汽車排氣歧管加工要點(diǎn)及工藝改進(jìn)研究
2019-06-17 01:25:15劉寒葉菁
科技資訊 2019年6期
關(guān)鍵詞:工藝
劉寒 葉菁
摘? 要:排氣歧管是保證汽車發(fā)動機(jī)正常運(yùn)行的重要部件,是與發(fā)動機(jī)的各個缸體之間直接連接的,保證各缸體的排氣順暢,為了保證排氣歧管的加工品質(zhì),防止排氣歧管在開槽后出現(xiàn)結(jié)構(gòu)形變。因此對排氣歧管的加工工藝進(jìn)行優(yōu)化,主要是將排氣歧管的開槽工序放置在鉆進(jìn)氣法蘭面孔后面、精銑進(jìn)氣法蘭面的前面,進(jìn)而避免了進(jìn)氣面開槽引起的排氣歧管結(jié)構(gòu)形變問題,從而保證排氣歧管進(jìn)氣法蘭面的平面度以及進(jìn)氣面各孔的位置度。
關(guān)鍵詞:排氣歧管? 加工? 工藝
中圖分類號:U465.1? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識碼:A? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1672-3791(2019)02(c)-0078-02
汽車排氣歧管是由多個帶有分歧的管路,主要工作職責(zé)是將發(fā)動機(jī)各個缸體的廢氣導(dǎo)入到總管路中,是與發(fā)動機(jī)缸體直接連接的,要求排氣歧管的設(shè)計(jì)盡可能地降低排氣的阻力,并且防止各個缸體排出氣體間的相互影響,當(dāng)下,排氣歧管的主要材質(zhì)是鑄鐵以及不銹鋼材料。排氣歧管的正常工作溫度處于600℃~650℃之間,然而,隨著發(fā)動機(jī)技術(shù)的進(jìn)步、渦輪增壓器的使用以及催化技術(shù)的進(jìn)步,甚至能夠超過920℃,并且還有著繼續(xù)上漲的態(tài)勢。另外,隨著發(fā)動機(jī)排氣要求越來越高,排氣歧管的布局也越來越復(fù)雜,在復(fù)雜的使用工況下會出現(xiàn)開裂、漏氣的問題,因此,研究汽車排氣歧管的加工要點(diǎn),并對加工工藝進(jìn)行合理規(guī)劃十分有必要,力求提高排氣歧管品質(zhì),減少生產(chǎn)成本。
1? 排氣歧管加工工藝要點(diǎn)
