高鐵鋼軌閃光焊接過燒缺陷的控制研究
2019-06-29 01:10:14
裝備機械 2019年2期
中國鐵路武漢局集團有限公司 武漢 430050
1 研究背景
鋼軌閃光焊接是無縫鋼軌連接的主要工藝,鋼軌焊接的質量在某種程度上決定了無縫鋼軌的壽命。控制與避免閃光焊接缺陷是保證高鐵無縫鋼軌質量的重要手段[1]。近年來,鋼軌閃光焊接缺陷的研究大量集中在灰斑缺陷機理與控制方面[2-4]。隨著鋼軌焊接工藝的不斷優化和完善,閃光焊接灰斑缺陷得到了有效控制。
從最近兩年統計的固定式閃光焊接探傷結果來看,出現了批次量的鋼軌軌底下表面焊縫及周圍過燒缺陷。過燒缺陷屬于體積型缺陷,典型的過燒缺陷樣貌為黑色蜂窩狀。鋼軌軌底通常受拉應力,軌底下表面的過燒缺陷會嚴重降低焊縫的力學強度。落錘沖擊試驗結果表明,軌底下表面有過燒缺陷的焊縫,均一錘斷裂,斷裂源為過燒缺陷處[5]。為了確保高鐵無縫鋼軌焊接質量,控制與避免鋼軌閃光焊接過燒缺陷具有重要意義。
2 過燒缺陷產生原理
過燒缺陷在無縫鋼軌連接中是危害性較大的缺陷,其破壞作用相當于多個斷裂紋出現在焊縫及其周圍,導致焊縫力學性能顯著降低。過燒缺陷通常能通過超聲探傷檢測出。研究表明,金屬過燒缺陷產生的原因是加熱溫度過高,導致晶粒粗大,并沿晶界析出高溫相,造成局部晶界氧化,甚至熔化,弱化金屬晶界網,使局部成為脆性敏感區,形成裂紋區,進而大大降低金屬的塑性與韌性[6-7]。與過熱缺陷不同,過燒缺陷無法通過熱處理方式消除。當發現過燒缺陷時,焊縫只能進行鋸切重焊處理。
3 過燒缺陷樣本分析
3.1 宏觀樣貌分析
鋼軌閃光焊接過燒缺陷一般出現在軌底下表面,靠近焊縫部位,深度通常從軌底下表面向內侵入1~5 mm。典型的鋼軌閃光焊接軌底過燒缺陷焊縫斷裂形狀如圖1,斷口宏觀樣貌如圖2所示。

