集裝箱起重機修復工藝分析
2019-06-29 01:10:08
裝備機械 2019年2期
上海振華重工(集團)股份有限公司 上海 201913
1 現場情況
ZP15-L50628澳大利亞項目采用筆者公司生產的集裝箱起重機,在用戶碼頭與一艘挖泥船相撞,擠壓海右側大車機構。事故發生時,集裝箱起重機處于防風系統固定狀態,大車錨定裝置、防風纜都與碼頭固定,導致集裝箱起重機結構受到破損變形。根據檢測報告,集裝箱起重機需要進行的主要修復工作如下[1]:
(1) 陸右側立柱與聯系梁連接位置結構修復;
(2) 海右側立柱與下橫梁連接位置結構修復;
(3) 海、陸側下橫梁構件損傷返修;
(4) 海側大車機構平衡梁損壞修復;
(5) 海、陸側立柱垂直度超差修復;
(6) 海陸側下橫梁角尺調整及右側門框斜撐管修復。
根據檢測數據及現場情況,前期研討的初步修復方案為采用整臺集裝箱起重機結構頂升后返修,將高胎架輔助工裝頂升在門框聯系梁位置,將整機頂升脫離地面,然后逐步修復損壞的立柱結構、下橫梁構件及大車行走機構等[2]。這一修復方案的缺陷有兩方面。一是因為門框聯系梁與陸側立柱對接位置嚴重扭曲變形,承受頂升沖擊力有限,安全風險太高,同時頂升輔助加強工作較復雜[3]。二是立柱的垂直度、直線度,以及下橫梁直線度、角尺都需要調整,調整難度非常大,而且在高空情況下進行調整,不可預知的影響因素較多。調整修復后的數據是否合格將直接影響后續前后大梁的對中要求,以及小車軌道直線度的調整,并最終影響集裝箱起重機功能是否滿足標準要求[4-6]。考慮到初步修復方案中的未知因素,并且有延誤生產節點計劃、提高修復成本的風險,最終確定采用將集裝箱起重機結構拆解,放置在地面胎架上進行返修調整的方案,具體措施為將前后大梁組件、門框結構、下橫梁構件逐步拆解,放置在地面胎架上進行低空返修操作。
2 難點分析
根據集裝箱起重機的返修要求,采用整機拆解修復方案,在實施過程中存在以下難點:
(1) 前后大梁組件及門框在修割拆解過程中,四處上橫梁的下口及四處海陸側立柱的下口會存在高低差,不在同一水平面上;
(2) 海陸側上橫梁與立柱上口返修完成重新裝配后,需要仍然處于原對筋狀態,下橫梁與立柱下口返修完成重新裝配后,也需要仍然處于原對筋狀態;
(3) 右側門框聯系梁被折斷,需要修復及調整整體直線度;
(4) 陸右側立柱與聯系梁折斷,需要修復及調整整體直線度;
(5) 調整下橫梁角尺及大車直線度;
(6) 調整前后大梁對中及小車軌道直線度。
3 修復工藝技術方案
