液壓式聯合收割機電氣控制系統的PLC設計
2019-05-27 08:47:34胡亞娟
農機化研究 2019年10期
胡亞娟
(武漢晴川學院,武漢 430204)
0 引言
隨著農業機械化的不斷普及和發展,國內聯合收割機也從原來的單一化、小型化逐步向多功能、通用型、大型化智能化方向發展,在提高收割機作業效率的同時,降低了收獲損失率,提高了機器可靠性,使駕駛員的操作更加簡便舒適。為此,以PLC為主控制器,設計了一套液壓式聯合收割機電氣控制系統,能夠保證系統的穩定性及有效減少糧食的損失。
1 聯合收割機工作原理及液壓系統設計
1.1 聯合收割機工作原理
聯合收割機是將農作物進行收割、脫粒、分離莖稈、清除雜余物、儲藏,并最終將谷粒輸送到裝載車輛的一體化收割機械。聯合收割機產品種類較多,根據使用區域、作物對象和作業性質可以分為自走輪式全喂入、自走履帶式全喂入、自走履帶式半喂入和懸掛式等。雖然聯合收割機種類較多,但是工作原理大致相似:作業時,聯合收割機沿著農作物壟前行,割刀將農作物秸稈割掉,輸送裝置分3條輸送鏈條將秸稈送到脫粒裝置,在該裝置中完成谷粒的脫粒過程,并通過分離裝置分離莖桿等雜余物,然后將谷粒儲存到儲藏艙,完成整個收割過程。