塔式起重機焊縫質量分析
2019-06-29 01:10:14
裝備機械 2019年2期
江蘇大學 東海機械汽配研究院 江蘇連云港 222300
1 研究背景
隨著市場對塔式起重機產品性能要求的不斷提高,塔式起重機的制造噸位也越來越大。由于自身結構、制造和工作環境等方面的特點,塔式起重機在生產、運輸和使用過程中會伴隨一系列潛在的危險。
塔式起重機屬于典型的桁架式結構,主要由鋼結構件組成。這些鋼結構件包括角鋼、鋼板、鋼管,多采用二氧化碳氣體保護焊焊接構成,材質為Q235鋼、Q345鋼和少許合金鋼。焊接質量的好壞,將直接影響鋼結構件的質量和安全。在使用中,由塔式起重機自身焊縫質量問題導致的安全事故不在少數。通過分析焊接過程中的焊縫缺陷,提出有效的改進措施,提高產品的質量,具有重要社會和經濟價值。
2 常見焊縫缺陷
目前,塔式起重機的鋼結構件在焊接時基本采用手工氣體保護焊,受條件和人員限制,很容易產生焊縫缺陷。主要焊縫缺陷包括氣孔、夾渣、未焊透、未熔合、裂紋、外觀不良、咬邊、焊瘤、燒穿等。焊縫缺陷中,外部缺陷可以通過觀察、檢驗尺檢驗、滲透探傷、磁粉檢驗等發現,而內部缺陷則不易發現,需要通過射線、超聲波等方法進行檢驗[1-2]。受到經濟能力、技術水平和設備能力限制,部分企業對生產過程中的焊逢質量控制不嚴,檢測流于形式,對存在的焊接缺陷沒有及時發現改正,導致事故頻發。可見,在生產環節預防和減少焊縫缺陷尤為重要。主要焊縫缺陷如圖1所示。
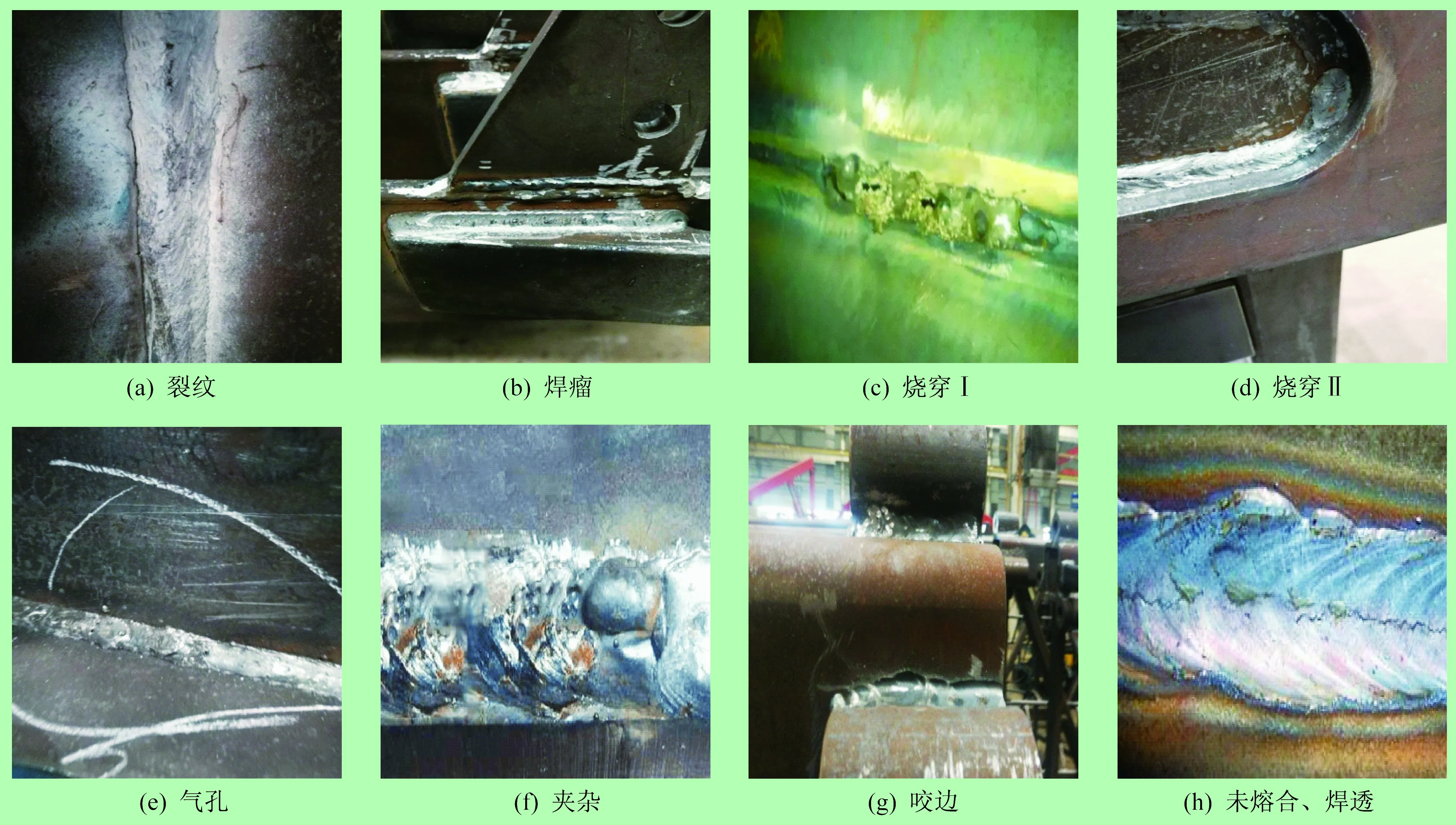
圖1 主要焊縫缺陷
3 焊縫缺陷危害
存在焊縫缺陷會削弱塔式起重機的承載力和疲勞強度,產生應力集中,影響裝配質量。焊縫開裂,嚴重時可導致塔式起重機傾倒、斷臂等機毀人亡的重大事故[3-5]。塔帽、回轉塔身、標準節、頂升架、起重臂、平衡臂等關鍵部件,不允許有未焊透、未熔合和幾何尺寸變化等缺陷。
常見焊縫缺陷的危害如下:
(1) 不均勻焊縫導致的外觀成形缺陷,會產生應力集中、承載力削弱或裝配困難等問題;
(2) 焊縫的高度、寬度和飽滿度等質量會影響鋼結構的疲勞強度[6-7];
(3) 弧坑處存在很大隱患,容易導致氣孔、夾雜,也是形成撕裂的危險部位之一;
(4) 咬邊會導致應力集中;
(5) 電流過大會形成燒穿,導致氣孔、夾雜等,降低承載力;
(6) 未焊透會導致連接處鋼結構的熔合度不合格,容易引起裂紋,導致斷裂危險。
因焊縫質量引起的典型安全事故如圖2所示。圖2(a)中,某項目部使用的QTZ40塔式起重機發生倒塌事故,檢查發現焊縫熱影響區存在裂紋。圖2(b)中,某施工現場的QTZ63塔式起重機發生倒塌事故,檢查發現下部基礎節焊縫處有陳舊裂紋。
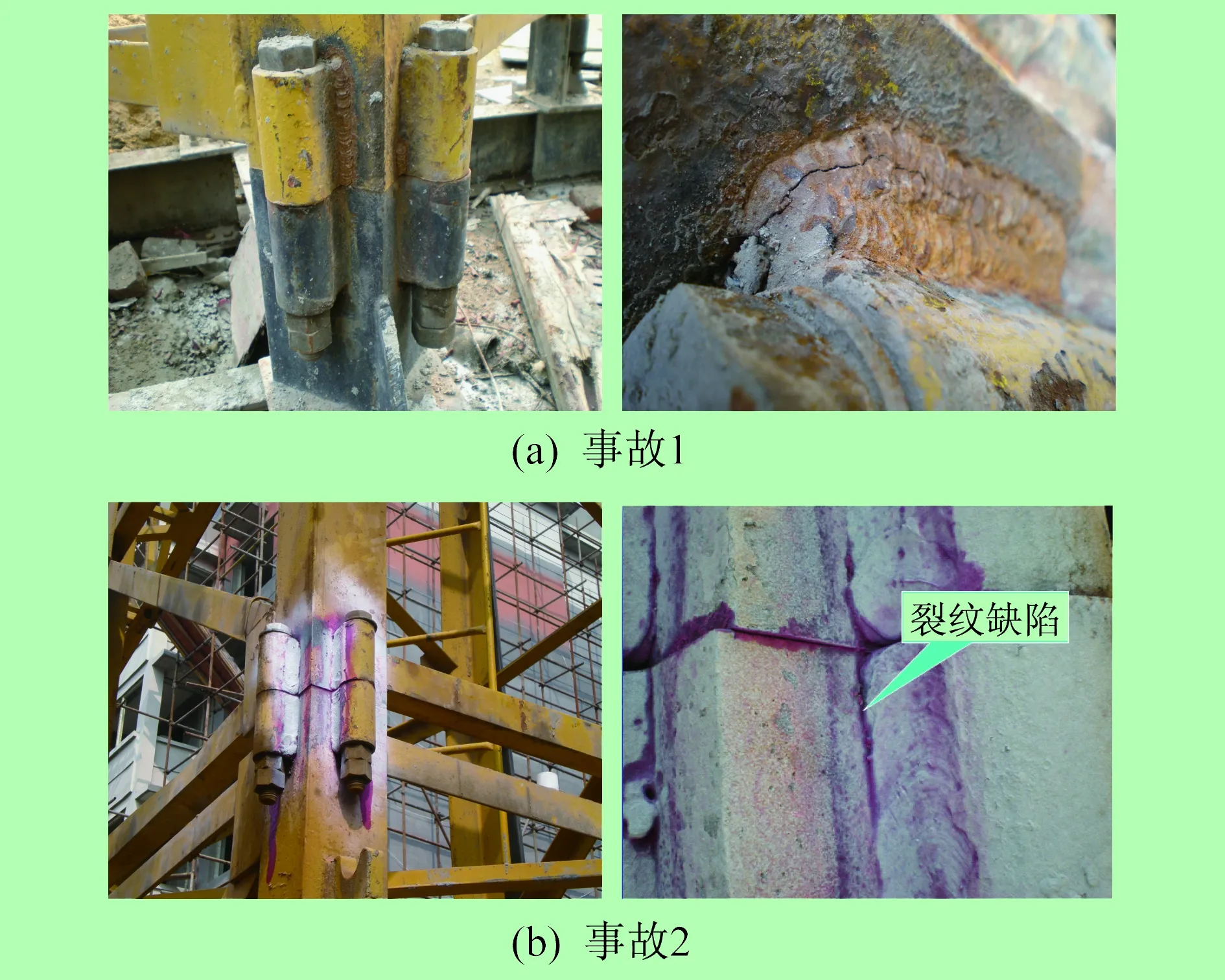
圖2 典型安全事故
4 焊縫缺陷原因分析
4.1 焊縫外觀成形缺陷
這一類型缺陷主要包括焊縫外觀不均勻、魚鱗焊縫、焊瘤、飛濺等,一般是在操作過程中由于電源不匹配,電弧、電壓選擇不當,焊絲進給速度不當或操作人員人為因素造成的。此外,氣體純潔度不高或含水分高、保護氣體不均勻流出、風速較大、焊絲質量不佳等原因會造成氣孔。焊接電流過大、焊接速度過慢會造成焊瘤[8]。
4.2 焊縫尺寸缺陷
主要包括焊縫高度、寬度、長度不合格,以及未焊滿,主要由操作過程中電流、電壓未按工藝卡執行,或焊條進給速度不均勻等造成。
4.3 弧坑
主要產生原因是進給速度太快,熔化的焊條沒有填滿焊道。弧坑處的雜渣氣孔較多,也會伴有裂紋。
4.4 咬邊
由于焊接工藝參數選擇不當,電流過大、電壓過高或操作方法不正確,使沿焊趾的母材部位產生溝槽或凹陷,沒有將熔化的金屬填補到缺口。另一方面,焊接池熱量集中、溫度過高,也會導致咬邊。
4.5 未焊透
