FHUDS-5FHUDS-6催化劑在柴油深度加氫脫硫裝置的工業應用
2019-05-07 09:31:28陳文奇
石油煉制與化工 2019年5期
陳 文 奇
(中國石化鎮海煉化分公司,浙江 寧波 315207)
柴油作為車用燃料油,燃燒后將生成硫化物(SOx)和氮氧化物(NOx)以及其他污染物,尾氣排放會造成大氣污染。我國柴油具有密度大、硫含量高、芳烴含量高以及十六烷值低的特點,為了滿足環保要求,柴油質量升級勢在必行[1]。柴油加氫脫硫是改善柴油品質的重要手段,中國石化鎮海煉化分公司(簡稱鎮海煉化)第七套柴油加氫裝置(簡稱Ⅶ加氫)以直餾柴油、催化裂化柴油、焦化柴油和沸騰床渣油加氫柴油為混合原料,采用中國石化大連(撫順)石油化工研究院(簡稱FRIPP)研制的FHUDS-5FHUDS-6組合催化劑[2],生產滿足國Ⅴ標準的柴油,加工能力為3.0 Mta。裝置于2017年1月25日建成中交,3月28日一次投料開車成功。正常運行6個月后,對裝置進行了72 h標定。以下主要結合裝置投產15個月來的運行情況和催化劑標定結果,介紹FHUDS-5FHUDS-6組合催化劑在鎮海煉化3.0 Mta柴油深度加氫裝置上的工業應用情況。
1 催化劑裝填及預硫化
1.1 催化劑性質
