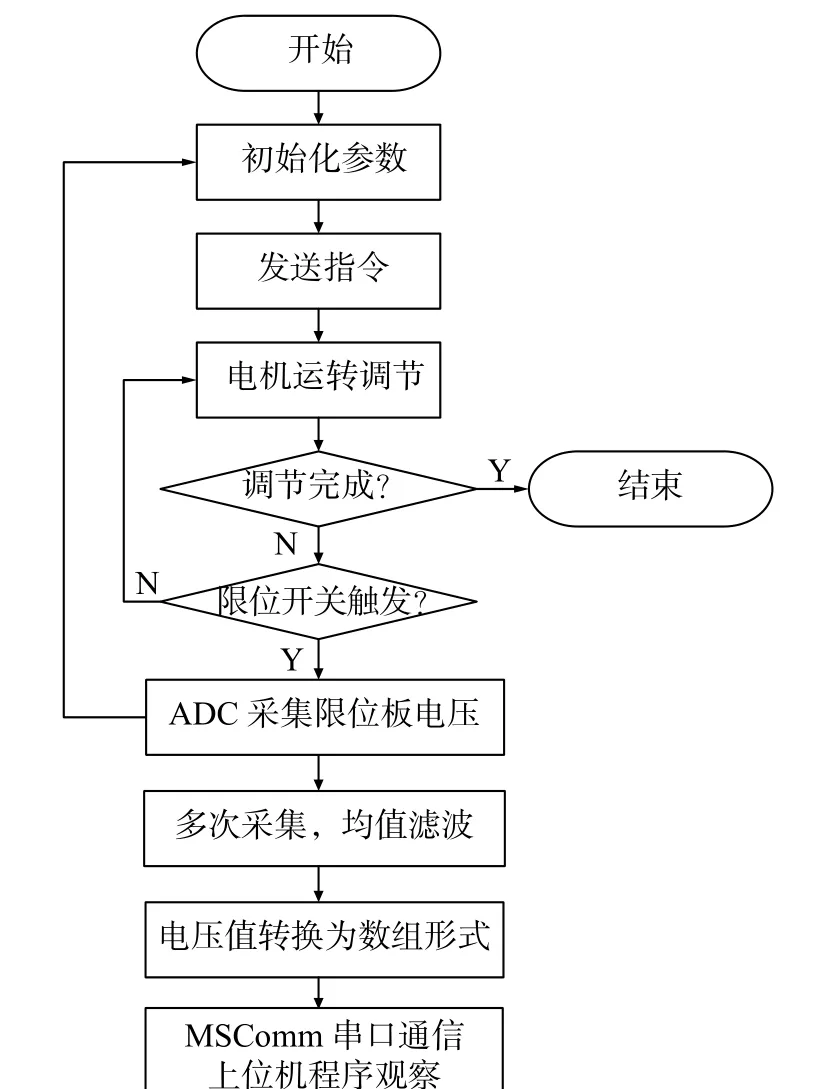
圖5 限位系統程序流程Fig. 5 Position limit program process

圖6 電機正轉達到極限位置時的串口顯示圖Fig. 6 The serial port display when the motor reaches the limitation
5 結 論
本文針對波面檢定儀中精密直流電機旋轉有極限位置的情況,設計了相應的限位系統。該限位系統利用限位開關來實現精密直流電機極限位置的控制,在限位電路中,采用CC2530單片機的ADC模塊獲取觸發限位開關的信息并判斷精密直流電機的限位狀態。波面檢定儀無線調節單元的限位系統實現了對調節單元的限位控制,避免了無線調節波面檢定儀時單向卡死及過度調節的問題。通過限位系統的使用,確保了精密直流電機與機械結構及光學部件高精度配合的要求,進而保證了對待測樣品面形的精確測量。
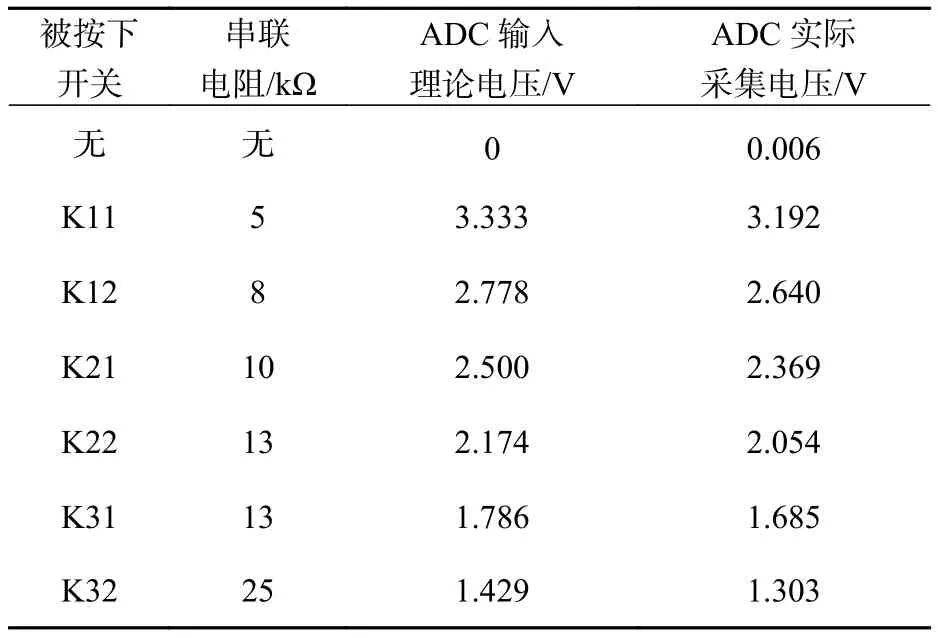
表1 限位電路理論輸入電壓和實際采集電壓Tab. 1 Position limit circuit theoretical input voltage and the actual acquisition voltage
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2019年13期)2020-01-14 03:15:28
裝備制造技術(2019年12期)2019-12-25 03:06:46
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
電子制作(2018年12期)2018-08-01 00:48:04
家庭影院技術(2017年9期)2017-09-26 03:41:45