另外,聯合收割機動力分離主要依靠其液壓升降系統,當駕駛員將收割臺提升到高于農作物時,B型三角帶立刻會停止工作,不再會有柴油機的動力輸入,割刀和輸送帶也會停止工作,此時聯合收割機處于不工作狀態;反之,其處于工作旋轉狀態。聯合收獲機主要由收割臺、輸送裝置、脫粒裝置、儲藏艙、卸糧系統、傳動系統、行走系統、動力系統、液壓系統、電氣系統和控制系統組成,如圖1所示。
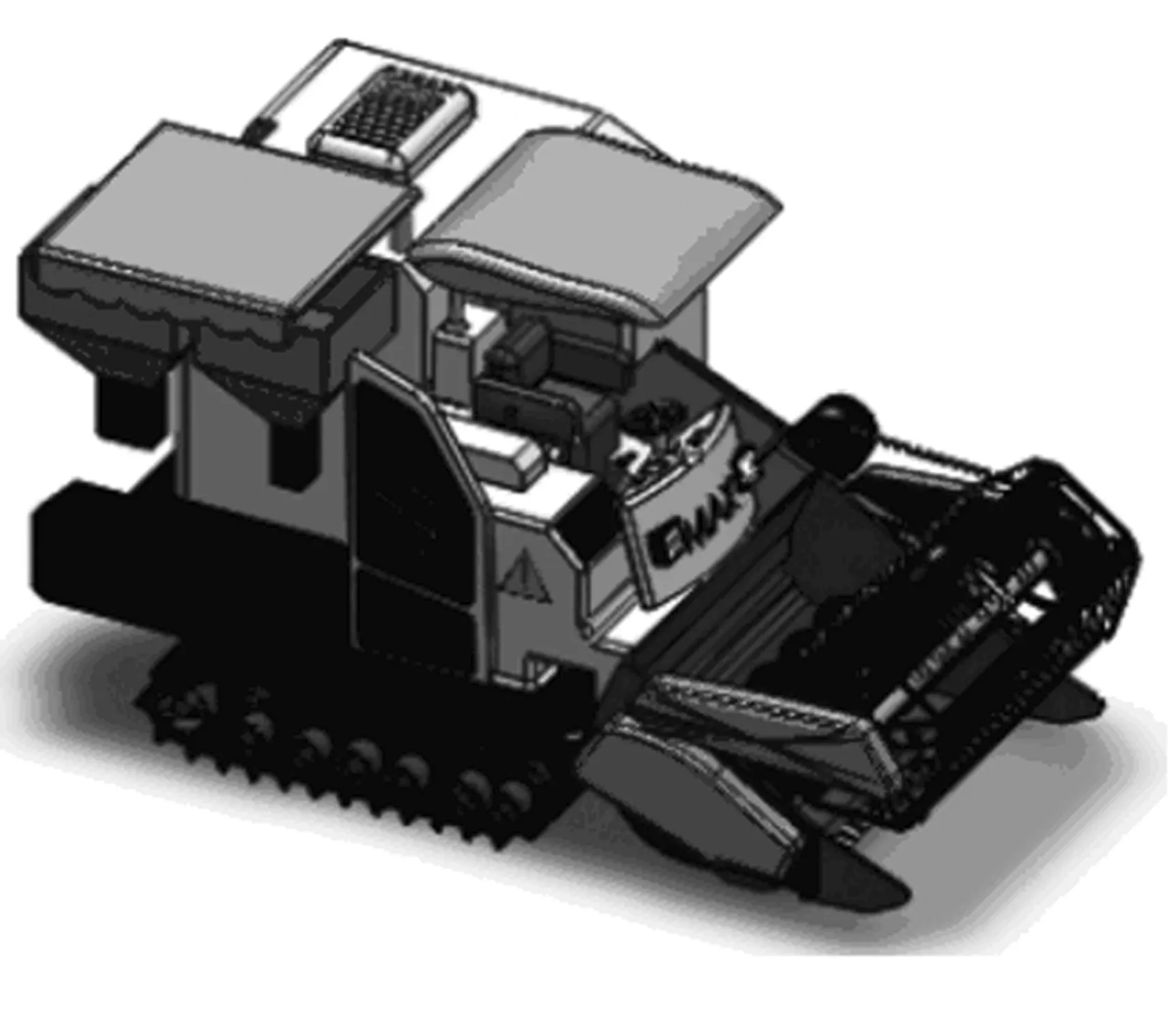
圖1 聯合收割機示意圖
1.2 聯合收割機液壓系統的設計
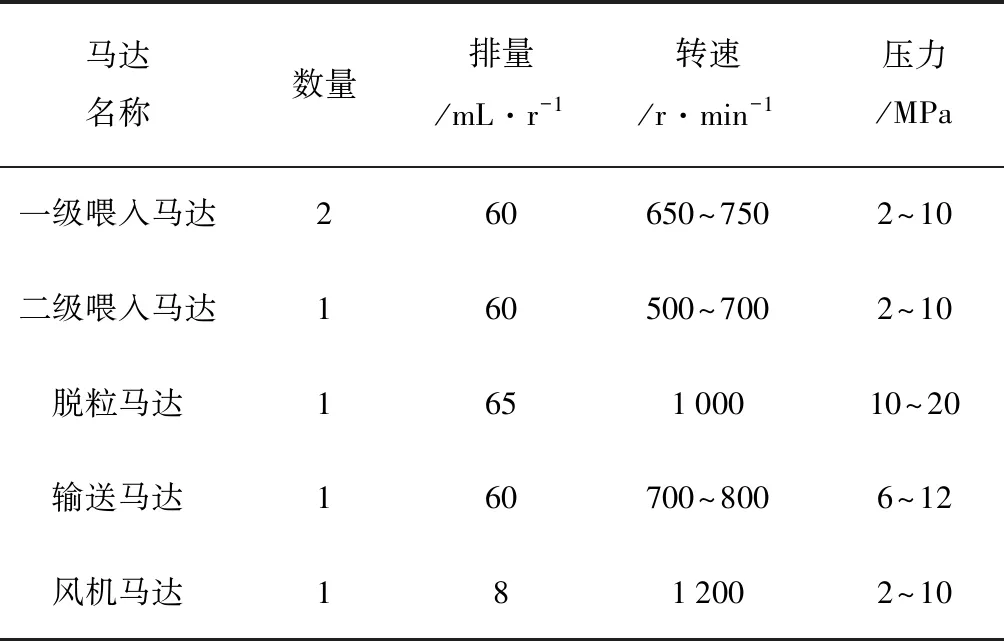
1)聯合收割機液壓系統作業特點。聯合收割機是多執行器共同協作的一體化機械平臺,其執行器具有數量多、種類多、作業要求差異大等特點。聯合收割機各執行器要求如表1和表2所示。

表1 聯合收割機各執行器驅動馬達要求
續表1
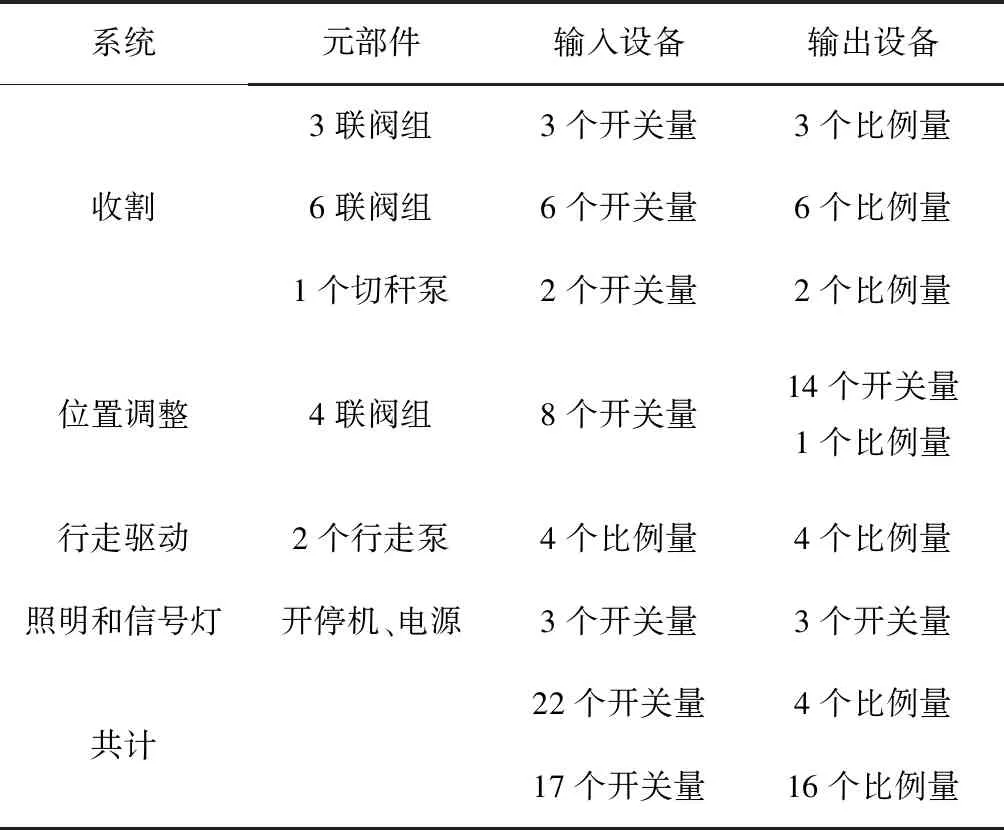
表2 聯合收割機各執行器液壓油缸要求