相比于FRIPP研制的FHUDS系列中其他催化劑[2],FHUDS-5通過添加適宜的無機和有機助劑,顯著提高其B酸含量,使其在高溫時烷基轉移性能高于FHUDS-2、FHUDS-3等催化劑,很好地解決了在反應壓力低、空速較大等苛刻條件下脫除4,6-二甲基二苯并噻吩(4,6-DMDBT)類大分子硫化物的問題。在FHUDS-5基礎上開發的FHUDS-6催化劑以Mo-Ni為活性組分,具有孔體積大、比表面積高、機械強度高等特點,適宜加工焦化柴油等劣質柴油原料[3-5]。表1為FHUDS-5、FHUDS-6和裝置其他催化劑的的性質。
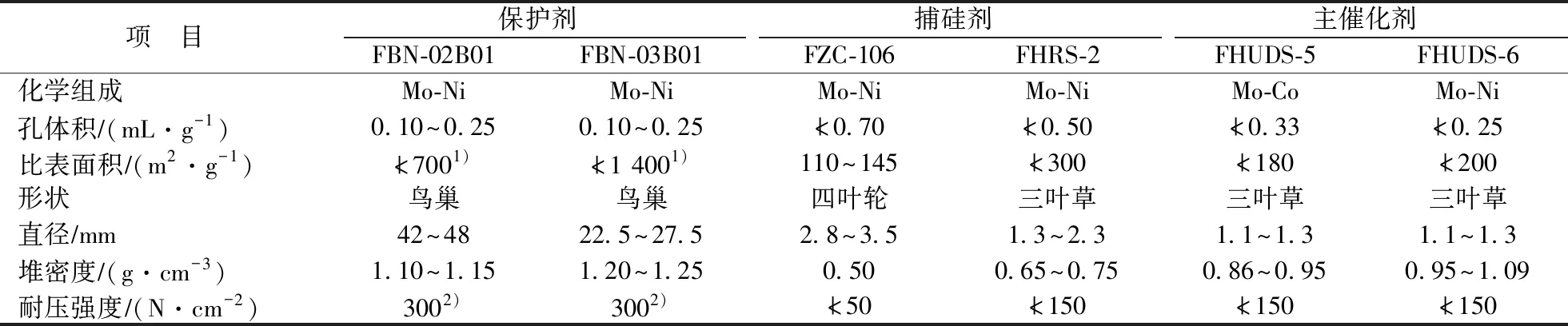
表1 催化劑的性質
1)單位為m2m3。
2)單位為N粒。
1.2 催化劑裝填
Ⅶ加氫反應器直徑為5.2 m,高約32 m,為同時期國內加氫裝置最大反應器。催化劑分上、中、下3個床層,頂部裝有預分配器,床層之間設有冷氫箱和再分配盤,保證物料的均勻分配。共裝填主催化劑444 t,采用普通裝填和密相裝填結合的方式,由專業裝劑公司完成。考慮原料摻煉焦化柴油和催化裂化柴油的比例較大,反應器頂部配有多級保護劑級配裝填,從而達到容垢,脫金屬、焦粉及少量硅的目的。具體裝填數據見表2。