圖1 鋼軌閃光焊接軌底過燒缺陷焊縫斷裂形狀

圖2 鋼軌閃光焊接軌底過燒缺陷斷口宏觀樣貌
由圖1可以看出,裂紋貫穿整個軌底下表面,在方框過燒缺陷區域,裂紋處于焊縫中心位置,將焊縫一分為二,且該處裂紋較為平直。過燒缺陷區域之外的裂紋有明顯的撕裂紋形狀,不再為直線。
由圖2可以看出,過燒缺陷呈黑色孔洞蜂窩狀,與周圍金屬有顯著差異。過燒缺陷處于軌底下表面焊縫熔合線附近,并向內侵入約2 mm。斷口在以過燒缺陷為中心的半徑約10 mm半圓范圍內呈放射狀,符合以過燒缺陷為斷裂源的脆性斷裂特征。
3.2 微觀與能譜分析
對圖2中樣品方框區域取樣進行分析,使用Quanta400掃描電鏡,在工作電壓為20.00 kV、束斑為5.0、放大倍數為150、工作距離為11.8 mm、長度標尺為1 mm的條件下成像,如圖3所示。由圖3可以看出,過燒缺陷區域呈現凹坑韌窩樣貌,在凹坑內散布著白色點狀物質。圖3方框內白色點狀物經放大1 000倍后的形態如圖4所示。對圖4中譜圖1區域物質進行能譜分析,分析結果如圖5所示。圖5顯示,白色物質中錳、鐵的含量很高,表明圖4譜圖1區域物質為含有錳和鐵的氧化物。
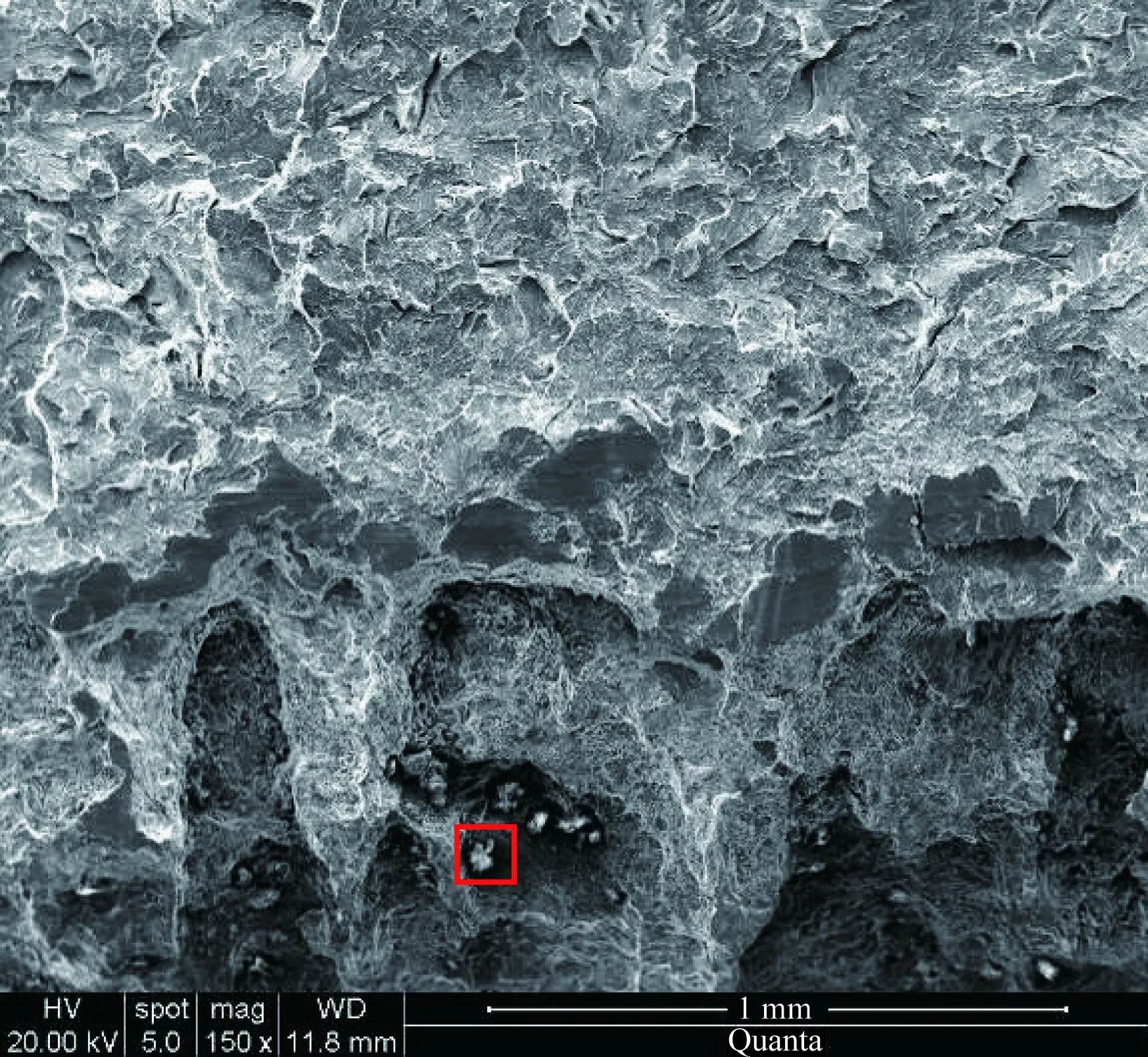
圖3 樣品掃描電鏡圖像
3.3 小結
通過上述分析,確認樣品過燒缺陷產生的原因為:焊接過程中熱量太高,導致接縫熔合面金屬晶界氧化,形成氧化錳等夾雜物;由于氧化錳在奧氏體中的熔解度很低,形成高溫析出相,導致過燒缺陷產生。

