矯直過程中板材塑性變形率與矯直輥壓下量關系的研究
2019-06-13 07:07:48宋小平
冶金與材料 2019年2期
關鍵詞:變形
宋小平
(太原重工股份有限公司,山西 太原 030024)
在板材矯直過程中,矯直輥的壓下量會直接影響板材的矯直效果。許多學者從不同角度對輥縫設定進行了研究,利用板材彈塑性理論及彎曲力矩計算對矯直機輥縫設定方法的研究,另外工程上一般也會采用帶有塑性變形率參數的經驗公式進行計算壓下量。
1 原理分析
1.1 塑性變形率與各輥下板材曲率的關系
塑性變形率是指材料整個橫截面上的應力超過彈性極限的截面部分面積與整個截面面積的比值。板材進入矯直機后,板材會依次在各輥下按照設定的輥縫值發生彎曲變形,板材斷面上達到一定塑性變形率。根據塑形變形率α與相對總彎曲曲率C∑之間的關系為:

根據矯直原理及已知相對初始曲率值Co情況下可計算各輥下的相對反彎曲率Cw,相對彈復曲率Cf相對殘余曲率Cc,以及板材經過第n-1輥后的殘余曲率。
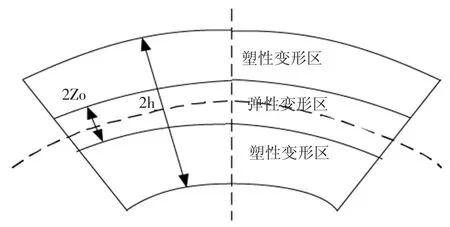
圖1 板材彈塑性變形
1.2 反彎曲率與壓下量的關系
板材在矯直輥壓下的作用下發生彎曲變形,如圖2所示,板材由A中狀態變化到B中狀態,則壓下量為點C到直線AB距離的變化量,即SV=OW-O1W1;現假設板材經矯直輥壓下作用后,其彎曲半徑由A圖的∞變化到B圖的ρw,在A圖中假想已存在一組半徑為的ρw圓,即圓A、圓B和圓C,在圖A中△ABC中,點C到直線AB的距離為OW,即OW=2ρw+h;當板材發生彎曲后,在圖B中△AW1O1,點C到直線AB的距離為O1W1,即其中,AW1=2ρw+h,AO1=t,所以得

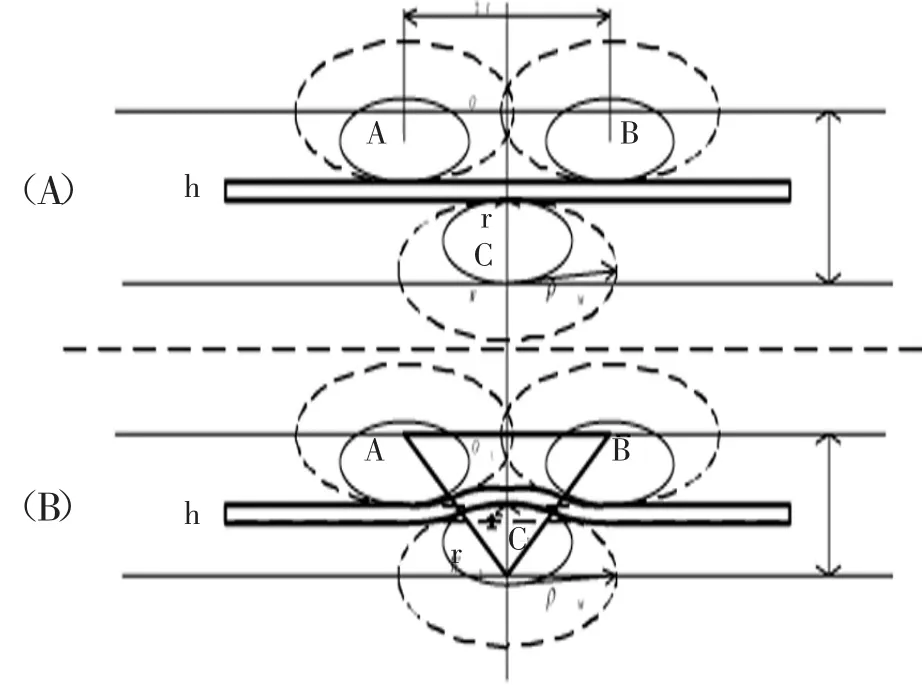
圖2 板材反彎曲率與壓下量幾何關系
2 仿真計算分析
2.1 仿真計算實例
通過計算機編程進行仿真試驗,試驗用矯直機設備為九輥矯直機,上4下5排,輥徑為320mm,輥距為350 mm;鋼板規格參數:板厚h為 20mm,屈服強度 σS為400MPa,彈性模量E為210000MPa;入口板材塑性變形率按照85%情況考慮及1.5mm出口壓下量進行計算仿真,結果如表1所示。

表1 矯直工藝參數計算結果
2.2 結果分析
通過上述研究分析及仿真,文章提出矯直過程中板材的塑形變形率與壓下量之間的具體關系,從而為板材矯直過程壓下規程的制定提供一種可靠的方法,具有實際的指導意義。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