坡口角度或間隙過小、鈍邊過長、坡口邊緣不齊或裝配不良,以及焊接工藝參數選用不當,會導致未焊透缺陷。此外,當焊接的熔融金屬偏離焊道中心或焊接電流較小而焊接速度過快時,也會導致未焊透缺陷。
5 應對措施
在施焊過程中,焊接工藝設計、焊前準備、操作、設備、環境、責任心等都會影響焊接質量。針對主要影響因素,提出應對措施,從而避免焊縫缺陷,提高焊接質量,確保塔式起重機的安全。
5.1 焊接工藝
焊接工藝對整個焊接質量起關鍵性作用。首先,焊接工藝的設計需要由具有一定經驗和能力的焊接工程師來完成,并對焊接電流、電壓、速度、焊絲、氣體、極性等做詳細規定[9-11],通過焊接工藝評定的方式來確保設計的合理性和實用性。其次,焊接現場要確保焊接工藝能夠被正確執行。再次,要根據焊接現場反饋信息及時修訂焊接工藝。
根據母材厚度、焊接位置、焊接速度、材質等確定所對應的焊接電流。二氧化碳焊機調節電流的實質是調節送絲速度,因此,二氧化碳焊機的焊接電流必須與焊接電壓相匹配,要保證送絲速度與焊接電壓對焊絲的熔化能力一致,以保證電弧長度的穩定性。一般而言,可以通過經驗公式確定焊接電流[12]:
I=10d2
(1)
式中:I為焊接電流,A;d為焊條直徑,mm。
通常,立焊電流應比平焊電流小15%~20%,橫焊和仰焊電流應比平焊電流小10%~15%。
焊接電壓為焊接提供能量,電壓越高,能量越大,焊絲熔化速度越快,焊接電流也就越大。焊接電壓等于焊機輸出電壓減去焊接回路的損耗電壓[12]。
如果焊機安裝符合安裝要求,那么損耗電壓主要為電纜加長所帶來的電壓損失。在焊接電纜需要加長的情況下,調節焊機的輸出電壓時可以參考表1所示電壓損失。

表1 電壓損失值
根據焊接條件選定相應板厚的焊接電流,然后根據公式計算焊接電壓。當焊接電流小于300 A時,焊接電壓為4%焊接電流值加16 V。當焊接電流大于300 A時,焊接電壓為4%焊接電流值加20 V。
電壓偏高時,弧長較長,飛濺顆粒較大,易產生氣孔,焊道較寬,熔深和余高較小。電壓偏低時,焊絲插向母材,飛濺較多,焊道較窄,熔深和余高較大。