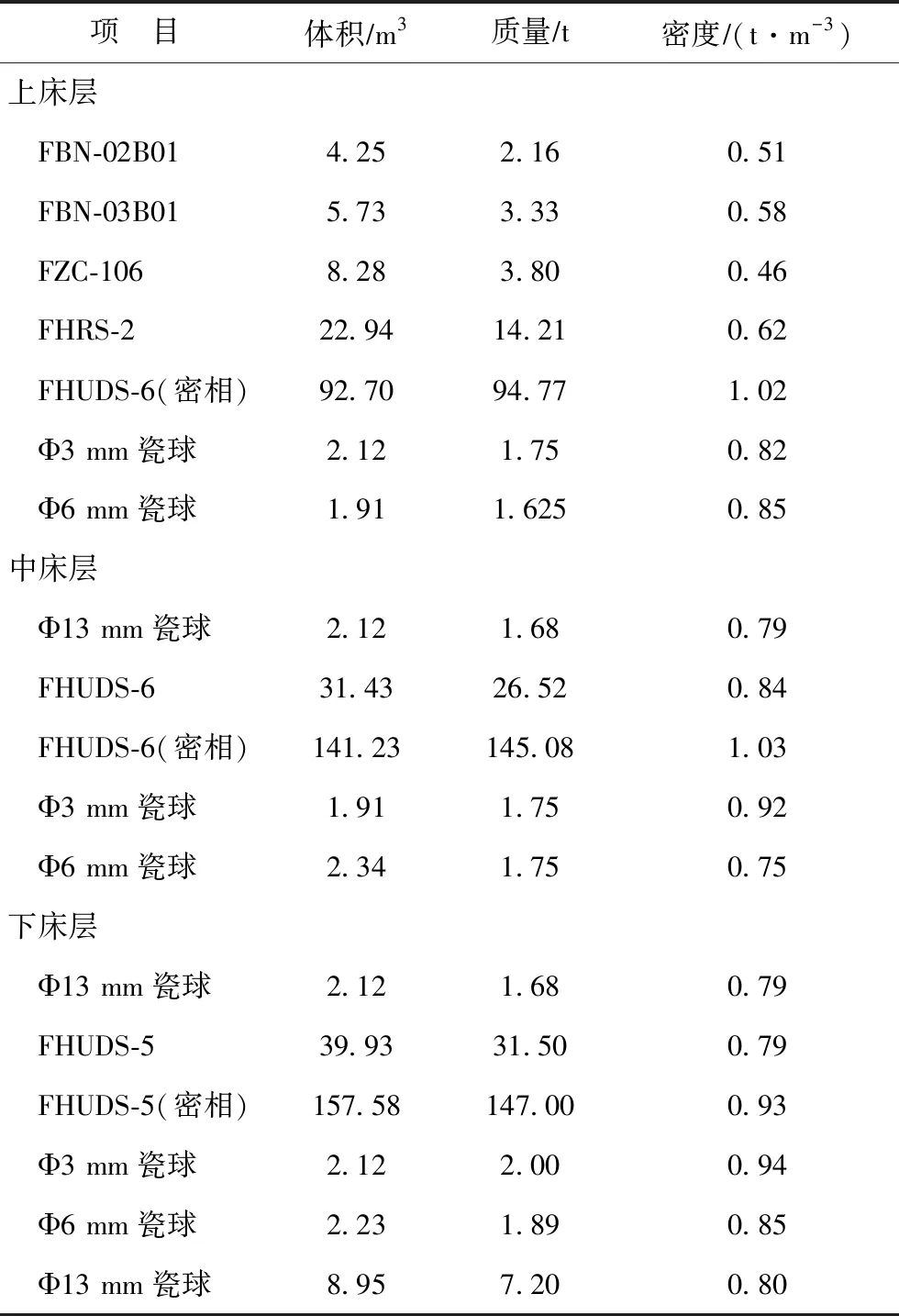
表2 催化劑裝填數據
柴油加氫反應器測溫采用多點柔性熱電偶,共有8層熱電偶,每層有6個檢測點,共48個測溫點。熱電偶安裝和催化劑裝填同步進行,施工過程中由于熱電偶支架預焊件與熱電偶支架螺栓孔不匹配、連續陰雨天氣等問題的影響,加之反應器內徑較大,導致催化劑裝填難度加大,整個裝填過程共歷時13天。從15個月的運行情況和產品質量來看,開工后第一床層底層徑向溫差接近12 ℃,而其他床層徑向溫差均不大于5 ℃,且溫差維持穩定,沒有進一步增大,說明催化劑裝填質量較為一般,尤其是第一床層存在偏流現象。但從產品質量來看,催化劑性能并未受影響。
1.3 催化劑預硫化和初活穩定
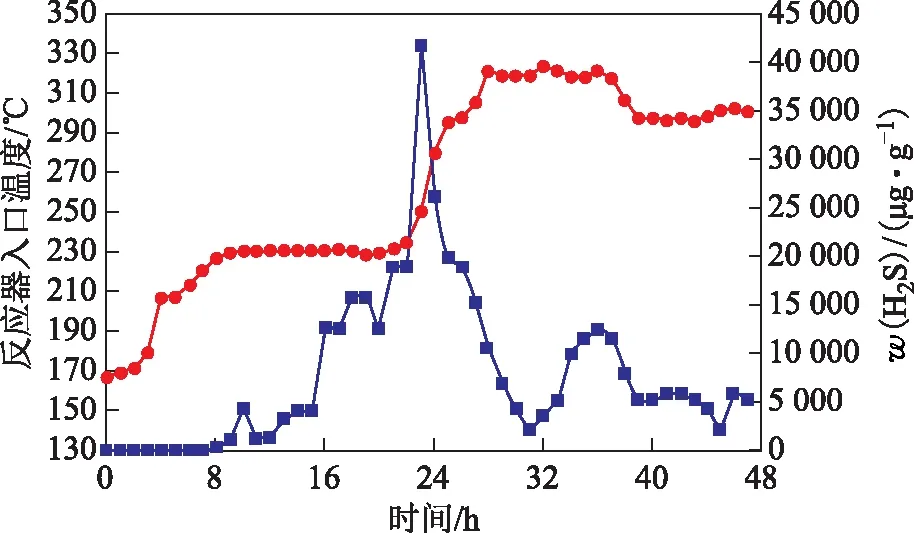
圖1 硫化溫度控制曲線●—反應器入口溫度; ■—循環氫中H2S濃度
2 催化劑性能標定
裝置開工完成并平穩運行6個月后,于2017年9月24—27日對裝置進行了72 h的滿負荷催化劑性能標定。
2.1 原料油性質