對修復方案難點進行針對性討論研究,制訂詳細的施工工藝,并對其進行重點工藝控制。
(1) 整機拆除前準備工作。需要在海陸側上橫梁上安裝前后大梁組件吊裝拆卸工藝吊耳,吊耳位置在橫梁隔板處,腹板焊縫需要進行100%超聲探傷,不允許焊縫內部有裂紋。為便于海陸側下橫梁及門框拆卸,需要在下橫梁上安裝吊裝吊耳及防傾覆吊耳[7-8]。為了保證前后大梁組件與門框結構、門框結構與下橫梁構件、下橫梁構件與大車組件的順利分離,需要將立柱與上下橫梁內的電纜線、電氣房與橫梁連接處的電纜線及大車兩側的電纜線拆除。拆除其它附屬件,包括空壓管、門框與機房貫通斜梯、電梯支架及軌道等,并保存好。
(2) 拆卸后上橫梁及立柱下口高低差控制。為保證四處海陸側上橫梁下口修割后處于同一水平面,以及四處海陸側立柱下口修割后也處于同一水平面,分別以立柱上口法蘭面和下橫梁法蘭面為基準,以高度尺寸為20 mm劃出上橫梁下口、立柱下口的等高線,并做好相應的定位標記,分別如圖1、圖2所示[9]。
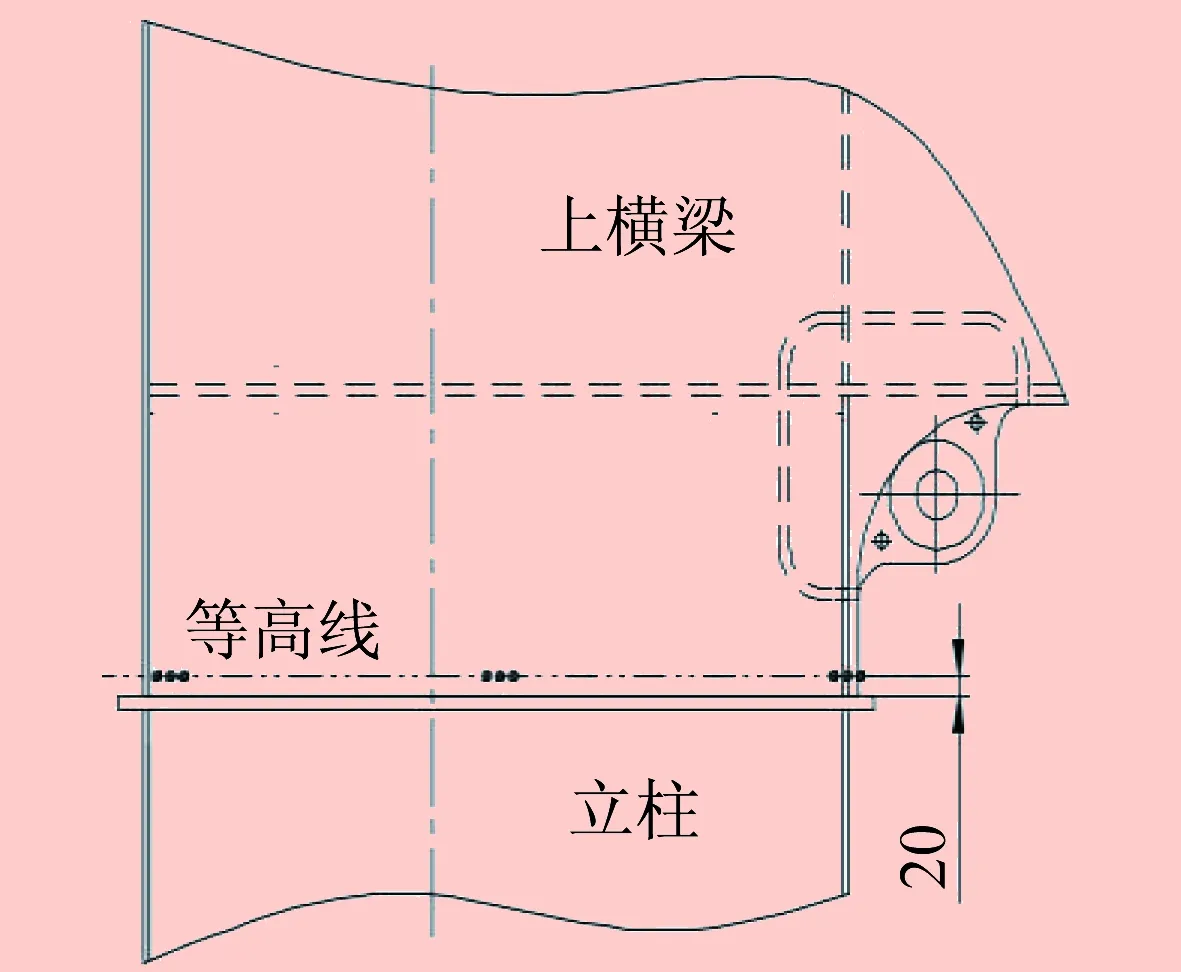
圖1 上橫梁下口劃等高線
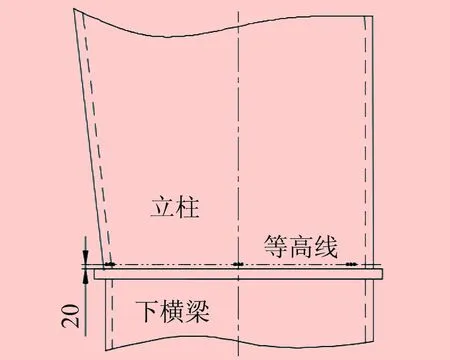
圖2 立柱下口劃等高線
(3) 返修后橫梁與立柱對筋控制。拆除前后大梁組件之前,海陸側上橫梁下口及立柱下口需安裝工藝支座與加強筋,分別與對應的法蘭面上的工藝孔進行匹配定位,如圖3所示。為便于上橫梁及立柱的修割工作,工藝支座需高于等高線約10 mm。工藝支座安裝的目的是前后大梁組件返修完成重新裝配后,確保上下橫梁與立柱對筋符合要求,并且能有效控制上橫梁下口,以及立柱下口結構變形,同時相應控制前后大梁組件軌道直線度變化情況[10-12]。
(4) 右側門框立柱變形箱梁修復。為了調整右側門框聯系梁及陸側立柱直線度,并保證右側門框各項幾何尺寸數據修復合格,將右側門框拆卸,吊裝放置水平胎架上進行返修工作。門框幾何尺寸如圖4所示。

圖3 安裝工藝支座及加強筋
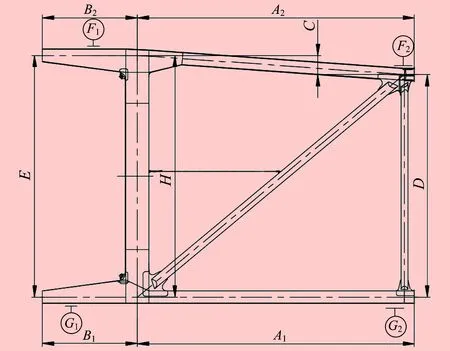
圖4 門框幾何尺寸
在返修時,為了有效控制門框幾何尺寸的變化,按照海側立柱下口、陸側立柱中段、門框聯系梁、門框斜撐管的順序進行修復調整。箱梁分段更換時,注意下翼板與腹板對接縫錯開200 mm[10]。使用半自動割刀修割構件的變形段及新嵌補段的余量,保證修割質量。修割處需打磨光滑,并進行100%磁粉探傷檢測。對接縫錯開及新嵌補段如圖5所示。待整體左右側門框修復完成且門框各尺寸檢驗合格后,以聯系梁中心為基準劃線,以陸側立柱聯系梁到下口的尺寸B1為依據,修割海側立柱下口余量,保證左右側門框四處立柱下口在同一水平面。

