基于條碼掃描的陶瓷泥坯自動分配搬運生產線控制系統
2019-07-02 09:18:02李澤莫慶龍
自動化與信息工程 2019年2期
李澤 莫慶龍
基于條碼掃描的陶瓷泥坯自動分配搬運生產線控制系統
李澤 莫慶龍
(廣東省智能制造研究所)
針對衛浴陶瓷產品生產過程中,原有生產管理控制系統與后續升級改造的自動化生產線控制系統之間存在互相獨立、前后脫節、缺乏兼容,導致無法實現產品品質管控與生產追溯的問題。基于條碼掃描系統,結合原有生產管理控制系統與自動化生產線控制系統,設計基于條碼掃描的陶瓷泥坯自動分配搬運生產線控制系統,實現升級改造的自動化生產線控制系統與原有生產管理控制系統的對接,為衛浴陶瓷行業產線的自動化升級改造提供支持。
條碼掃描;生產線控制系統;數據庫
0 引言
隨著生活水平的不斷提高,人們對衛浴陶瓷的需求量日益增長。在衛浴陶瓷的生產過程中,坯體修磨、噴釉等核心工序大多采用人工作業的方式,生產環境惡劣、生產效率低、質量穩定性差等問題極大制約了企業發展[1]。目前,基于機器人和柔順控制等技術建立的機器人修磨、噴釉自動化生產線已在實際生產中得到應用[2]。同時,生產廠家借鑒國外先進管理理念,引入生產管理控制系統對生產過程進行監控及管理。但由于技術服務提供商及引入時間不同,生產管理控制系統與自動化生產線控制系統之間出現了脫節,這是自動化升級改造需要面對的一個難題。
本文根據實際生產需求,基于條碼掃描系統,上層調用原有生產管理控制系統及數據庫預留接口,下層銜接自動化生產線控制系統,設計開發了基于條碼掃描的陶瓷泥坯自動分配搬運生產線控制系統,解決了原有生產管理系統與升級改造的自動化產線控制系統的不兼容問題。
1 系統設計目標
基于條碼掃描的陶瓷泥坯自動分配搬運生產線控制系統,根據生產管理控制系統制定的生產計劃及指定的生產班組,控制待加工泥坯運送到工作站進行修磨,修磨完成后搬運至指定生產班組負責的生產線體進行后續加工。首先,通過生產管理控制系統設置批次產品的條碼區段、加工工序以及生產班組;然后按照既定工序生產并有唯一指定的條碼信息貼于產品上。利用生產管理控制系統和生產數據庫所開放的接口,開發備份數據庫。此數據庫定時更新生產信息,以防廠區內網絡不暢而對生產帶來影響并減少帶寬占用。陶瓷泥坯自動分配搬運生產線控制系統通過條碼掃描系統讀取待加工陶瓷泥坯的條碼信息;然后查詢線體主機上的備份數據庫,根據既定工序及生產班組設定,調整輸送待加工陶瓷泥坯的下一道工序生產線號,并將生產信息指令發送給生產線線體控制系統;線體控制系統控制搬運機器人及打磨機器人對待加工陶瓷泥坯進行生產加工[3]。