排氣歧管的正常工作都處于高溫的環(huán)境中,并且工作的溫度也是不斷變化的,加之排氣歧管的形狀越來越不規(guī)則,各個部位的有效厚度也不盡相同,隨著溫度變化,過程中會出現(xiàn)排氣歧管各處熱脹冷縮疲勞形變量不一致的情況,為了減少排氣歧管的形變量,去除鑄造殘余應(yīng)力,要求在排氣歧管與缸體的連接面進(jìn)行開槽加工。排氣歧管是通過鑄造的方式獲得的,材質(zhì)本身沒有得到徹底的失效處理,內(nèi)部會殘余有鑄造應(yīng)力。對排氣歧管進(jìn)行開槽加工會導(dǎo)致結(jié)構(gòu)的變形,造成排氣歧管與缸體的工作表面精度超差,主要表現(xiàn)在表面位置度不達(dá)標(biāo)影響與缸體的裝配品質(zhì),平面度不達(dá)標(biāo)影響與缸體的密封性,增加漏氣的概率,這些都會直接影響到發(fā)動機(jī)工作性能。由此可以看出,合理設(shè)計(jì)排氣歧管的加工工藝是十分重要的,可以有效保障排氣歧管的產(chǎn)品品質(zhì)。
2? 傳統(tǒng)排氣歧管加工工藝
傳統(tǒng)的排氣歧管加工一般分為5個步驟,分別是:第一,粗、精銑進(jìn)氣法蘭面,運(yùn)用專用夾具進(jìn)行六點(diǎn)約束,用立銑床加工進(jìn)氣法蘭面;第二,加工進(jìn)氣法蘭面各個孔,運(yùn)用加工中心對進(jìn)氣法蘭面進(jìn)行鉆、鉸、銑加工;第三,在加工中心上進(jìn)行法蘭面銑削加工,并鉆孔、攻螺紋、加工密封槽;第四,在加工中心上進(jìn)行凸臺銑削加工,并鉆孔、攻螺紋;第五,在加工中心上進(jìn)行锪面。
3? 排氣歧管加工工藝優(yōu)化
排氣歧管進(jìn)氣法蘭面槽口加工總共有3個地方,開槽口會影響排氣歧管的結(jié)構(gòu)穩(wěn)定性,造成結(jié)構(gòu)形變,與此同時,可能會造成進(jìn)氣法蘭面平面度以及進(jìn)氣面各孔位置度不合格。為此,排氣歧管的開槽工藝不能放在工序的最后,應(yīng)當(dāng)放置在鉆進(jìn)氣面各孔后面,精銑進(jìn)氣法蘭面的前面。因此,優(yōu)化后的加工工藝為下列步驟。
第一,對進(jìn)氣法蘭面進(jìn)行銑削粗加工,運(yùn)用專用夾具進(jìn)行六點(diǎn)約束,加工設(shè)備為立銑床。
第二,加工進(jìn)氣法蘭面各孔,夾具定位結(jié)合粗加工進(jìn)氣法蘭面與內(nèi)流道定位點(diǎn),加工設(shè)備為立式加工中心。
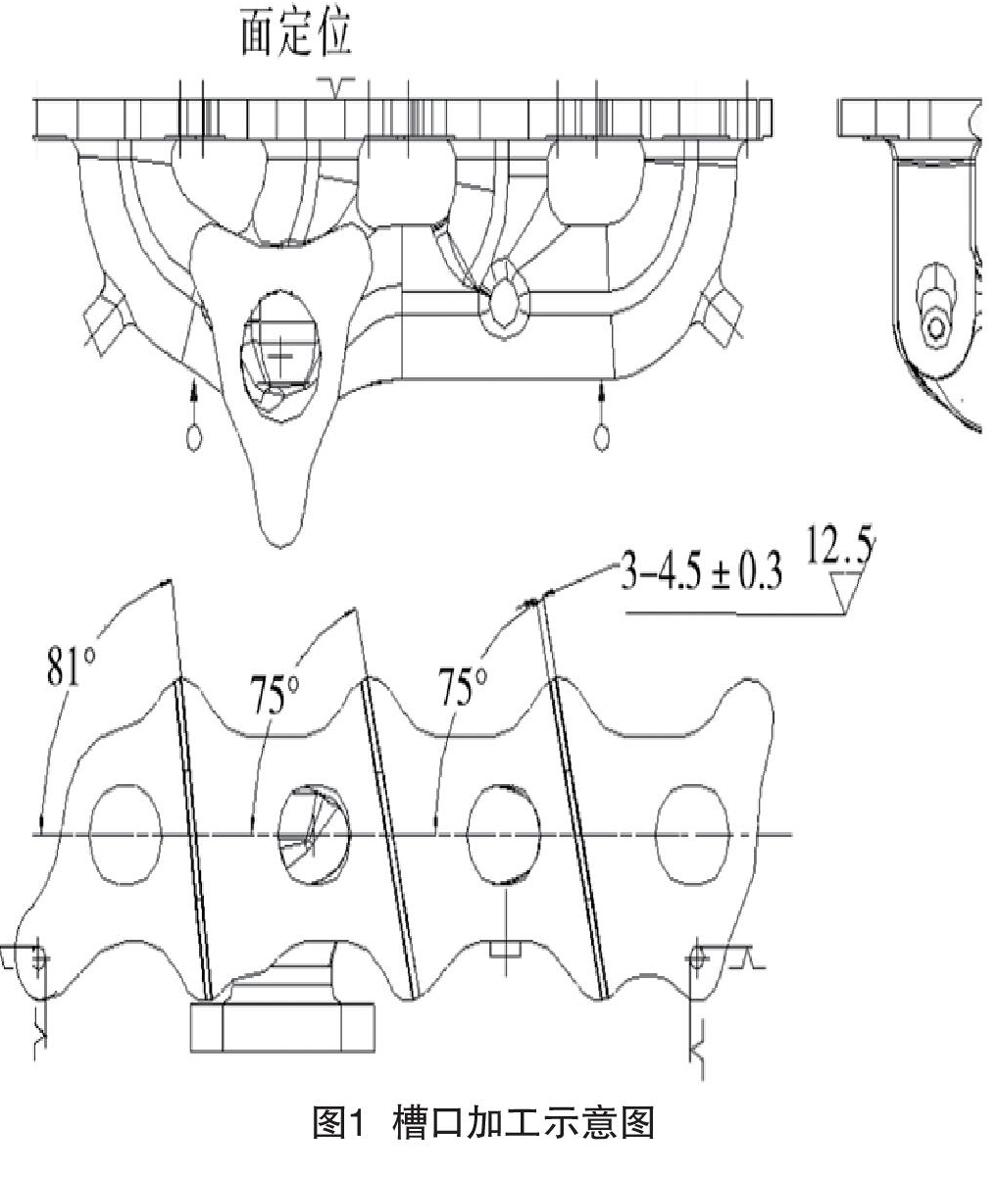