Table 2 Hydraulic cylinder requirements for each actuator of combine harvester
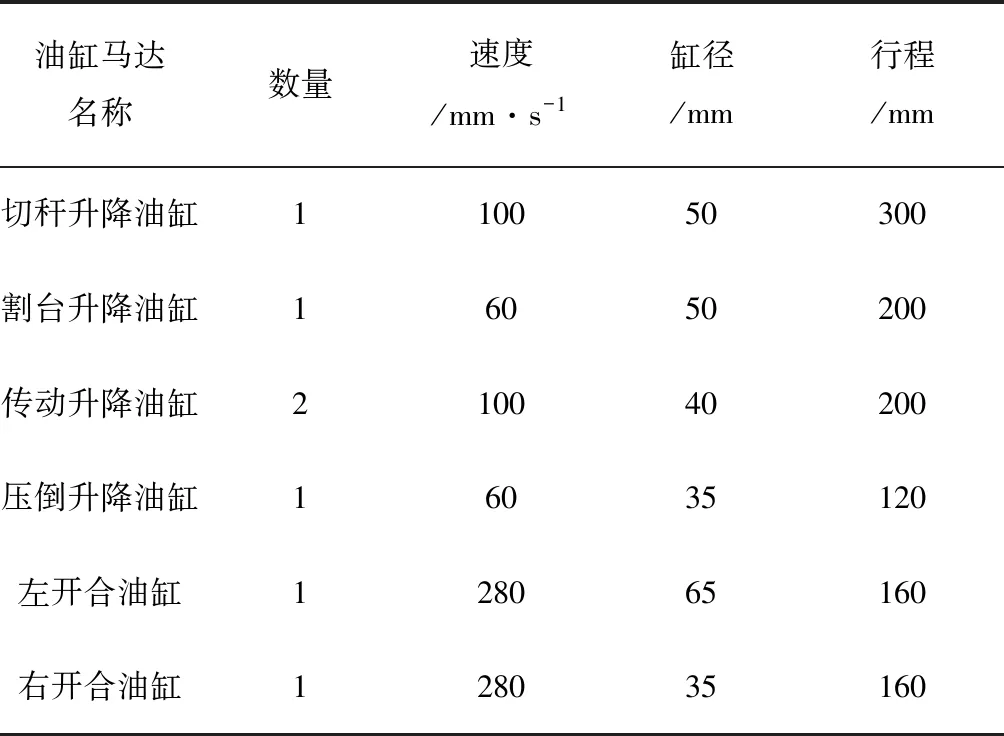
油缸馬達名稱數量速度/mm·s-1缸徑/mm行程/mm切稈升降油缸110050300割臺升降油缸16050200傳動升降油缸210040200壓倒升降油缸16035120左開合油缸128065160右開合油缸128035160
2)聯合收割機液壓系統整體結構的設計。聯合收割機液壓系統可以分為收割、位置調整和行走驅動等3類,其結構圖如圖2所示。

圖2 聯合收割機液壓系統整體結構圖
聯合收割機收割系統功能是對農作物進行收割作業,主要包括切稈、壓倒、刀盤切割、一級喂入及二級喂入等操作。位置調整系統主要是對收割機各個機構的位置進行調整;行走驅動系統則是負責整個收割機的前行、后退及轉彎等動作功能。
3)聯合收割機液壓系統多執行器設計方法。聯合收割機功能復雜,執行器較多,各個部件對排量、壓力、速度和行程的要求差別較大,因此在進行液壓系統設計時需要對整個系統的性能、效率、集成程度等進行整體優化設計。為了方便聯合收割機統一對各執行器進行控制,本文采用集中控制的控制方式,設計聯合收割機液壓系統。