2 系統組成
基于條碼掃描的陶瓷泥坯自動分配搬運生產線控制系統根據功能分為4個子系統:產品條碼掃描系統、產品數據庫查詢系統、產線線體控制系統和產線自動分配系統[4],如圖1所示。
2.1 產品條碼掃描系統
產品條碼掃描系統由無線式條碼掃描頭和條形碼接收控制器2部分組成。無線式條碼掃描頭對產品條碼掃描后,將條碼信息數據傳送至條碼接收控制器。條碼接收控制器根據設置的輸出格式對收到的條碼信息重編碼,再以USB接口形式通過虛擬串口轉換將數據發送至電腦主機,如圖2所示。采用此方式僅占用上位機USB接口,不需占用串行接口,可支持多個掃描器同時接入。
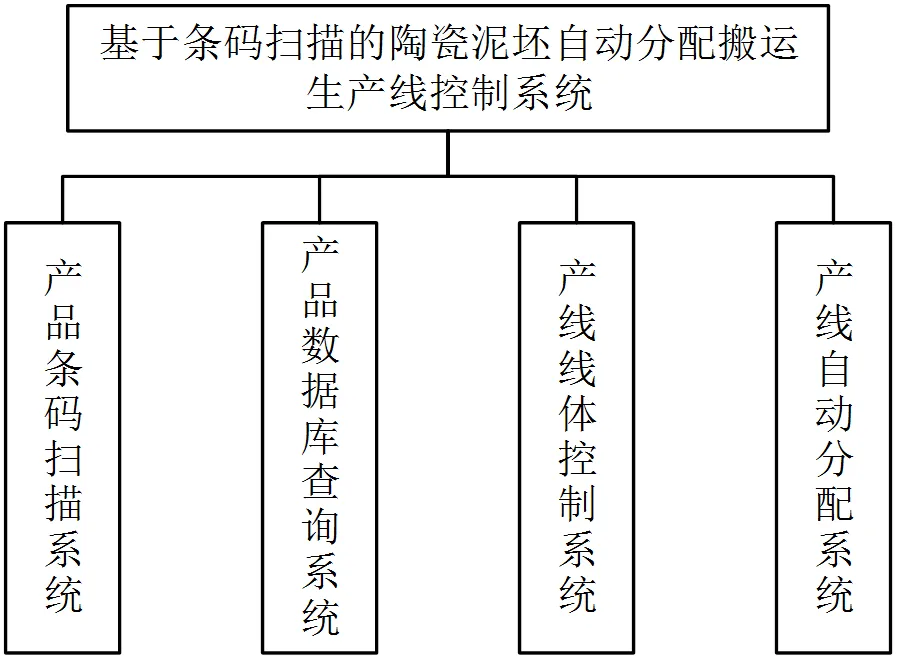
圖1 基于條碼掃描陶瓷泥坯自動分配搬運生產線控制系統組成框圖

圖2 產品條碼掃描系統與上位機連接方式示意圖
2.2 產品數據庫查詢系統
在產線線體的主機上開發產品數據庫,采用MySQL創建本地數據庫,通過TCP/IP協議與服務器主機進行通訊。以產品條碼為主鍵將解析完畢的數據在本地數據庫中進行插入、更新等操作。本地數據庫定時與服務器主機數據庫同步更新,防止因網絡或服務器維護而影響正常生產,同時也有效提高了企業內部網絡的利用率,避免大批量數據頻繁更新增加內部網絡負擔。產品數據庫數據存儲類別如圖3所示。
2.3 產線線體控制系統
產線線體控制系統采用PLC為控制器,通過DP通訊方式與FANUC機器人通訊;通過Sockets協議與上位機通訊;通過I/O模塊接收線體上傳感器信號。PLC接收產線自動分配系統發出的數據,并根據數據內容調用不同程序塊,每個程序塊對應相應生產線體的動作。
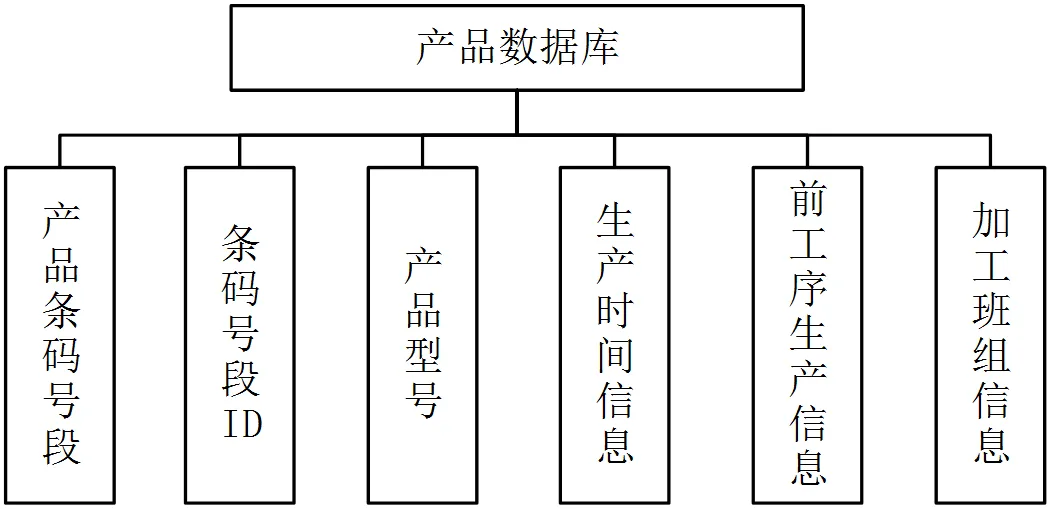
圖3 產品數據庫數據存儲類別構成
2.4 產線自動分配系統
產線自動分配系統是本系統的核心部分,配合產品數據庫查詢系統使用。產線自動分配系統接收產品條碼掃描系統傳輸回來的產品條碼;然后調用產品數據庫查詢系統查詢條碼,并讀取數據;接著根據自動分配規則將產品分配給相應生產班組的對應產線;最后將控制信息發送給產線線體控制系統,產線線體控制系統控制設備及機器人完成動作。
