采用脈沖磁致振蕩技術(shù)提高矩形AM2錨鏈鋼連鑄坯的均勻性
2019-06-13 05:55:32朱富強(qiáng)任振海陳占領(lǐng)王海洋
上海金屬 2019年3期
朱富強(qiáng) 任振海 陳占領(lǐng) 王海洋
(常州中天鋼鐵集團(tuán)有限公司,江蘇 常州 213011)
最早將液態(tài)金屬連續(xù)澆注成形的技術(shù)可追溯到19世紀(jì)40年代,但其初期發(fā)展緩慢[1]。20世紀(jì)70年代發(fā)生世界性能源危機(jī),連鑄技術(shù)開(kāi)始進(jìn)入大發(fā)展期[2]。隨著連鑄技術(shù)的廣泛應(yīng)用,連鑄坯凝固組織和性能的改善越來(lái)越受到人們的重視[3- 4],特別是連鑄坯組織和成分均勻性的控制。
馮遠(yuǎn)超[5]研究發(fā)現(xiàn),低過(guò)熱度澆注可有效減少重軌鋼方坯的中心偏析,但控制難度較大,效果不穩(wěn)定。陶紅標(biāo)等[6]研究發(fā)現(xiàn),采用振動(dòng)激發(fā)金屬液形核技術(shù)有利于提高大型鑄錠凝固組織中的等軸晶數(shù)量。電磁攪拌技術(shù),如結(jié)晶器電磁攪拌和末端電磁攪拌,常被用于改善鑄坯質(zhì)量[7],缺點(diǎn)是能耗均較大,而二冷區(qū)電磁攪拌因框型偏析已很少被采用。末端壓下技術(shù)也是近年發(fā)展起來(lái)的改善鑄坯質(zhì)量的技術(shù),根據(jù)壓下量及壓下方式,可分為輕壓下、動(dòng)態(tài)輕壓下和大壓下技術(shù)[8]。