采用集中控制方式的液壓系統是采用單個液壓泵源給整個系統的多個執行器供油。由于各個執行器的排量、壓力、速度和行程等參數需求不同,一般采用負載敏感技術進行多執行器動作協調的設計。負載敏感系統一般分為定量泵和變量泵兩種:定量泵負載敏感系統是通過負載反饋信號,控制系統的工作與泄荷;變量泵負載敏感系統則是通過負載信號反饋控制變量泵的排量。定量泵負載敏感系統通常為了讓所有的執行器能保證自己各自的最大速度,會按照執行器中最大流量設定定量泵的排量值,會產生溢流損失,影響系統的整體性能;而變量泵負載敏感系統利用載敏感多路閥的反饋壓力值,根據需求控制泵的排量,有效避免因流量過剩引起的發熱問題,節能效果更佳。經過綜合對比后,本文液壓控制采用比例回路型變量泵負載敏感系統設計。
2 液壓式聯合收割機電氣系統整體設計
聯合收割機電氣系統整體控制方案如圖3所示。系統采用西門子s7-300作為主控制器,作為輸送裝置、行走系統、傳動系統和液壓系統等的控制核心。
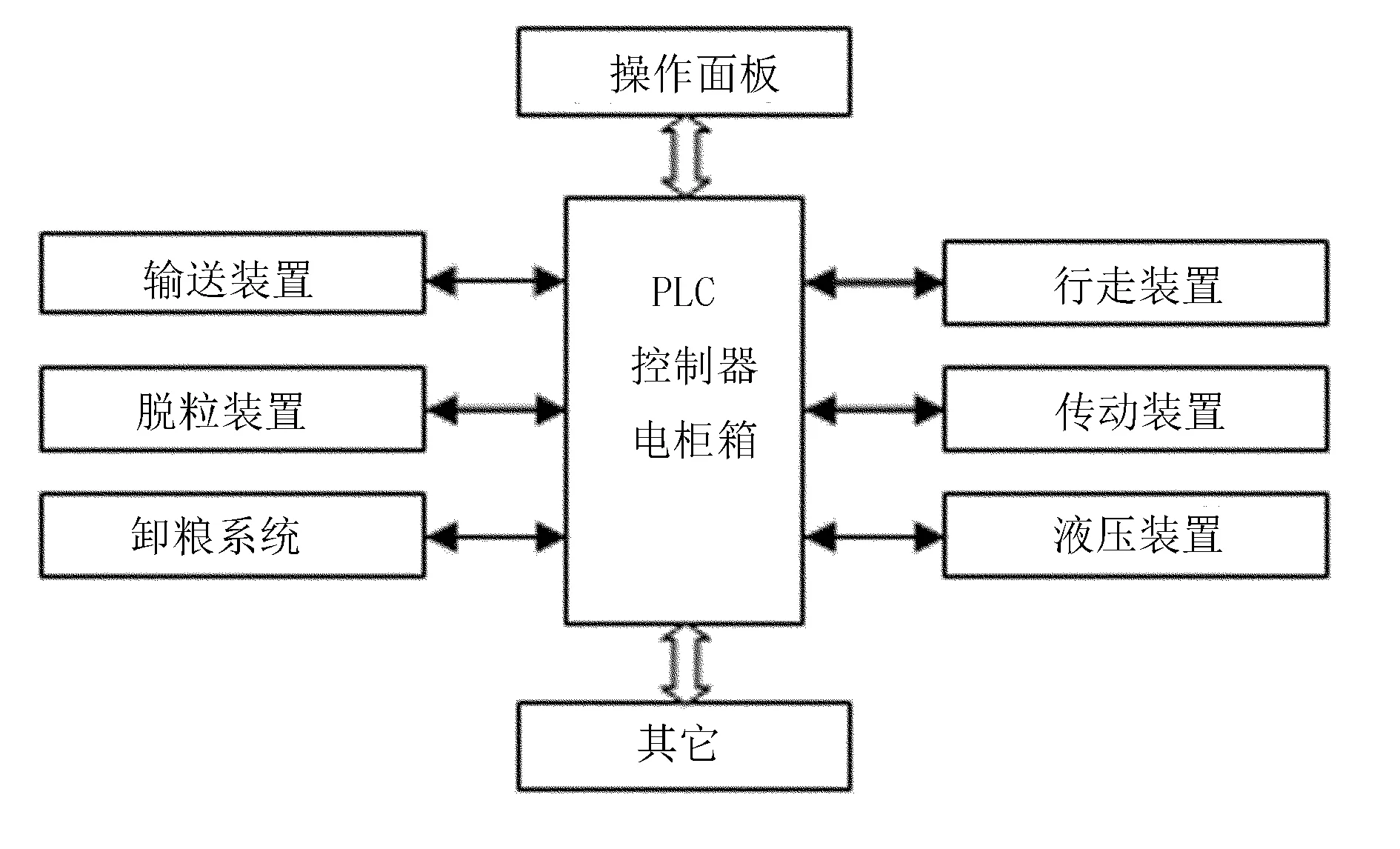