由于渣油加氫裝置尚未開工,標定期間混合原料油由直餾柴油(57.71%,質量分數,下同)、催化裂化柴油(24.41%)和焦化柴油(17.88%)組成,其中催化裂化柴油為MCI工藝柴油,加工難度更大。表3為標定期間混合原料油的性質。由于沒有摻煉沸騰床渣油加氫柴油,故原料密度較設計值低,最高為879 kgm3;同時原料硫質量分數最高為1.05%,低于設計值1.37%。混合原料的平均十六烷值為41.5,總氮質量分數均值為498 μgg,新氫純度在98%以上,均在設計范圍之內。
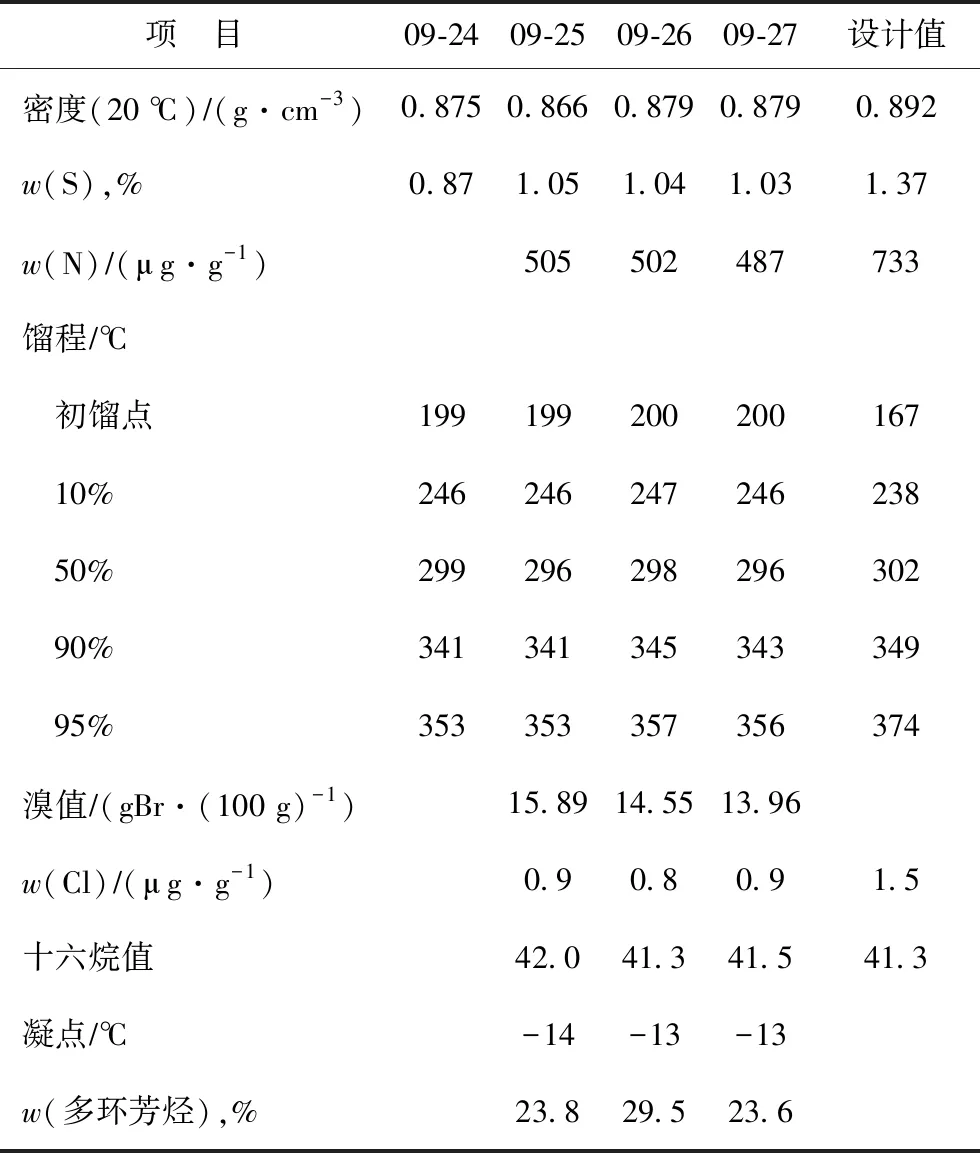
表3 標定期間的混合原料油性質
2.2 主要操作條件
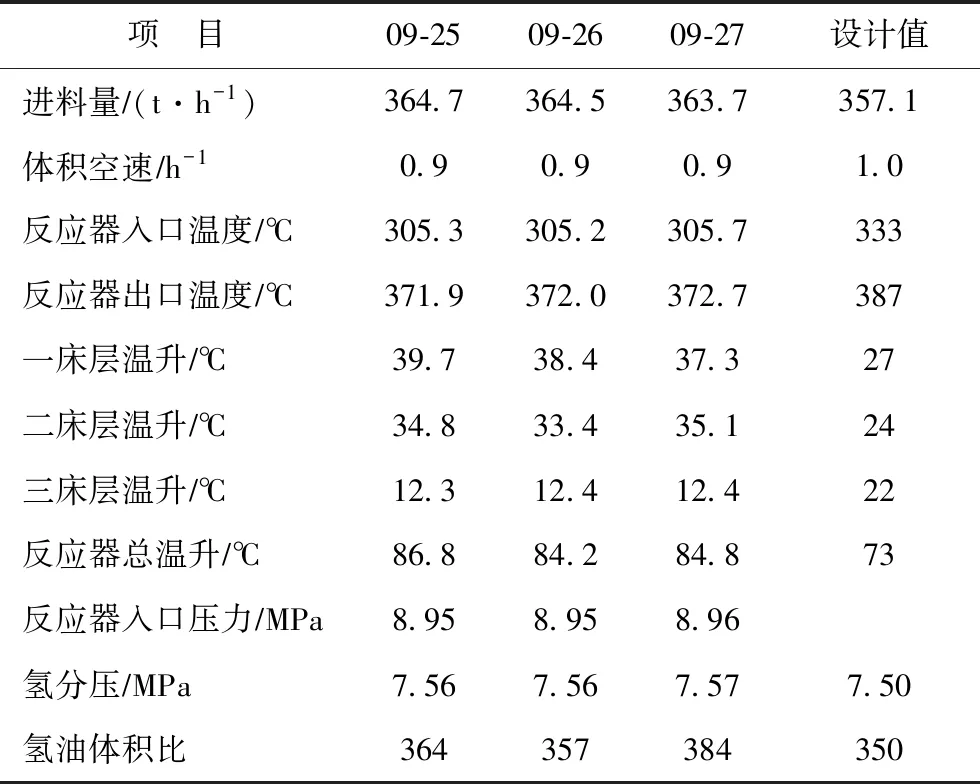
表4 標定期間的主要操作條件
2.3 產品性質
表5為標定期間精制柴油產品的主要性質。從表5可以看出:精制柴油平均硫質量分數從10 000 μgg左右降至4.7 μgg,平均脫硫率達到99.96%,脫硫效果較好;總氮含量滿足質量要求;平均多環芳烴質量分數從25.6%降至5.4%,平均十六烷值提高4.1個單位。
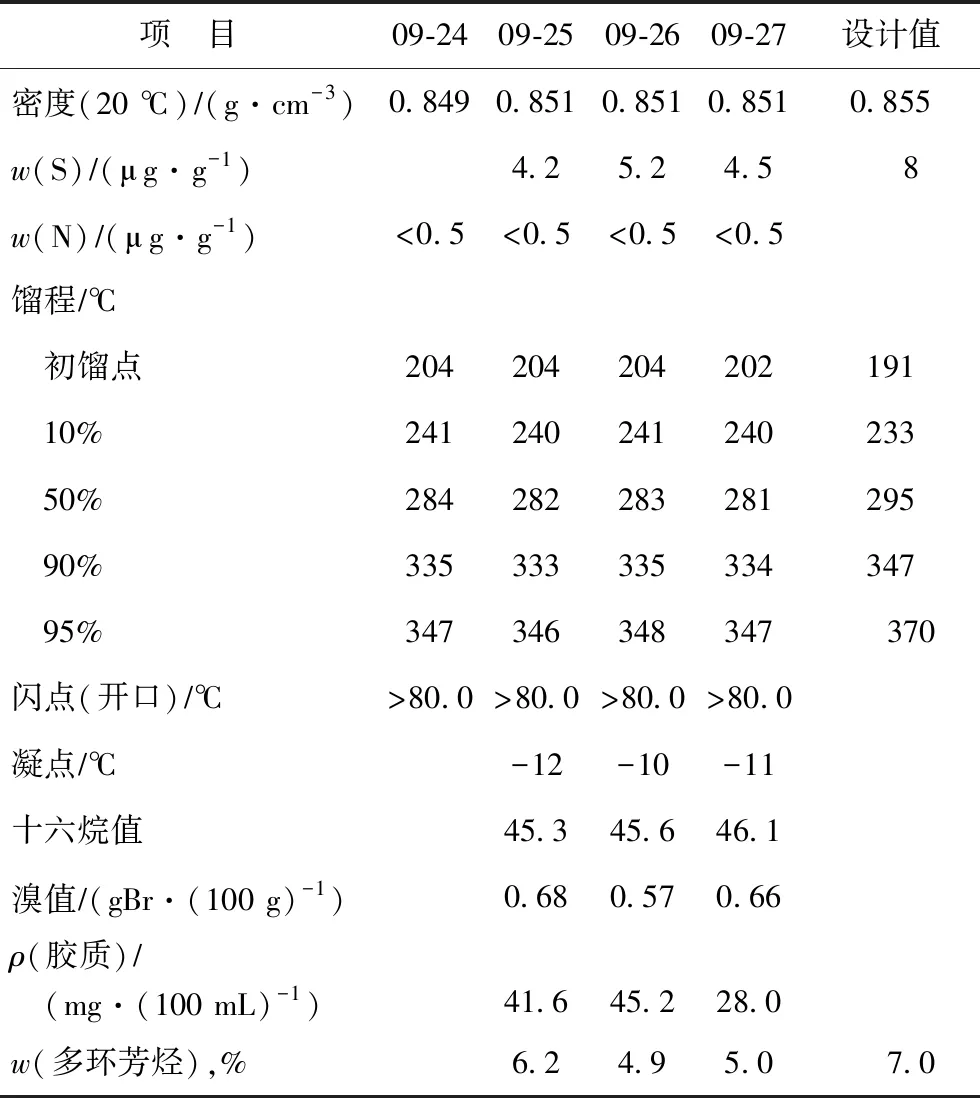
表5 標定期間的產品性質
2.4 物料平衡