但末端壓下技術(shù)需要精確控制末端位置及壓縮比[9],否則易產(chǎn)生內(nèi)裂紋,這對(duì)需要生產(chǎn)較多特殊鋼種的鑄機(jī)的要求較高。
近年來(lái),因具有能耗低、細(xì)晶效果顯著等特點(diǎn),脈沖電磁場(chǎng)引起了人們的重視。廖希亮等[10- 11]研究了脈沖電流對(duì)合金組織的影響,并揭示了脈沖電流細(xì)化金屬組織的結(jié)晶雨機(jī)制。但脈沖電流細(xì)晶技術(shù)必須保證電極能與熔體接觸,電極材料的選擇也是難題,選擇不當(dāng)會(huì)對(duì)金屬熔體造成污染,并且設(shè)備及工藝較為復(fù)雜,制約了其在生產(chǎn)中的應(yīng)用。上海大學(xué)翟啟杰教授團(tuán)隊(duì)在揭示了脈沖電流細(xì)化凝固組織的機(jī)制[11]的基礎(chǔ)上,提出了脈沖磁致振蕩(pulsed magneto- oscillation, PMO)凝固均質(zhì)化技術(shù)[12- 13]并實(shí)現(xiàn)工業(yè)應(yīng)用[14- 15]。蘇鋼程勇等[16]采用PMO改善了GCr15軸承鋼的組織,試驗(yàn)結(jié)果顯示PMO可以顯著細(xì)化連鑄GCr15軸承鋼的組織,減少碳偏析。
本文在矩形AM2錨鏈鋼連鑄坯凝固過(guò)程中進(jìn)行了PMO處理,研究了PMO參數(shù)對(duì)AM2錨鏈鋼鑄坯均勻性的影響。