圖3 聯合收割機電氣系統整體控制圖
根據聯合收割機電氣系統整體控制方案和液壓系統的特點,設計了如圖4所示的聯合收割機集中式電氣控制系統結構。系統輸入信息包括開關鍵、控制手柄、各類傳感器和人機交互界面等,這些信息全部被PLC控制器采集,然后經過融合計算后,控制整個收割機的電氣系統。
3 基于PLC的聯合收割機電氣控制系統
3.1 聯合收割機行走驅動馬達電氣系統的設計
聯合收割機采用雙邊履帶驅動方式,由雙泵-雙馬達馬達獨立控制,雙泵-雙馬達電機的控制主要對轉速、過載能力、效率需求較大。行走驅動液壓馬達外觀如圖5所示。
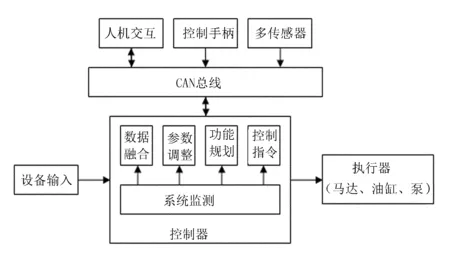
圖4 聯合收割機集中式電氣控制系統結構圖

圖5 行走驅動液壓馬達外觀圖
1)行走驅動馬達的異常保護設計。假若行走驅動馬達由于路面打滑、剎片問題或其他異常狀況出現一直超負荷工作情況,那么馬達會過載和過熱,而控制系統設定的溫度為長時間120℃以下,短時間不可超過150℃。當系統超過這個溫度閾值之后,會對系統發送過熱信號,系統會自動報警并停止工作。如果出現其他如馬達內部功能異常及功率失常等現象,也會自動報警并將信號發送給控制系統,從而顯示具體報警信息。