圖4 白色點狀物質放大1 000倍形態
4 焊接試驗分析
4.1 焊接工藝
要控制與避免過燒缺陷的產生,應當從閃光焊接工藝參數出發,對預熱、燒化和頂鍛階段的參數進行優化調整,保證熱輸入量與頂鍛量實現最佳匹配。
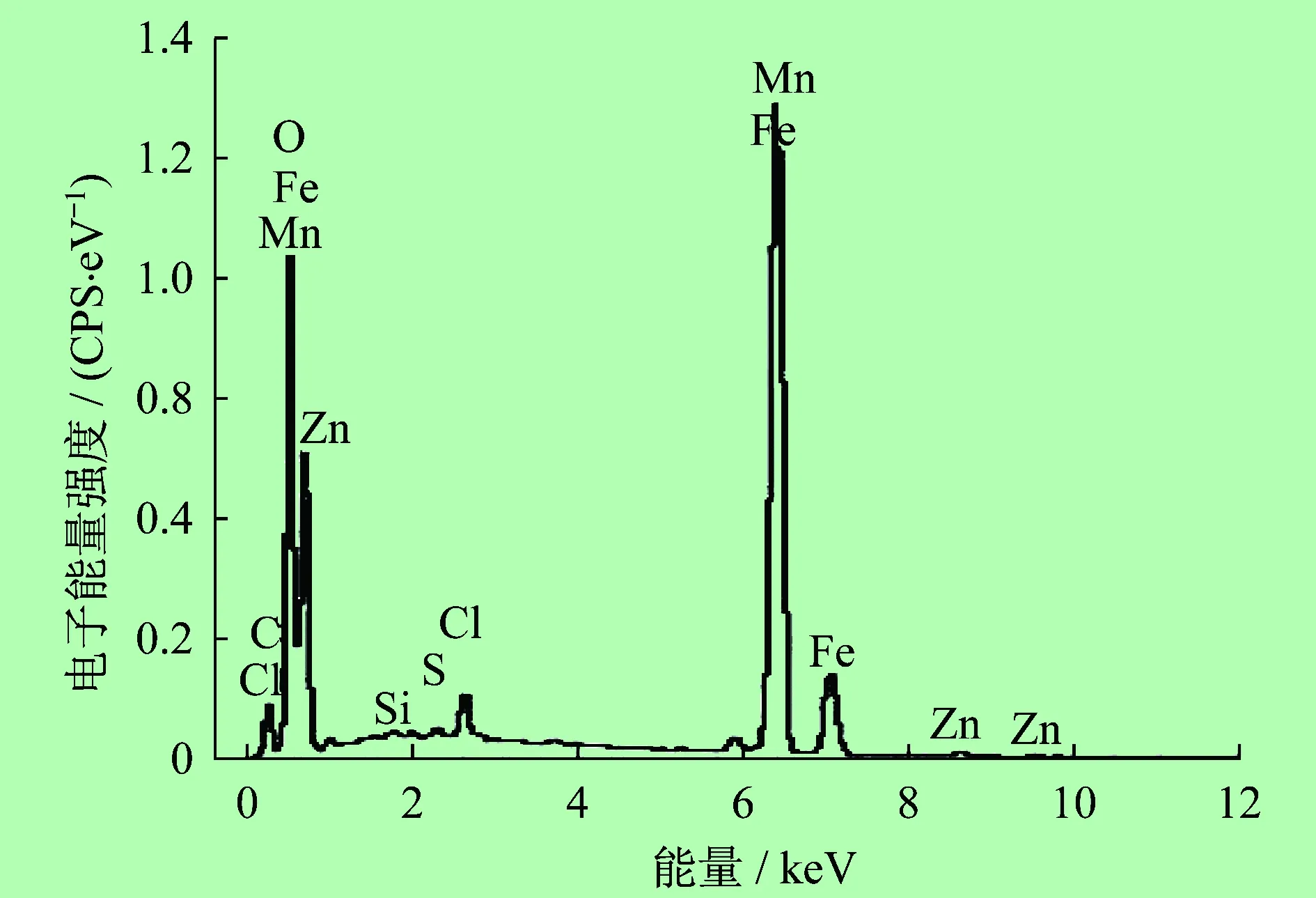
圖5 能譜分析結果
在鋼軌廠焊流水線上,使用武鋼U71MnG熱軋鋼軌和GAAS80/580焊機進行工藝試驗。武鋼U71MnG熱軋鋼軌母材的化學成分見表1。現行工藝參數中熱輸入較大,易導致過燒缺陷產生,于是對焊接工藝參數進行調整,調整前后工藝參數見表2。表2中相位控制參數值含義為焊機最大電壓的千分數。