1 試驗(yàn)過(guò)程
1.1 設(shè)備和材料
試驗(yàn)設(shè)備為中天特鋼連鑄機(jī),共試驗(yàn)了兩次。試驗(yàn)用AM2錨鏈鋼的化學(xué)成分如表1所示。該鑄機(jī)為5機(jī)5流弧形連鑄機(jī),弧形半徑10 m,末端為多點(diǎn)矯直,且都安裝了結(jié)晶器加末端電磁攪拌和PMO裝置。鑄坯橫截面尺寸為220 mm×260 mm。PMO線(xiàn)圈置于結(jié)晶器下方第1個(gè)活動(dòng)段內(nèi)[16],線(xiàn)圈內(nèi)壁尺寸為280 mm×320 mm。脈沖電源通過(guò)導(dǎo)線(xiàn)向PMO線(xiàn)圈施加脈沖電流,并在連鑄坯固- 液界面附近產(chǎn)生脈沖磁致振蕩效應(yīng)。試驗(yàn)時(shí)第5流為經(jīng)PMO處理的鑄坯(開(kāi)啟結(jié)晶器電磁攪拌和PMO),第1流為未經(jīng)PMO處理的鑄坯(開(kāi)啟結(jié)晶器電磁攪拌,但不開(kāi)啟PMO)。
表1 試驗(yàn)用AM2錨鏈鋼的化學(xué)成分(質(zhì)量分?jǐn)?shù))
Table 1 Chemical composition of the tested AM2 anchor steel (mass fraction) %

元素CSiMnSP質(zhì)量分?jǐn)?shù)0.210.251.30≤0.01≤0.02
1.2 試驗(yàn)步驟