表6為標定期間的物料平衡數據。從表6可以看出,標定期間裝置物料平衡較好。按實際生產要求,分餾塔塔頂產石腦油干點控制在170 ℃以下,較設計值210 ℃低;但石腦油收率較設計值偏高,而柴油收率低于設計值,說明催化劑還具有部分改質作用,輕油收率較高,這與氫耗1.97%比設計值1.30%高的情況相吻合;外排污油主要為原料過濾器反沖洗污油。
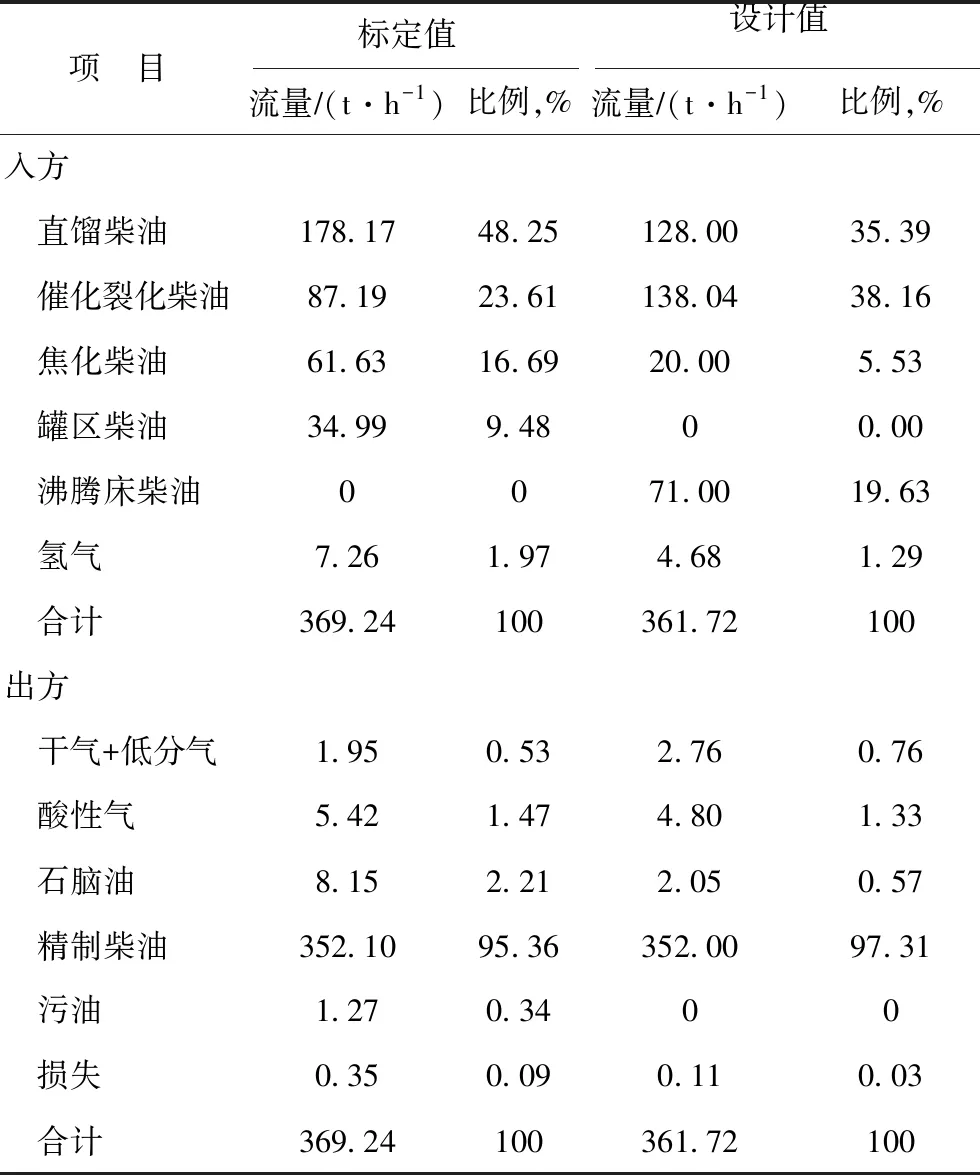
表6 標定期間的物料平衡情況
2.5 能耗分析
表7為標定期間的能耗。從表7可以看出,標定期間裝置能耗為217.72 MJt,低于設計值471.04 MJt較多,主要原因如下:①標定期間,裝置1.0 MPa蒸汽發生量為36 th,低于設計值43.8 th,所以除氧水消耗量偏低;②凝結水產量較設計值低,原因是溶劑再生塔塔底重沸器消耗的蒸汽量約為10 th,遠低于設計值30.4 th,導致產生的凝結水量少;③本次標定期間氣溫較低,大部分空氣冷卻器變頻都很低。實際耗電量低于設計值;④燃料氣實際消耗量較設計值低,原因是反應溫升較設計值高約11 ℃,反應進料通過流出物加熱后基本能夠滿足反應要求,導致反應爐負荷降低,燃料氣用量減少;同時反應熱一部分用于加熱分餾塔進料,也降低了分餾爐負荷;⑤由于溶劑再生塔塔底重沸器消耗的蒸汽量遠低于設計值,自發蒸汽量大于裝置內消耗量,多余部分外送至廠蒸汽管網,故1.0 MPa蒸汽實際能耗遠低于設計值。