表1 U71MnG熱軋鋼軌化學成分

表2 調整前后工藝參數
4.2 落錘試驗
在鋼軌閃光焊接中,斷口缺陷主要有灰斑、過燒等。灰斑存在于閃光焊接焊縫斷口中的局部光滑區域,與周邊金屬有明顯界限。研究表明,灰斑的主要成分是硅酸鹽夾雜物。鋼軌閃光焊接時,可以通過改進焊接工藝控制灰斑的大小。根據TB/T 1632.2—2014《鋼軌焊接 第2部分:閃光焊接》要求,鋼軌閃光焊接斷口灰斑單個面積不得大于10 mm2,灰斑總面積不得大于20 mm2。
落錘是一種沖擊性試驗。材料中的缺陷對沖擊性試驗十分敏感。通過落錘試驗,可以掌握斷口缺陷情況,以便對焊接工藝參數進行優化。采用調整后的參數連續焊接十個焊接部位,焊接完成后按照TB/T 1632.2—2014要求,在距焊縫中心650 mm處雙邊切割出1.3 m長的試樣,進行5.2 m高度落錘沖擊試驗。落錘試驗結果見表3。
由表3可以看出,十個試樣經受落錘次數均在一次及以上,試樣焊態下落錘試驗結果滿足標準要求,灰斑面積最大為5 mm2,斷口未見過燒缺陷。
落錘試驗結果表明,調整后的工藝參數能較好地避免和控制過燒缺陷,且能經受落錘沖擊檢驗。為了滿足TB/T 1632.1—2014《鋼軌焊接 第1部分:通用技術條件》的要求,確保鋼軌焊接質量萬無一失,應使用調整后的工藝參數,在焊機設備狀態性能穩定的前提下,焊接25個焊接位置,并經熱處理,然后進行落錘試驗。試驗全部合格后,調整后的工藝參數方可用于正式焊接生產。圖6所示為1號試樣第三次落錘斷口,斷口呈撕裂狀,未見過燒缺陷和灰斑。由于未經焊后正火熱處理,因此晶粒較為粗大。焊后熱處理可進一步細化晶粒,改善力學性能[8]。

表3 落錘試驗結果

圖6 1號試樣第三次落錘斷口
5 結束語
對高鐵鋼軌閃光焊接軌底過燒缺陷樣本進行分析,確認過燒缺陷宏觀樣貌呈黑色蜂窩孔洞狀,為體積型缺陷。一般軌底過燒缺陷產生在焊縫附近,并向內侵入1~5 mm。微觀及能譜分析結果表明,由于焊接過程中熱輸入量過大,導致熔合面晶界氧化熔化,析出難熔于奧氏體的氧化錳等夾雜物,最終產生過燒缺陷。調整鋼軌閃光焊接預熱時間、預熱階段相控電壓、燒化階段相控電壓和頂鍛時間等參數,進行落錘試驗,確認過燒缺陷得到有效控制。由此可見,合理的加熱與頂鍛工藝相匹配,能夠保證鋼軌閃光焊接的質量。未經焊后熱處理的斷口,晶粒較為粗大,焊后熱處理能細化晶粒,改善力學性能。為保證鋼軌焊接質量,應采用調整后的工藝參數連續焊接25個焊接位置,并經焊后熱處理,進行落錘試驗。確認試驗合格后,調整后的工藝參數方能用于正式生產,保證鋼軌的焊接質量。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24