兩次試驗(yàn)的工藝參數(shù)及PMO處理參數(shù)列于表2。在正常生產(chǎn)條件下澆注,待連鑄坯通過(guò)PMO線(xiàn)圈后,啟動(dòng)脈沖電源進(jìn)行PMO處理。每澆注1包(100 t)分別取1個(gè)處理樣和1個(gè)未處理樣,試樣長(zhǎng)400 mm。在大包澆注約50%時(shí)對(duì)鑄坯取樣。
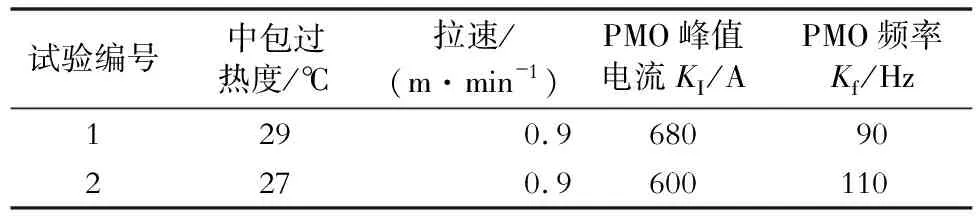
表2 試驗(yàn)參數(shù)Table 2 Experimental parameters
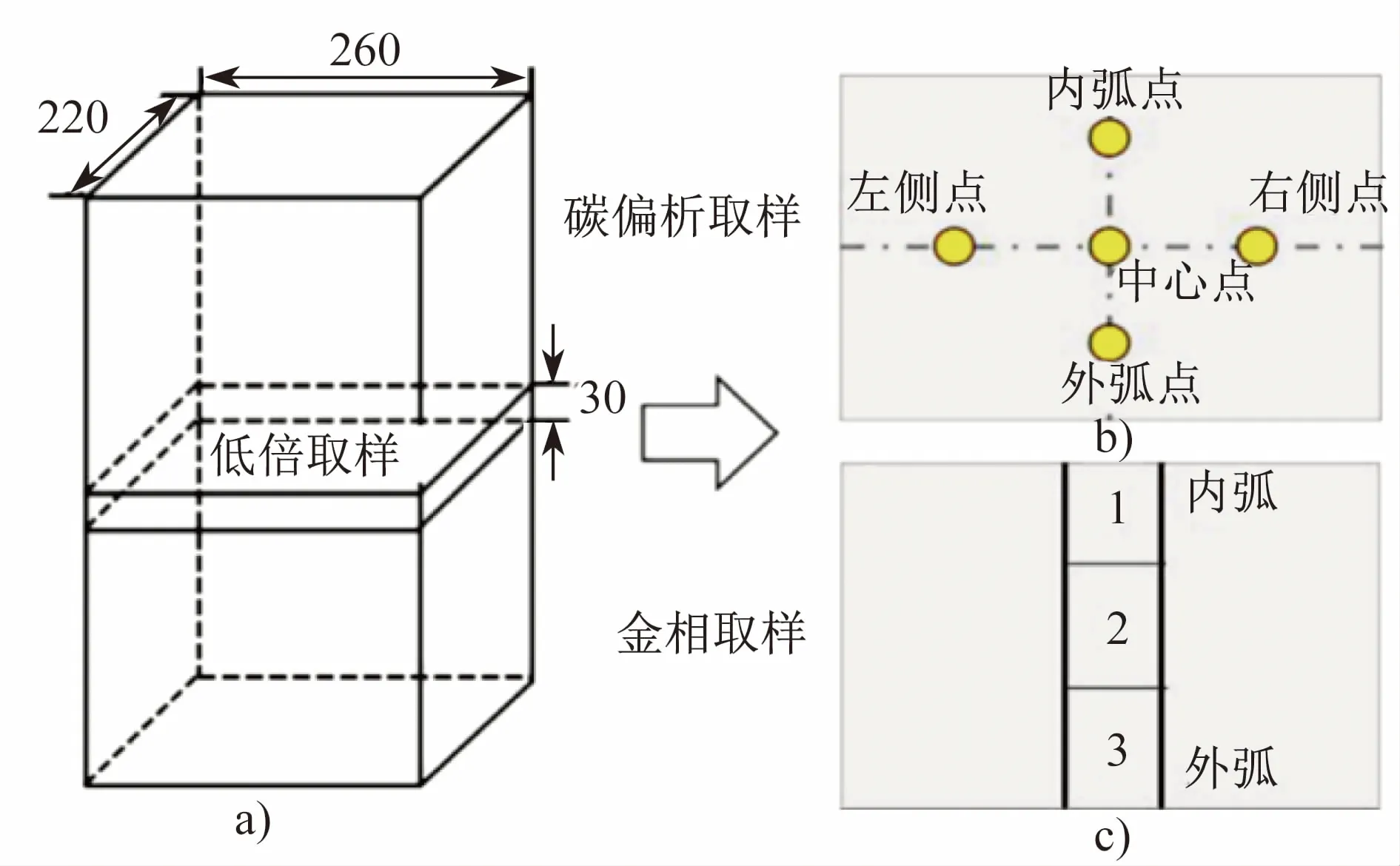
圖1 從連鑄坯上取樣示意圖Fig.1 Schematic diagram of taking specimens from the continuously cast billet
2 試驗(yàn)結(jié)果
未經(jīng)過(guò)PMO處理的AM2錨鏈鋼中等軸晶的面積分?jǐn)?shù)分別是13.08%和11.74%,而經(jīng)過(guò)PMO處理的AM2錨鏈鋼中等軸晶的面積分?jǐn)?shù)分別增加至23.41%和25.24%,增加了79%和115%,如圖2中黑線(xiàn)包圍區(qū)所示。圖3是鑄坯內(nèi)弧至外弧的枝晶組織,可以看出未經(jīng)PMO處理的鑄坯內(nèi)弧柱狀晶幾乎生長(zhǎng)到鑄坯中心,形成穿晶組織且伴有縮孔,而經(jīng)PMO處理的鑄坯則消除了縮孔。