201 CS焊絲的應(yīng)用試驗(yàn)
2019-07-09 09:43:24王熙琳
資源節(jié)約與環(huán)保 2019年6期
王熙琳
(天津市冶金新技術(shù)開發(fā)推廣中心有限公司 天津 300050)
引言
軋輥是軋鋼生產(chǎn)中的工藝件,特點(diǎn)是價(jià)格高,消耗量大。而且其質(zhì)量的好壞,不僅直接關(guān)系到其使用周期,對(duì)所軋制鋼材的質(zhì)量,特別是表面質(zhì)量,產(chǎn)品產(chǎn)量以及產(chǎn)品成本核算都會(huì)產(chǎn)生非常大的影響。而采用堆焊修復(fù)(或制造)的復(fù)合軋輥,在降低軋輥的(制造)成本的同時(shí),也提高了軋輥綜合性能,降低了軋輥的消耗量,提高了軋機(jī)的作業(yè)率和鋼材產(chǎn)品的質(zhì)量。
高合金含量的大型冷軋和熱軋支撐輥,其工作狀態(tài)是一種較大的交變應(yīng)力狀態(tài),要求即要有良好的韌性還要有適中的硬度,這就給堆焊帶來一定的技術(shù)困難,多年來隨著藥芯焊絲性能的不斷提高,廣大鋼廠也逐漸認(rèn)可了經(jīng)過堆焊的支撐輥。
但大直徑冷軋支承輥的輥面修復(fù)一直是各個(gè)修復(fù)專業(yè)廠的難點(diǎn),特別是堆焊材料的選用。本文就201CS焊絲在我廠的試驗(yàn)情況做一闡述。
1 實(shí)驗(yàn)材料與設(shè)備
1.1 材料
試棒材料:45#鋼
焊絲:201CS
焊劑:501
1.2 設(shè)備
進(jìn)行試棒埋弧堆焊時(shí)采用ZD5(L)一630堆焊機(jī)床,焊后熱處理采用45Kw箱式爐,焊后加工試棒采用C640車床、銑床和線切割設(shè)備,硬度測(cè)試采用HBRV-187.5硬度計(jì),堆焊層、過渡層及基體的微觀組織的觀察采用光學(xué)顯微鏡及數(shù)碼攝像顯微鏡。
2 試驗(yàn)過程
堆焊全過程包括預(yù)處理、堆焊和焊后熱處理等工序,其工藝流程如下:坯料——加工成棒料——預(yù)熱——堆焊——焊后熱處理——檢測(cè)焊層表面硬度——切割試棒——檢測(cè)試棒斷面硬度——觀察堆焊層、過渡層及基體的微觀組織。
2. 1 試棒加工
加工后的棒料:¢145*540
2.2 堆焊前的預(yù)熱
為了達(dá)到堆焊過程中堆焊金屬及熱影響區(qū)的緩慢冷卻的目的,降低淬硬傾向并減少焊接應(yīng)力,防止母體材料和堆焊材料在堆焊過程中出現(xiàn)裂紋,所以需要進(jìn)行堆焊前的預(yù)熱,同時(shí)依據(jù)母材以及堆焊材料的碳含量和合金含量來確定預(yù)熱的溫度。
2.3 堆焊過程
為避免堆焊材料發(fā)生相變及淬回火效應(yīng),應(yīng)使整個(gè)堆焊層焊完之后在熱處理電爐中同時(shí)進(jìn)行焊接內(nèi)部的轉(zhuǎn)變,因此堆焊過程中必須控制預(yù)熱及層間溫度,只有這樣才能保證堆焊層的組織、硬度。
堆焊時(shí)使用具有下降電源特性 (指采用自動(dòng)埋弧堆焊方法)的直流電源,采用專業(yè)堆焊設(shè)備,進(jìn)行圓周方向連續(xù)自動(dòng)堆焊,堅(jiān)決杜絕中途停止的現(xiàn)象,直至焊至規(guī)定尺寸。
為保證堆焊質(zhì)量防止輥身兩端出現(xiàn)“缺肉”,采取先在輥身的兩端沿圓周方向堆焊一周,然后再進(jìn)行螺旋線堆焊的方法。同時(shí)堆焊時(shí)各堆焊層間的焊道位置相瓦錯(cuò)開1/2焊道寬度,已達(dá)到保證各堆焊層間硬度的均勻性要求。
要求:
焊接電流:380A
焊接電壓:28V
焊接速度:550mm/min
堆焊:首先用510焊絲沿試棒圓周方向連續(xù)螺旋堆焊一遍,然后用20lcs焊絲在510焊絲的基礎(chǔ)上沿試棒圓周方向連續(xù)螺旋堆焊,直至焊至規(guī)定尺寸。
2. 4堆焊后的熱處理
為了改善焊后組織和消除焊接應(yīng)力的目的,堆焊后要進(jìn)行焊后熱處理,焊后熱處理還可以形成二次硬化,進(jìn)一步提高軋輥堆焊工作表層面的硬度和耐磨性。
對(duì)堆焊軋輥進(jìn)行回火處理時(shí),爐內(nèi)的升溫速度要慢,這是為了保證溫度均勻;在降溫過程中,也應(yīng)緩慢冷卻,這是為了避免產(chǎn)生新的應(yīng)力。為保證材料的性能能夠達(dá)到最大的發(fā)揮,采用中溫回火,以產(chǎn)生充分的強(qiáng)化效應(yīng)。待軋輥逐漸冷卻至150℃以下時(shí)出爐,并在無風(fēng)空氣中自然冷卻至室溫。
堆焊后的熱處理是在45KW箱式電阻爐中進(jìn)行,熱處理溫度為520℃。
2.5 熱處理后檢查、機(jī)加工和性能測(cè)試
2.5.1 試棒經(jīng)熱處理后首先檢查焊層表面硬度:HRc45—47。
2.5.2 將試棒進(jìn)行切削加工,加工成¢170*15試塊,隨后磨削該試塊斷面,檢測(cè)其試棒斷面硬度變化。
試棒斷面硬度變化:

2.5.3 用線切割設(shè)備切割¢170*15試塊,制備成金相試樣檢測(cè)堆焊層和過渡層的微觀組織結(jié)構(gòu)。
3 結(jié)果與討論
3.1 硬度變化
在堆焊層與基體之間的過渡層硬度逐漸下降。其主要原因是由于基體和堆焊層之間的一定區(qū)域內(nèi)存在原子擴(kuò)散,使基體與堆焊層之間出現(xiàn)過渡層,出現(xiàn)硬度比基體硬度高而比堆焊層硬度低的狀況,即基體堆焊層具有稀釋作用。
3.2 組織結(jié)構(gòu)
圖l和圖2為堆焊層的橫截面微觀組織結(jié)構(gòu)圖,堆焊層的平均厚度為35mm。從圖中可以看出堆焊層與基體之間形成一層過渡層,即在一定區(qū)域內(nèi)基體與堆焊層之間存在原子擴(kuò)散,堆焊層與基體的界面達(dá)成冶金結(jié)合,由顯微組織可以看出堆焊層組織比基體組織細(xì)小。
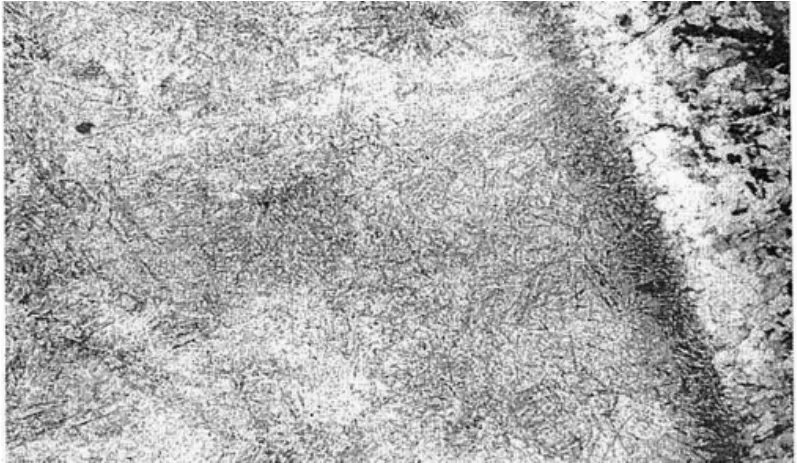
圖1
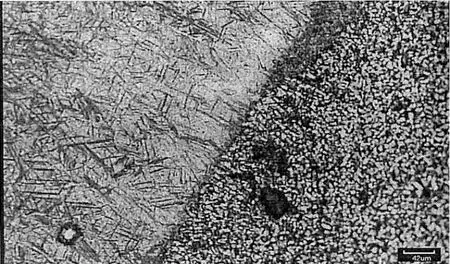
圖2

圖3

圖4
圖3 和圖4為堆焊過渡層和堆焊層的微觀組織結(jié)構(gòu)圖,堆焊過渡層的組織是針狀馬氏體組織,它具有硬度高、韌性低、脆性大、伸長(zhǎng)率和斷面收縮率小的特點(diǎn)。堆焊層是典型的板條狀馬氏體組織,可以分辨出不同的馬氏體板條間的邊界。它具有良好的強(qiáng)度和韌性。
結(jié)語
(1)堆焊層的硬度值符合冷軋支承輥的硬度要求。
(2)堆焊層的微觀組織符合冷軋支承輥的使用要求。
(3)201CS焊絲可以應(yīng)用于堆焊層冷軋支承輥。