根據以上設計,開發了產品自動分配系統控制軟件。為提升查詢速度,軟件可直接調用產品數據庫。通過以太網與產線線體控制系統進行通訊,從而實現基于條碼掃描的陶瓷泥坯自動分配搬運生產線控制系統的控制。產線自動分配系統的工作處理流程如圖4所示。

圖4 產線自動分配系統的工作處理流程
3 系統實現
3.1 產品條碼掃描系統實現
條碼掃描控制器以串行通訊模式,發送包含條形碼信息的報文給上位機。為增強系統的通用性與便利性,本文使用USB接口通過虛擬串口轉換連接至工控機,實時接收條碼信息。此方法可同時接收多組條碼信息。因需要實時接收條碼信息,所以設置數據緩沖器,以代理的形式對使用的虛擬端口進行監聽。此部分功能實現的偽代碼為:
//串口實例化
SerialPort serialPort1 = new SerialPort ("COM1", 115200, Parity.None, 8, StopBits.One);
SerialPort serialPort2 = new SerialPort ("COM2", 115200, Parity.None, 8, StopBits.One);
//初始化委托事件
public delegate void Displaydelegate1 (byte[] InputBuf1);
public delegate void Displaydelegate2 (byte[] InputBuf2);
數據緩沖區接收到數據后,觸發功能函數,將產品條碼整理變換,存儲并顯示,同時記錄到生產日志備份文件中,以供特定情況下對生產信息進行查詢。
3.2 產品數據庫查詢系統實現
使用MySQL開發產線線體本地數據庫,每24 小時與服務器主機進行一次通訊。通過訪問數據庫服務器接口,接收json格式文件并進行解析;將解析后的數據轉存為臨時數據表格,以產品條碼為主鍵進行數據庫查詢;根據臨時表格對本地產品數據庫中的數據進行操作。查詢本地數據庫數據截圖如圖5所示。
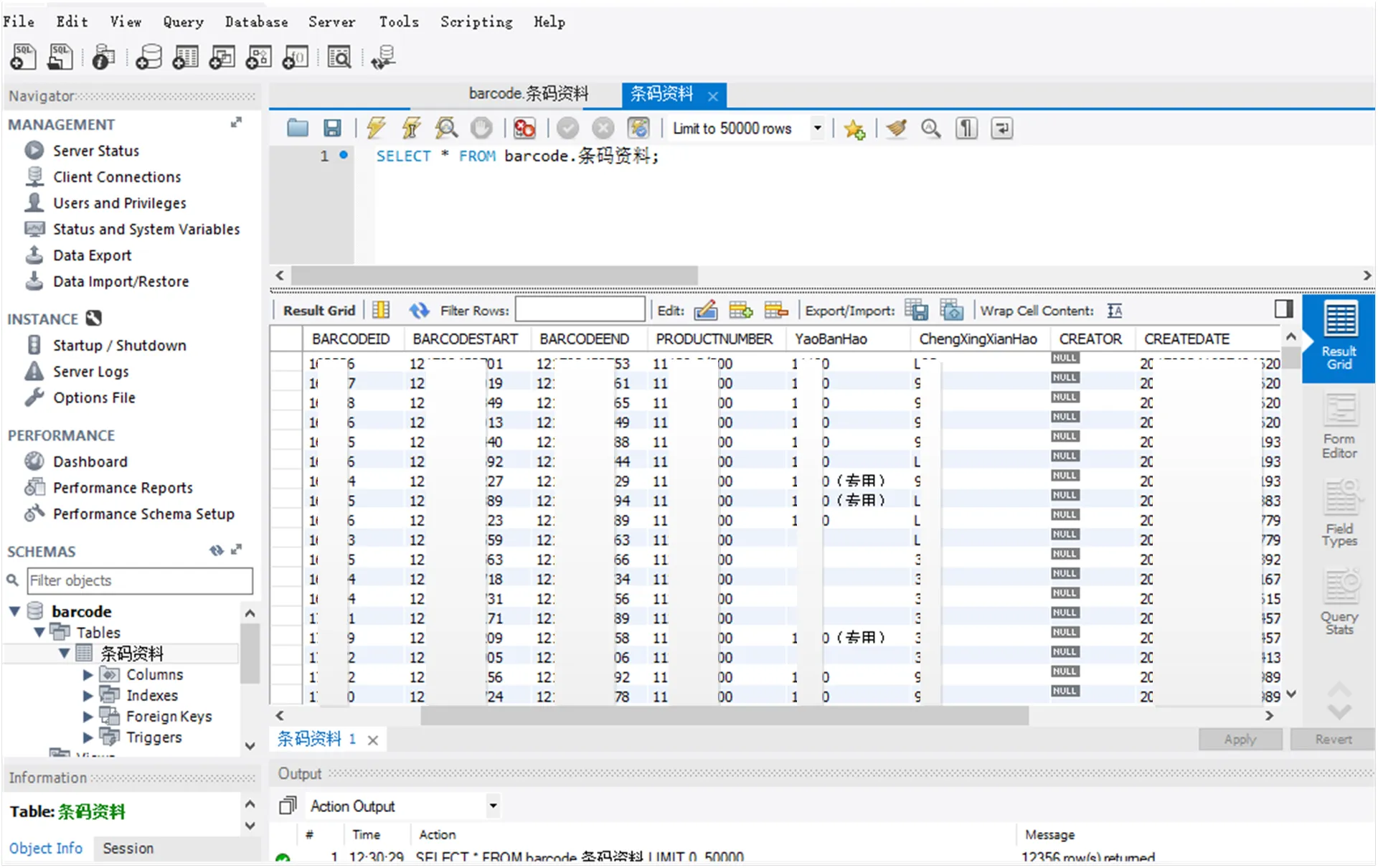
圖5 本地產品數據庫數據截圖
3.3 產線線體控制系統實現
本系統采用2個PLC作為產線線體控制系統的控制器,1個主PLC同時控制4臺FANUC機器人進行搬運及修磨操作;另一個從PLC控制線體運行。產線線體控制系統主PLC與上位機采用以太網方式連接,通過底層sockets協議與控制軟件進行通訊。