從圖3還可以看出,未經(jīng)PMO處理的鑄坯心部等軸晶比較發(fā)達(dá),為典型的樹(shù)枝晶,而經(jīng)PMO處理的鑄坯心部等軸晶明顯細(xì)化,枝晶有球化趨勢(shì),如圖3中白色虛線(xiàn)框內(nèi)和圖4所示。
表3所示為采用五點(diǎn)法測(cè)量的中心碳偏析指數(shù)。從表3可以看出,經(jīng)PMO處理的鑄坯中心碳偏析指數(shù)顯著降低,不超過(guò)1.1。
3 討論
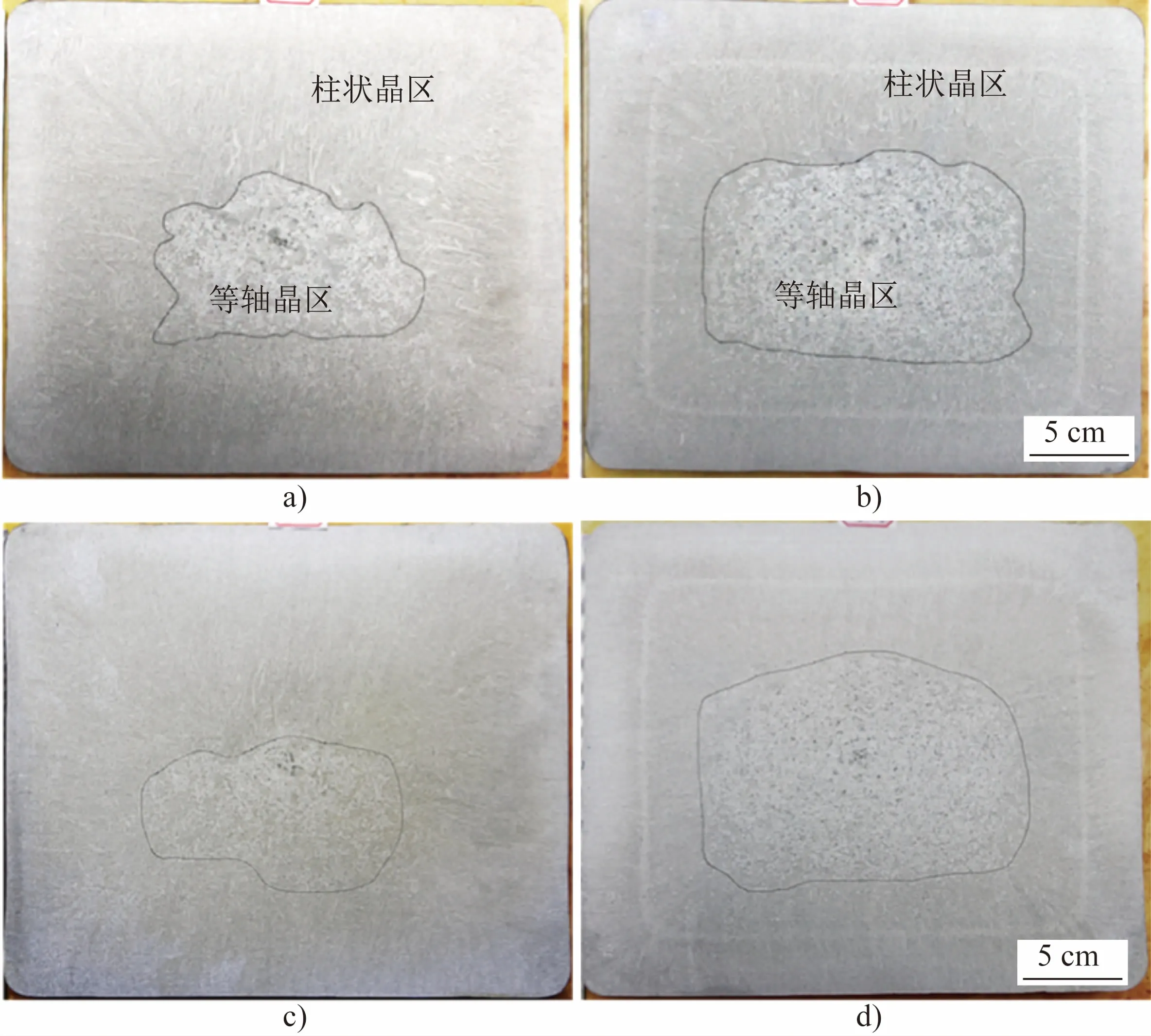
圖2 未經(jīng)(a,c)和經(jīng)過(guò)(b,d)PMO處理的AM2錨鏈鋼連鑄坯的橫向宏觀(guān)組織Fig.2 Transverse macrostructures of the continuously cast billets of AM2 anchor steel (a, c) not subjected to and (b, d)subjected to the PMO treatment
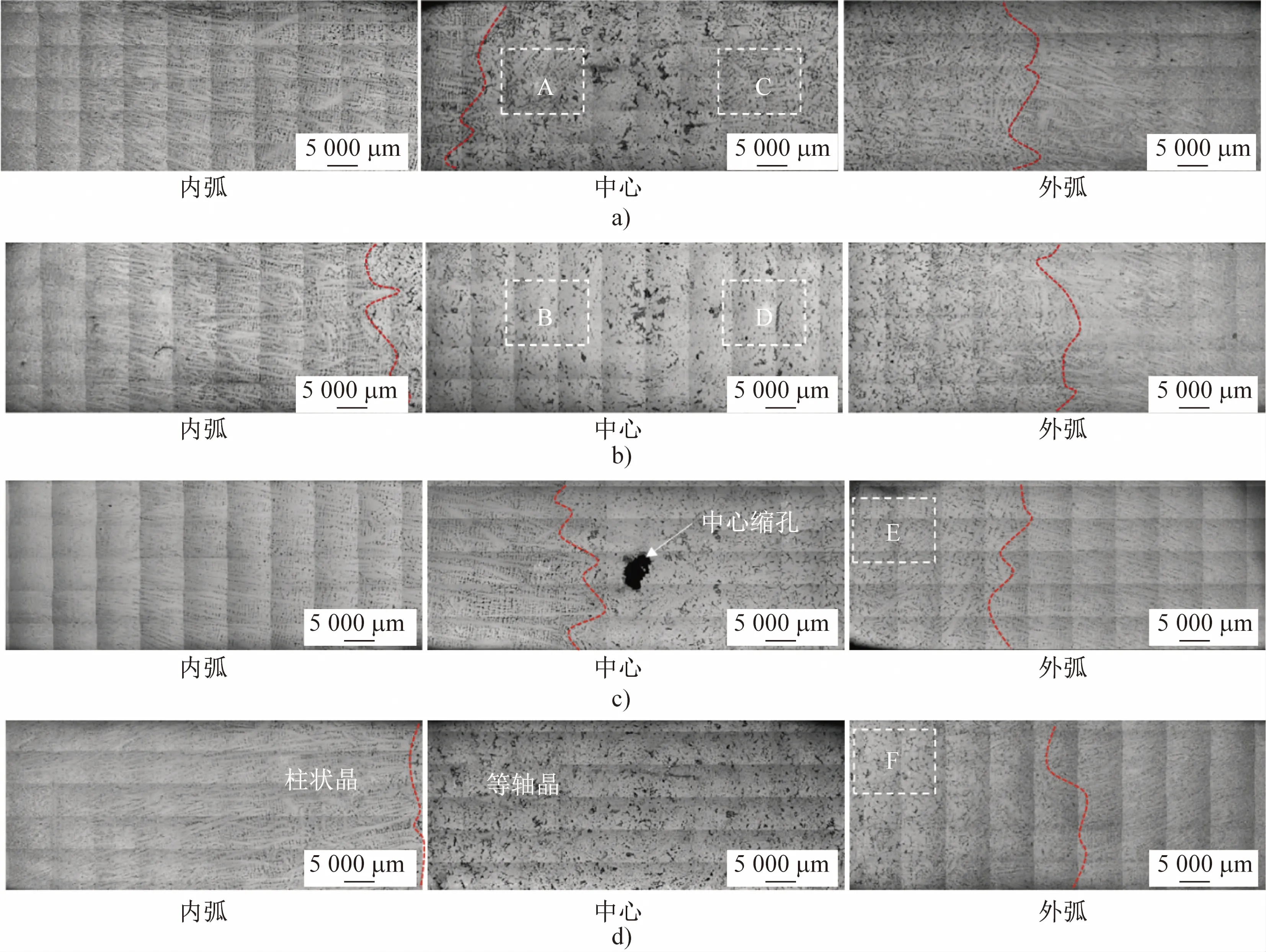
圖3 未經(jīng)(a,c)和經(jīng)過(guò)(b,d)PMO處理的AM2錨鏈鋼連鑄坯的橫向枝晶組織Fig.3 Transverse dendritic structures of the continuously cast billets of AM2 anchor steel (a,c) not subjected to and (b,d)subjected to the PMO treatment