從能耗可以看出,裝置能耗達到設計水平;其次,考慮到本次標定新氫壓縮機無極調量和加氫進料泵-熱高壓分離器液力透瓶均未投用,故裝置能耗仍有降低的空間。
表7 標定期間的能耗 MJt
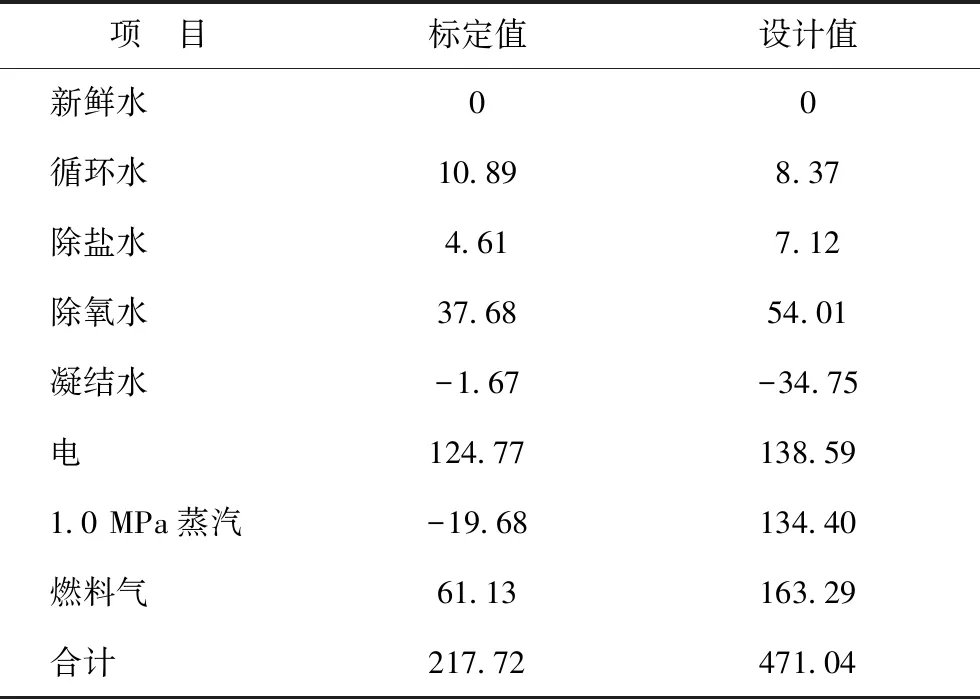
表7 標定期間的能耗 MJt
項 目標定值設計值新鮮水00循環水10.898.37除鹽水4.617.12除氧水37.6854.01凝結水-1.67-34.75電124.77138.59 1.0 MPa蒸汽-19.68134.40燃料氣61.13163.29合計217.72471.04
3 裝置運行情況小結
3.1 加工量與原料組成
目前,裝置已經平穩運行15個月,共加工原料油3.612 Mt,其中直餾柴油2.288 Mt,催化裂化柴油0.784 Mt,焦化柴油0.540 Mt,二次加工油占比36.7%;共耗氫56.7 kt,占總加工量的1.56%。平均加工量為330 th,為設計負荷的92.2%。