PLC接口程序函數偽代碼為:
public void LinkToPLC(string PLC_IP, int DBNumber, int Start)
{
PLC_Client client = new PLC_Client();
try{
byte[] probs = new byte[15];
byte[] Chebs = new byte[10];
byte[] Selbs = new byte[5];
if (productnumber_result != null && ChengXingXianHao_result != null)
{
probs = ASCII.GetBytes(productnumber_result);
Chebs =
ASCII.GetBytes(ChengXingXianHao_result);
Selbs =
BitConverter.GetBytes(selectGanPiXianHao);
int d = client.Connect ();
if (d == 0)
{
int a = client.DBWrite(DBNumber, Start, 15, probs);
int b = client.DBWrite(DBNumber, Start + 15, 10, Chebs);
int c = client.DBWrite(DBNumber, Start + 25, 5, Selbs);
if (a == 0 & b == 0 & c == 0)
{
textBox.Text = "條碼寫入成功";
}}
else MessageBox.Show("請檢查PLC連接");
}
else MessageBox.Show("請輸入條碼并查詢");
}
catch (Exception ex)
{throw ex;}
client.disconnect();
}
3.4 產線自動分配系統實現
產線自動分配系統作為銜接原生產管理系統和生產線體控制系統的核心部分,承擔產品條碼接收、產品數據庫查詢以及對產線PLC寄存器讀寫操作。本文開發的應用軟件在集成以上功能的基礎上,也支持操作人員對產線分配操作的功能,并可記錄相關生產數據。該產線自動分配系統軟件在Windows系統下,采用C#編程語言和.NET框架,在Visual Studio 2017環境開發。此應用軟件實現了根據陶瓷泥坯的產品條碼以及生產管理控制系統設定的生產規則,調配待加工陶瓷泥坯后續加工產線的功能。