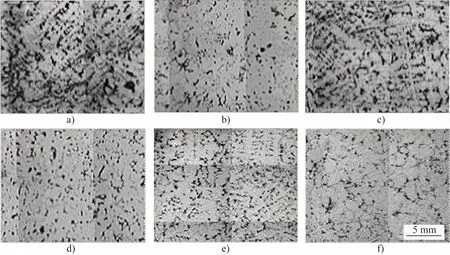
圖4 鑄坯心部等軸晶形貌(編號(hào)對(duì)應(yīng)圖3中白色虛線(xiàn)框區(qū)域)Fig.4 Equiaxed crystals in the core of the cast billet cores (serial numbers correspond to white dotted frame in Fig.3)
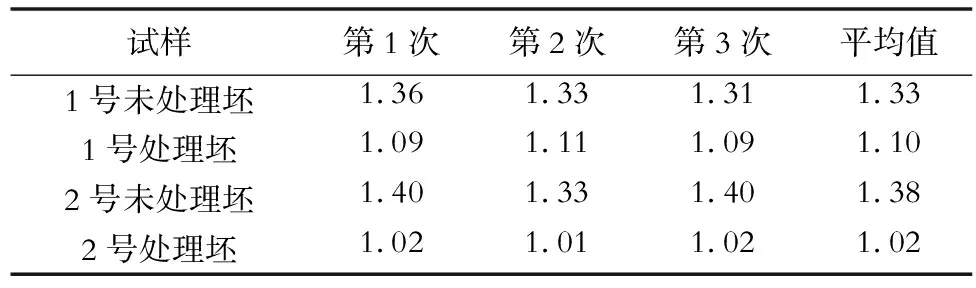
表3 采用“五點(diǎn)法”測(cè)量的鑄坯中心碳偏析指數(shù)及平均值Table 3 Central carbon segregation indexes of the cast billets measured by a ‘five- point method’ and their mean values
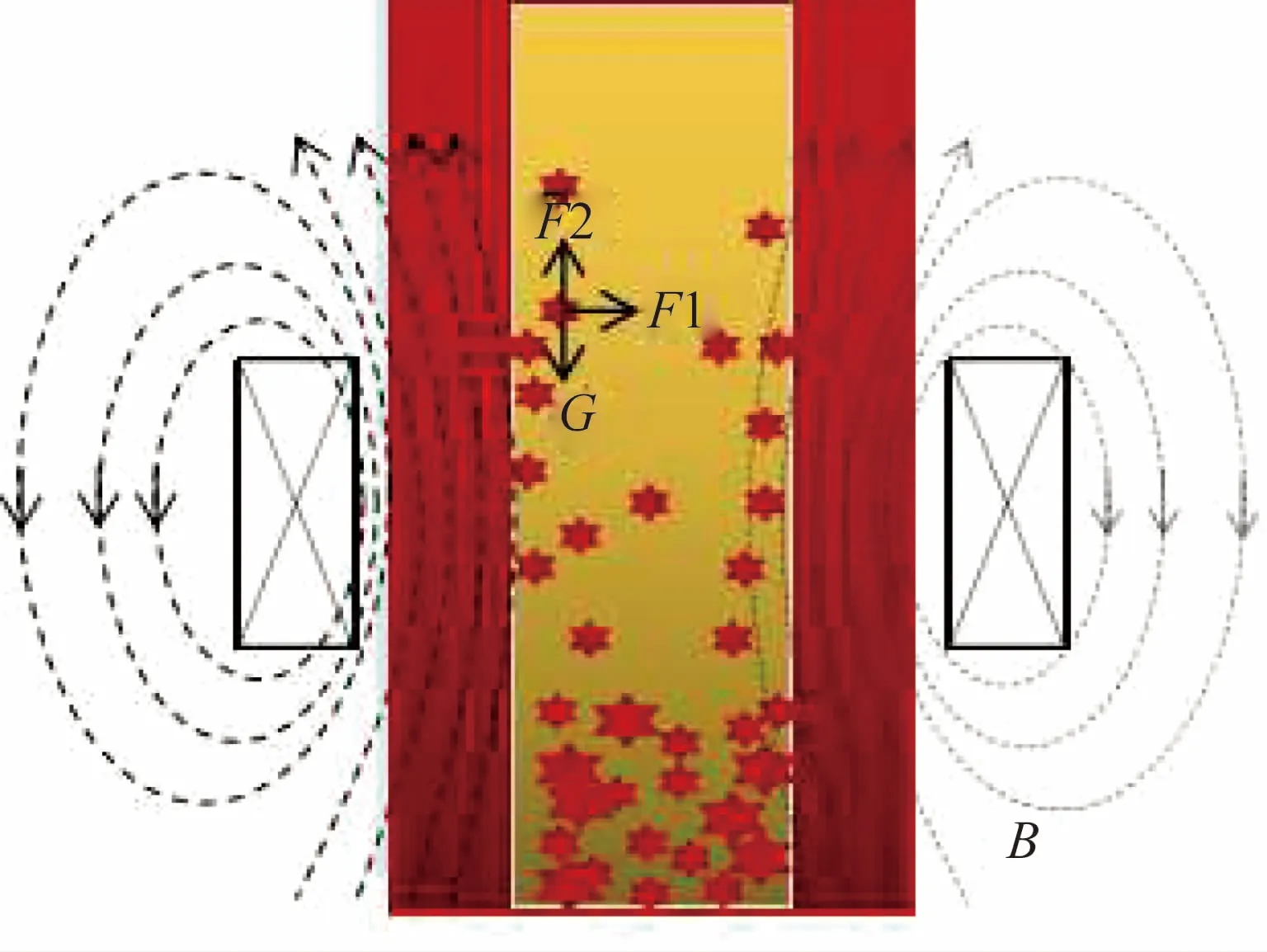
圖5 PMO處理過(guò)程中鑄坯內(nèi)晶核受力示意圖[17]Fig.5 Illustration of force acting on the crystal nucleus in the continuously cast billet during the PMO treating[17]