2)主控馬達控制參數設計。主控電機控制參數設計如表3所示。
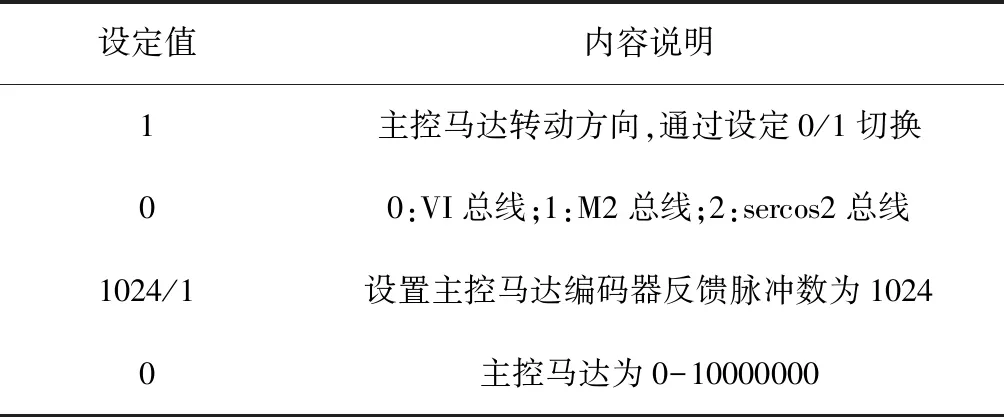
表3 主控電機控制參數設計
續表3
3.2 聯合收割機電氣控制系統的PLC設計
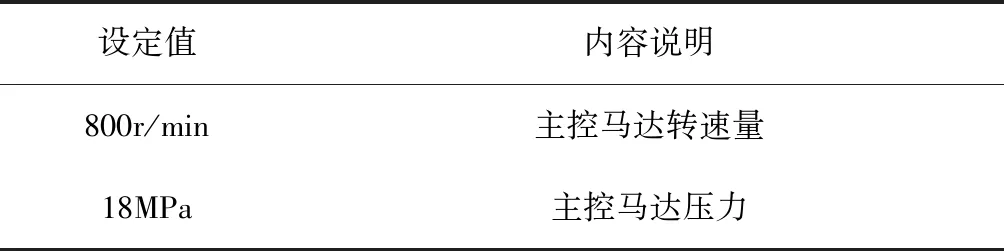
1)電氣控制系統PLC的硬件設計。聯合收割機電氣控制系統的控制對象較多,包括收割、位置調整、行走驅動,以及照明和信號燈等多個子系統的輸入輸出設備,具體的I/O情況如表4所示。
表4 聯合收割機電氣控制系統I/O情況
Table 4 The I/O situation of the electric control system of the combine harvester
系統元部件輸入設備輸出設備收割3聯閥組3個開關量3個比例量6聯閥組6個開關量6個比例量1個切稈泵2個開關量2個比例量位置調整4聯閥組8個開關量14個開關量1個比例量行走驅動2個行走泵4個比例量4個比例量照明和信號燈開停機、電源3個開關量3個開關量共計22個開關量4個比例量17個開關量16個比例量