第三,加工槽口,定位方式為一面兩銷,加工設(shè)備為臥式銑床,見圖1。
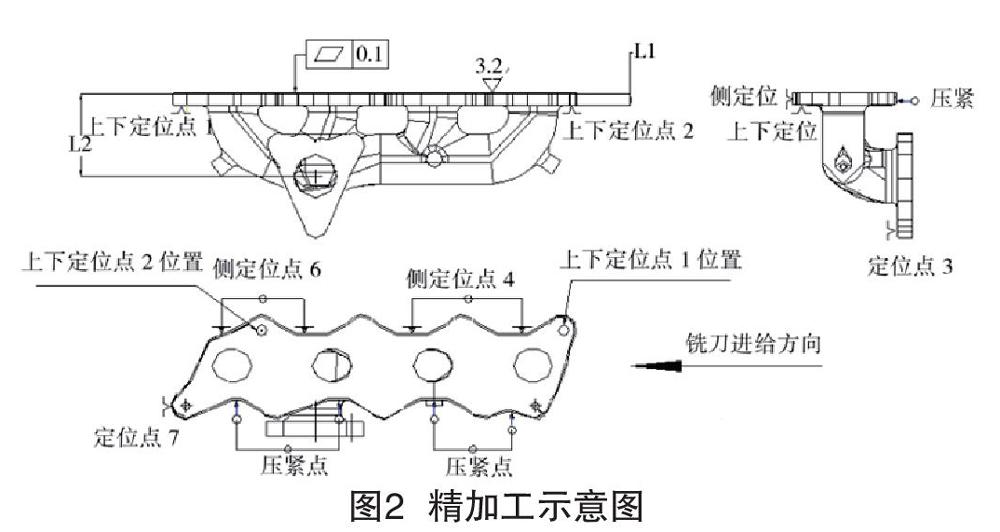
第四,精銑進(jìn)氣法蘭面,夾具定位方式與粗加工進(jìn)氣法蘭面一致,保證進(jìn)氣法蘭面各尺寸符合規(guī)定,加工設(shè)備為立式加工中心,見圖2。
第五,未完成的加工工序依照常規(guī)的排氣歧管加工方法進(jìn)行即可,定位方式為一面兩銷,一面即進(jìn)氣法蘭面,兩銷為基準(zhǔn)孔。
4? 結(jié)語
使用優(yōu)化后的排氣歧管加工工藝進(jìn)行生產(chǎn)制造后,避免了進(jìn)氣法蘭面開槽而引起的排氣歧管結(jié)構(gòu)形變的問題,有效控制了進(jìn)氣法蘭面的平面度以及進(jìn)氣面各孔的位置度符合圖紙標(biāo)準(zhǔn)要求,提升了排氣歧管的整體工件品質(zhì),降低了排氣歧管的加工成本,為企業(yè)帶來了更好的經(jīng)濟(jì)收益。
參考文獻(xiàn)
[1] 王軍,劉配勇,王興國.某發(fā)電機(jī)組用柴油機(jī)排氣歧管熱應(yīng)力仿真與分析[J].汽車實(shí)用技術(shù),2018(18):123-126.
[2] 張俊紅,張玉聲,王健,等.高溫環(huán)境下汽油機(jī)排氣歧管振動特性及疲勞壽命研究[J].振動與沖擊,2017,36(13):33-40.
[3] 駱旭薇,石勇,李斌,等.應(yīng)用FEA-CFD耦合方法對某增壓柴油機(jī)排氣歧管的開裂失效分析及設(shè)計(jì)改進(jìn)[J].內(nèi)燃機(jī)工程,2015,36(6):144-150.
[4] 包維霞,王立新,黃佐華,等.排氣歧管形式和加工工藝對汽油機(jī)性能影響的研究[J].內(nèi)燃機(jī)工程,2012,33(3):64-67,74.
[5] 韓文艷,許思傳,鄧瀟,等.渦輪特性曲線優(yōu)化與缸內(nèi)直噴汽油機(jī)排氣歧管匹配研究[J].汽車技術(shù),2012(2):19-23.
[6] 黃鍵,林曉輝,嚴(yán)世榕.基于FLUENT的柴油機(jī)排氣歧管內(nèi)流場的數(shù)值模擬[J].福州大學(xué)學(xué)報(bào):自然科學(xué)版,2010,38(1):80-85.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