PMO處理會(huì)促進(jìn)固- 液界面形核,且PMO產(chǎn)生的振蕩電磁力不斷使固- 液界面的晶核脫離型壁,在重力的作用下形成結(jié)晶雨[12]。結(jié)晶雨阻斷了柱狀晶的生長(zhǎng),因此經(jīng)PMO處理的AM2鋼鑄坯柱狀晶明顯縮短,尤其是內(nèi)弧側(cè)。如圖2和圖3所示,在內(nèi)弧面上,經(jīng)PMO處理的鑄坯與未處理鑄坯相比,其柱狀晶長(zhǎng)度變化非常明顯,而外弧側(cè)的變化則較小。這是由于未處理鑄坯也有一定量的游離晶粒,在重力作用下優(yōu)先沉降到位置更低的外弧側(cè),阻礙了柱狀晶生長(zhǎng)。但是因?yàn)橛坞x晶數(shù)量較少,不會(huì)堆積并阻礙內(nèi)弧側(cè)柱狀晶生長(zhǎng),因此內(nèi)弧側(cè)幾乎形成穿晶組織。PMO處理坯則形成了大量等軸晶粒,由于數(shù)量多,不僅促進(jìn)外弧側(cè)的柱狀晶向等軸晶轉(zhuǎn)變,也會(huì)發(fā)生堆積并阻礙內(nèi)弧側(cè)的柱狀晶生長(zhǎng)。
4 結(jié)論
PMO處理可以顯著提高矩形AM2錨鏈鋼連鑄坯等軸晶區(qū)的面積,降低鑄坯中心碳偏析指數(shù),并消除中心縮孔。經(jīng)PMO處理的連鑄坯心部等軸晶面積分?jǐn)?shù)超過(guò)23%,比未經(jīng)PMO處理的鑄坯增大1倍左右;中心碳偏析指數(shù)則降低0.2以上,不超過(guò)1.1,鑄坯的組織均勻性得到了顯著改善。