在焊接電壓和焊接電流一定的情況下,確定焊接速度應保證單位時間內焊縫具有足夠的熱量。焊接熱量三要素之間的關系為[12]:
Q=I2Rt
(2)
式中:Q為熱量;R為電弧及電流伸長的等效電阻;t為焊接速度。
半自動焊時,焊接速度為0.30~0.60 m/min。自動焊時,焊接速度可達2.50 m/min以上。焊接速度過快時,焊道較窄,熔深和余高較小。
焊絲分為實心焊絲和藥芯焊絲。可以依據GR/T 5293—2018《埋弧焊用非合金鋼及細晶粒鋼實心焊絲、藥心焊絲和焊絲-焊劑組合分類要求》與GB/T 8110—2008《氣體保護電弧焊用碳鋼、低合金鋼焊絲》選用焊絲。
作為電弧的介質,二氧化碳氣體純度要求不低于 99.5%,含水量不高于0.05%。對于瓶裝液態氣體,1 kg液態二氧化碳可釋放509 L氣體,一瓶液態二氧化碳可釋放15 000 L左右氣體,可使用10~16 h。焊接電流小于350 A時,氣體流量為15~20 L/min。焊接電流大于350 A時,氣體流量為20~25 L/min。
二氧化碳焊一般都采用直流反極性。
5.2 焊前準備
班組長在每天的班組會議中提出焊前準備要求,具體包括人員和設備狀況檢查、焊接材料處理、環境隱患排除等。
5.3 適用工裝
依據鋼結構特點及尺寸設計焊接工裝,保證焊接結構件的尺寸和焊接質量。例如,設計控制起重臂拉桿長度的焊接工裝,可以提高焊接速度,并能有效避免起重臂的下撓問題。
5.4 焊接材料
檢查電源、母材、焊絲、保護氣體、儲氣裝置等焊接設備是否滿足要求。
6 結束語
確保塔式起重機的焊接質量,是保證塔式起重機安全的重中之重。應當從焊接工藝及生產全過程各要素抓起,預防和減少焊縫缺陷,提高焊接質量,保證塔式起重機的可靠性和安全性。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39