產線自動分配系統軟件截圖如圖6、圖7所示。
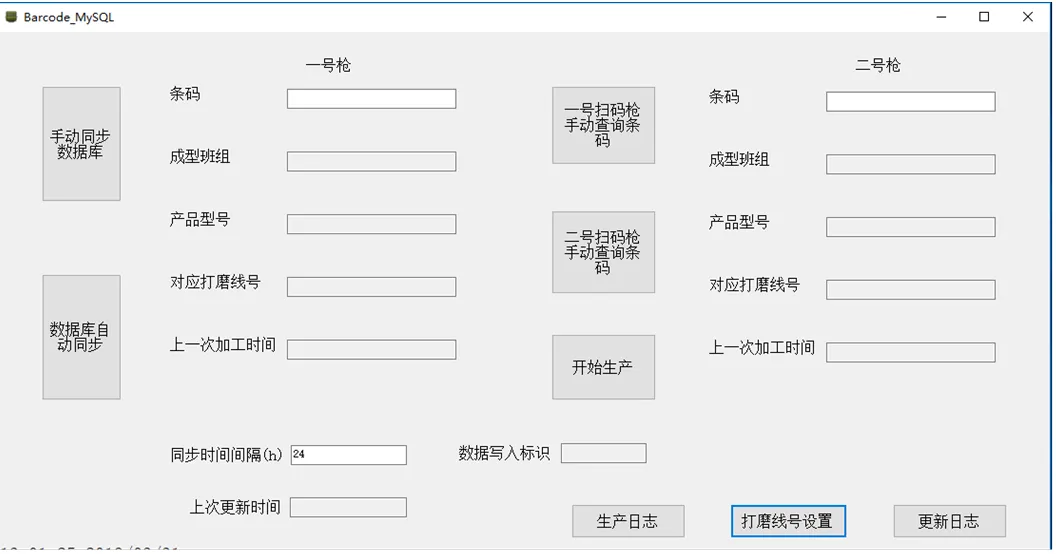
圖6 產線自動分配系統軟件主界面
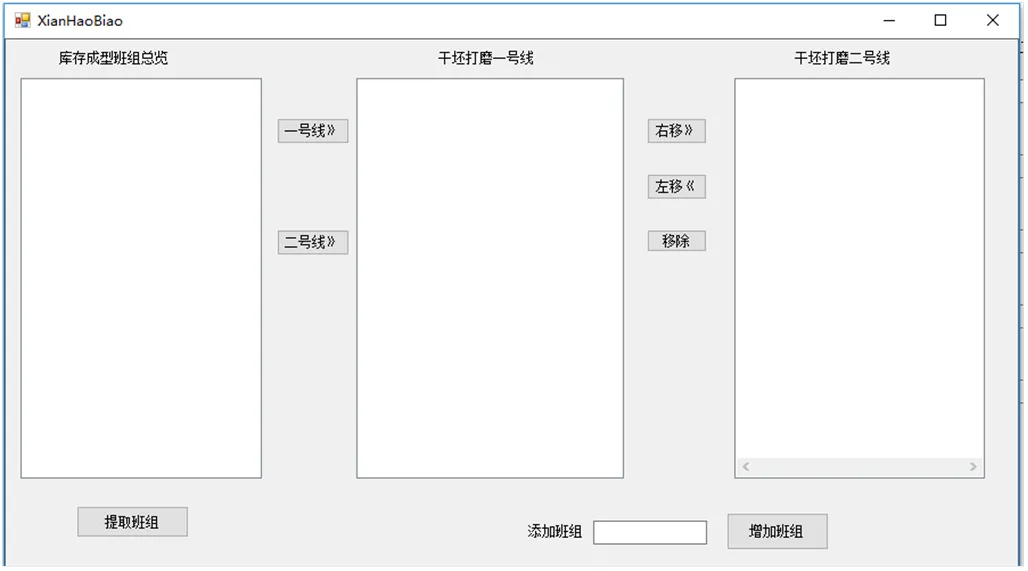
圖7 生產線及生產班組信息
4 結語
基于條碼掃描的陶瓷泥坯自動分配搬運生產線控制系統已成功應用于某陶瓷生產廠家的自動化生產線。系統運行穩定,有效提高了生產效率,使該廠原有生產管理控制系統與升級改造的自動化生產線控制系統實現了無縫銜接,解決了新老系統的不兼容問題。對企業提升生產和質量管理水平有較大幫助,同時為企業后續自動化、信息化改造奠定基礎。
[1] 周謙,莫慶龍,劉作鈿,等.衛浴行業機器人打磨系統的設計[J].機床與液壓,2018,46(9):52-55.
[2] 周謙,莫慶龍,葉劍.高品質衛浴陶瓷的機器人噴釉工藝的研究與應用[J].中國陶瓷,2016,52(8):77-79.
[3] 馬永平.智能機器人在陶瓷衛浴行業的推廣應用[J].陶瓷, 2018(10):11-13.
[4] 張奕震,柳旭.陶瓷生產線配料自動控制系統[J].廈門大學學報(自然科學版),2006,45(4):509-512.
Control System of Ceramic Paste Automatic Distribution and Handling Production Line Based on Bar Code Scanning
Li Ze Mo Qinglong
(Guangdong Institute of Intelligent Manufacturing)
In the production process of the sanitary ceramics industry, the existing production management system and the upgraded control system of the automated production line are independent of each other, and thus affect the quality control and production traceability. Based on the barcode scanning system, combined with the original production management system and automated control system, this paper designs and develops a system, which is consistent of a barcode scanning system, an automatic distribution control system, a local database and an application software. The developed system provides support for the transformation and upgrading of the production line automation of the sanitary ceramics industry.
Bar Code Scanning; Production Line Control System; Database
李澤,男,1988年生,碩士,主要研究方向:運動控制及軌跡規劃、多傳感器融合技術等。E-mail: lzie110@163.com
莫慶龍,男,1984年生,大學本科,主要研究方向:工業機器人應用及智能裝備系統集成、行業工藝應用。E-mail: ql.mo@giim.ac.cn
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
鐵道通信信號(2020年9期)2020-02-06 09:15:22
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
經濟技術協作信息(2018年30期)2018-11-22 06:20:24
中國軍轉民(2017年6期)2018-01-31 02:22:28
財經(2017年2期)2017-03-10 14:35:35
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46