在選擇PLC時,考慮需要留有一定的余量。本系統選用西門子的S7-300 PLC控制器,可以滿足聯合收割機電氣控制系統的設計要求,如圖6所示。

圖6 S7-300 PLC實物圖
2)電氣控制系統PLC的軟件設計。聯合收割機電氣控制系統的動作到位信號通過行程開關進行采集,然后通過光耦隔離發送給PLC進行處理。光電耦合傳感器對輸入、輸出信號可以起到非常好的隔離功能,保證控制系統的可靠性。電氣控制系統PLC的主程序流程如圖7所示,梯形圖如圖8所示。
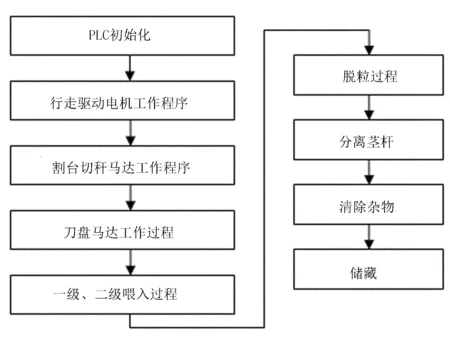
圖7 電氣控制PLC的流程圖
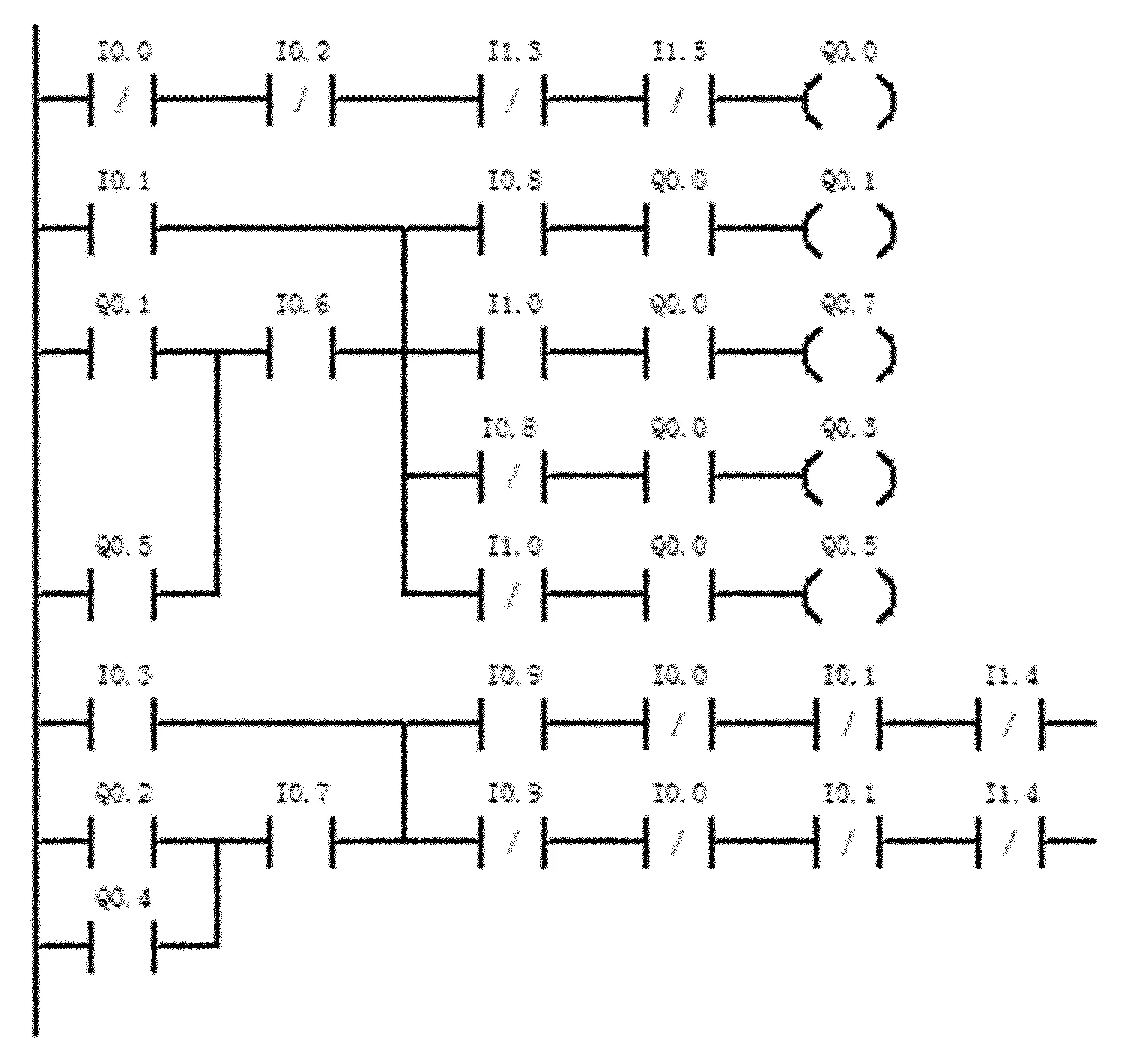
圖8 電氣控制PLC程序的梯形圖
4 測試與分析
為了驗證液壓式聯合收割機電氣控制系統的可靠性,在某小麥種植區進行了小麥收割試驗。小麥品種為新麥18,莖稈高度為66.50cm,穗長為7.07cm,單穗質量為2.06g。在3h多的試驗過程中,電氣控制系統運行正常,各參數信息和報警系統工作正常。