原料性質控制良好,各指標均在設計范圍內,其中硫質量分數為1.02%左右,氮質量分數為415μ gg左右,密度為873.4 kgm3左右,初餾點為201 ℃左右,95%餾出溫度為354 ℃左右。反應器壓降一直維持在0.1 MPa左右,說明整體來看原料較為干凈(除上游裝置檢修期間),且油過濾設備運行良好。圖2為裝置運行15個月的原料油硫含量變化趨勢,圖3為原料油餾程變化趨勢,圖4為裝置月加工量及二次加工油比例。
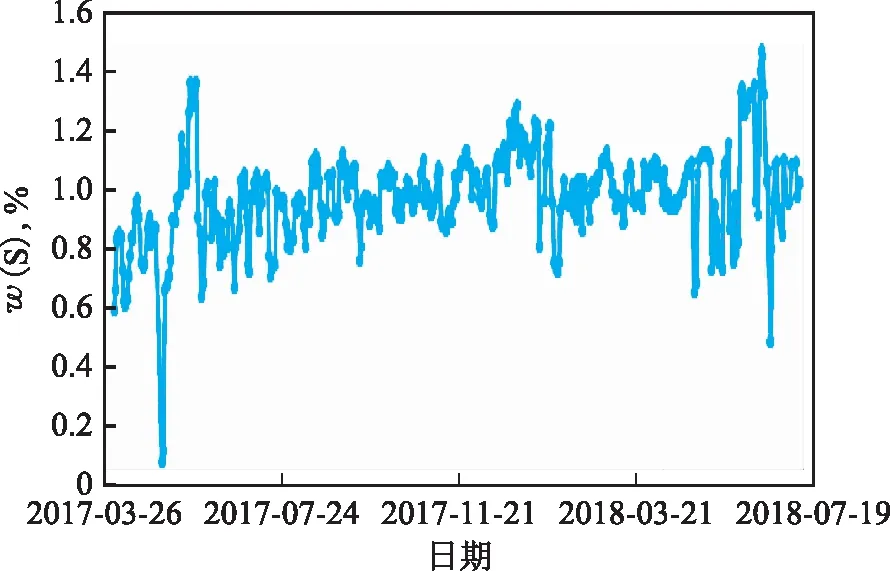
圖2 原料油硫含量變化趨勢
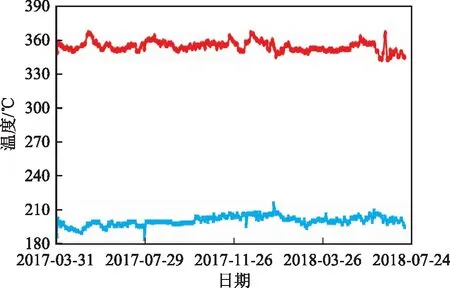
圖3 原料油餾程變化趨勢×—初餾點; ●—95%餾出溫度
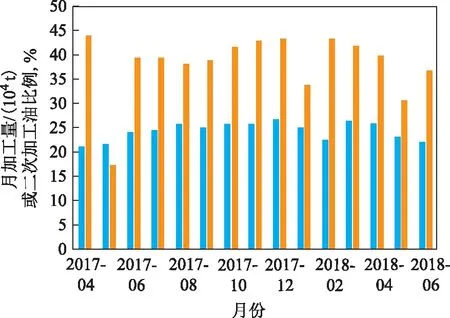
圖4 裝置月加工量及二次加工油比例■—月加工量; ■—二次加工油比例
3.2 主要操作條件
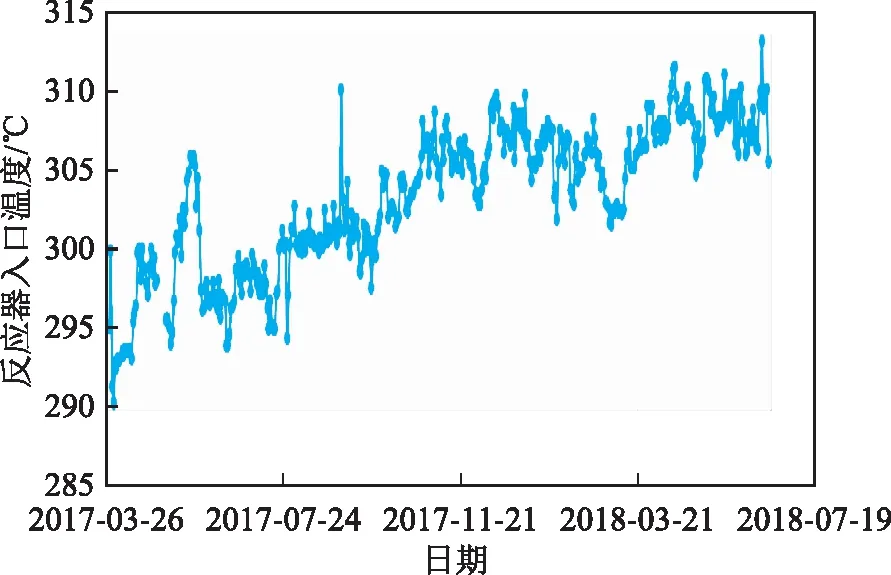
圖5 反應器入口溫度變化趨勢
裝置運行過程中,氫油體積比控制在450左右,受全廠氫氣系統平衡的影響,循環氫控制在85%左右。圖5為反應器入口溫度變化趨勢。反應器入口溫度均值為307 ℃,反應壓力基本維持在8.0 MPa。