圖5 新嵌補段拼裝及余量修割
(5) 門框聯系梁直線度調整。門框聯系梁檢測后,其直線度相對于地面向上拱,最高點約30 mm,其它門框尺寸均返修完成。為了不影響門框其它尺寸的變化,避免重新測量修復,對接口處底部的通長焊縫及兩側腹板的約1 000 mm長焊縫進行碳刨去除,上面板的通長焊縫及兩側腹板與面板對接焊縫仍留有約400 mm長焊縫不進行碳刨去除。這樣可以有效控制海陸側立柱開檔的變化,有效調整改善聯系梁的上拱情況,保證門框聯系梁直線度符合要求。
(6) 下橫梁角尺及直線度調整。拆卸海陸側下橫梁時,為防止大車機構傾覆,在大平衡梁位置布置支撐胎架,采用下橫梁上的工藝吊耳拆除并吊裝下橫梁,放置胎架上。將下橫梁構件翻轉90°,吊至胎架上,調整好箱梁水平,檢測下橫梁構件對角線尺寸及直線度,檢測與立柱連接的法蘭板和與大車連接的法蘭板垂直度、扭曲度,若超差則進行調整。下橫梁返修合格后,將大車連接支架按圖紙要求安裝到位,采用工藝螺栓固定牢固,保證法蘭貼合面貼緊,再復測下橫梁水平。重新測量檢驗下橫梁初始的各相關中心線,保證連接支架中心與下橫梁基距中心及寬度方向中心對齊,并且測量孔的同軸度、垂直度,以及左右兩支座軸孔之間的平行度、軸孔與下橫梁水平中心線之間的距離是否符合圖紙要求,若不符合,則通過劃線找正調整。
上述各組件修復合格后,按照拼裝技術要求重新將大車機構、下橫梁、左右側門框及前后大梁組件拼裝。整機總裝完成后,調整整機水平,然后檢測前后大梁對中數據及小車軌道直線度。因為前后大梁組件并未受到嚴重損壞,所以為了保證小車軌道直線度,只能通過門框斜撐管進行對中調整,不能通過鉸點進行調整,只有這樣才能保證門框以上的結構整體變化,不會造成局部結構因調整后數據變化而引起后續構件數據變化,避免引起嚴重的連鎖反應。所有前期拆卸的電氣元件、電纜、空壓管道等均按照圖紙要求重新復位安裝,對整臺集裝箱起重機進行調試檢測工作。
4 結束語
ZP15-L50628項目集裝箱起重機的修復工作嚴格按照修復工藝方案進行,最終按照規劃節點順利完成了修復工作。對于此次修復工藝,進行了詳細的前期分析和研究,對實施過程中的難點制訂了嚴謹的控制要求,使修復工作順利完成。此次集裝箱起重機修復工作對于后續雙箱式起重機修復而言,具有借鑒作用,為相關工作提供了技術參考。