在實際的收割作業中,實時對切稈刀具、一級二級喂入的轉速和液壓泵壓力信息進行采集,采集時長為200s,具體信息參數如圖9和圖10所示。
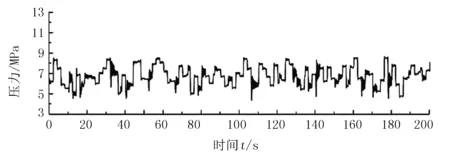
圖9 正常工作時液壓泵壓力
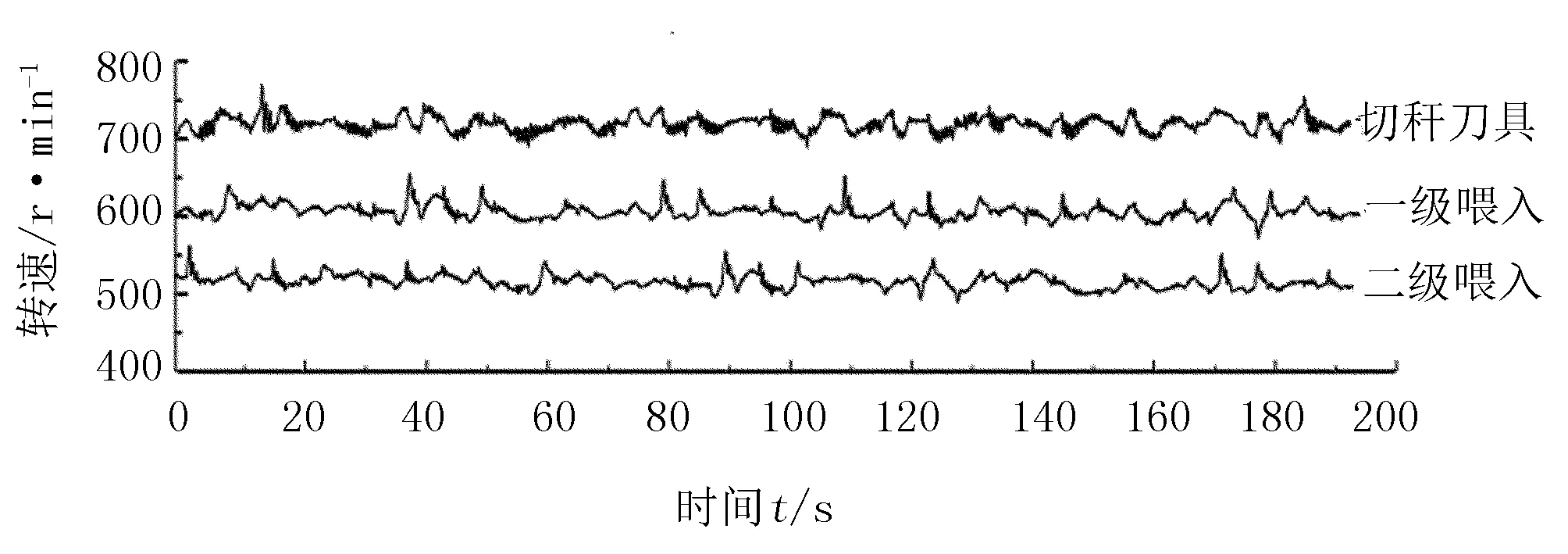
圖10 正常工作時切稈刀具、一級二級喂入的轉速
結合圖9和圖10可知:在聯合收割機負載變化的情況下,切稈刀具、一級二級喂入的轉速比較平穩,未出現異常情況。作業過程中,聯合收割機運行時速為2.5km/h,切稈刀具轉速在730r/min上下,有效降低了小麥漏割和漏糧現象,損失率在3%以下,較好地實現了收割功能,驗證了液壓式聯合收割機電氣控制系統的可靠性。
5 結論
在分析液壓式聯合收割機工作原理的基礎上,以PLC為核心主控制器,從液壓式聯合收割機液壓系統及其電氣系統的整體結構入手,設計了一套液壓式收割機電氣控制系統。試驗表明:在聯合收割機作業過程中,電氣控制系統運行正常,小麥損失率在3%以下,充分驗證了該電氣控制系統的穩定性和可靠性。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