催化劑初期活性較高,反應器入口溫度為296 ℃時,床層總溫升為76 ℃。至裝置運行中期,反應器入口溫度略有上升,目前維持在308 ℃,整個催化劑床層溫升為75 ℃。催化劑失活速率僅為0.8 ℃月(1月按30天計),催化劑床層最高點溫度控制不大于370 ℃,說明催化劑運行活性穩定。
3.3 產品性質
裝置生產國Ⅴ精制柴油和少量石腦油,油品性質控制較好。精制柴油密度(20 ℃)為848.2 kgm3,較原料油下降25 kgm3,提質效果較好;硫質量分數均值為5.0 μgg,平均脫硫率達到99.96%;氮質量分數小于0.5 μgg。根據企業生產安排,石腦油作蒸汽裂解制乙烯裝置的原料,干點控制在160~180 ℃,硫質量分數均值在7.07 μgg;從開工至今未出現產品嚴重不合格現象。
4 結 論
(2)從反應器溫度和壓降情況來看,催化劑失活速率較慢,反應器床層總溫升為65~75 ℃,催化劑床層最高點溫度不大于370 ℃,表明FHUDS-5FHUDS-6催化劑具有較好的穩定性。反應器總壓降一直維持在0.1 MPa左右。目前總體情況來看,能夠滿足裝置首次運行周期不小于3年的要求。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23