汽車緊固件工藝知識(shí)概述
2019-07-09 12:29:35粟洋申超
時(shí)代汽車 2019年2期
關(guān)鍵詞:工藝
粟洋 申超

摘 要:闡述了汽車緊固件的分類、編碼規(guī)則、選型策略及常見(jiàn)的設(shè)計(jì)變更形式。
關(guān)鍵詞:緊固件;工藝;設(shè)計(jì)變更
汽車產(chǎn)品通常由內(nèi)外飾、電子電器、底盤、動(dòng)力系統(tǒng)及白車身等零件組成,緊固件只占其中很小的一部分,但其作為機(jī)械基礎(chǔ)零件卻起著重要的作用。本文對(duì)汽車緊固件的分類、編碼規(guī)則、選型策略及常見(jiàn)設(shè)計(jì)變更形式做了初步探討。
1 緊固件分類
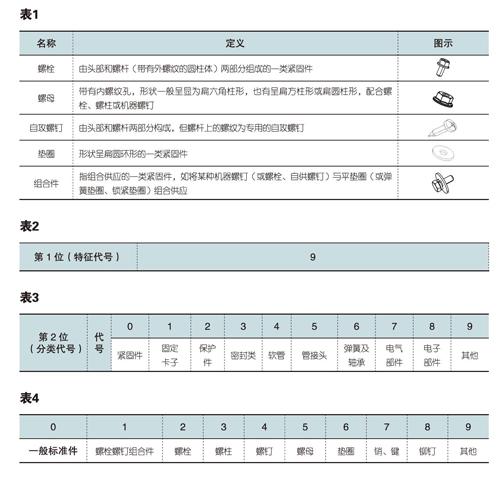
緊固件是指將兩個(gè)或兩個(gè)以上的零件(或構(gòu)件)緊固連接成為一件整體時(shí)所采用的一類機(jī)械零件的總稱;在汽車產(chǎn)品中,緊固件數(shù)量多、種類多,在實(shí)際使用中簡(jiǎn)稱為標(biāo)準(zhǔn)件,它包括螺栓、螺柱、螺釘、墊圈、擋圈、銷、鉚釘、焊釘及組合件和連接副等。汽車產(chǎn)品常見(jiàn)緊固件定義及圖示如表1:
2 緊固件編碼規(guī)則(GAC標(biāo)準(zhǔn))
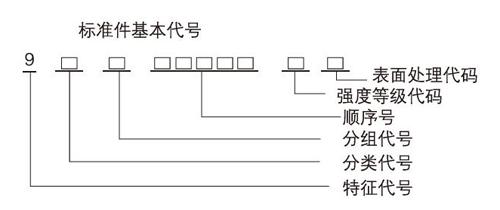
標(biāo)準(zhǔn)件名稱要規(guī)范,需遵循企標(biāo)要求,以廣汽某自主品牌企標(biāo)定義緊固件編碼規(guī)則說(shuō)明如下:舉例:9 0 2 00042 2 1 六角法蘭面螺栓M10×1.25×20。
(1)分類代號(hào),見(jiàn)表2;(2)特征代號(hào),見(jiàn)表3;(3)分組代號(hào),見(jiàn)表4;(4)強(qiáng)度等級(jí)代號(hào),見(jiàn)表5;(5)表面處理代號(hào),見(jiàn)表6。
緊固件表面處理方法有金屬鍍層(如鍍鋅、錫、鎳、鉻等)、轉(zhuǎn)化膜技術(shù)(如磷化和氧化)以及陰極電泳涂裝三類,不同的表面處理方法影響緊固件的外觀、防銹、導(dǎo)電性能、摩擦性能等,汽車緊固件選型時(shí)需根據(jù)實(shí)際的工作環(huán)境與安裝要求進(jìn)行選擇,廣汽某自主品牌緊固件體系中常見(jiàn)的緊固件表面處理代號(hào)及對(duì)應(yīng)要求說(shuō)明如表7:
3 緊固件選型策略
緊固件選型需遵循一定的策略,這樣可以確保裝配品質(zhì)、減少設(shè)計(jì)不良與節(jié)約工時(shí)成本。
3.1 緊固件選型原則
(1)螺栓與螺母的匹配關(guān)系:螺栓比螺母等級(jí)高。
(a)8.8級(jí)螺栓配6-8級(jí)螺母;(b)10.9級(jí)螺栓配8-10級(jí)螺母。
(2)規(guī)定螺栓、螺母螺紋及對(duì)邊尺寸標(biāo)準(zhǔn),見(jiàn)表8。
(3)緊固件長(zhǎng)度選擇。
(a)螺栓/螺母/螺釘長(zhǎng)度規(guī)格大小一般統(tǒng)一為5倍數(shù);(b)不同車型同一類型零件的緊固件長(zhǎng)度建議統(tǒng)一。
(4)緊固件頭部對(duì)邊尺寸統(tǒng)一。不同車型同一類型零件緊固件頭部對(duì)邊尺寸建議統(tǒng)一;可以減少員工更換緊固套筒的作業(yè)工時(shí)。
3.2 緊固件互換原則
(a)高等級(jí)可以替代低等級(jí);(b)細(xì)牙產(chǎn)品可以替代粗牙產(chǎn)品;(c)組合件可以替代單件;(d)內(nèi)梅花可以替代十字槽;(e)PT牙可以替代自攻牙(塑料);(f)法蘭面可以替代六角頭。
3.3 通過(guò)組合優(yōu)化,將緊固功能類似或相同緊固件合并
(1)在緊固件強(qiáng)度等級(jí)、表面處理、螺紋規(guī)格等參數(shù)相同情況下,盡量減少緊固件使用種類;(2)通過(guò)組合優(yōu)化,將緊固功能類似或相同緊固件進(jìn)行合并,使用用量較大緊固件作為選用型號(hào)。
4 常見(jiàn)緊固件設(shè)計(jì)變更形式
4.1 防腐等級(jí)提升
四門外水切、底護(hù)板、保險(xiǎn)杠等暴露在大氣環(huán)境中且易受腐蝕的緊固件需滿足480h無(wú)紅銹,表面處理方式要求為黑色/灰色非電解鋅鋁涂層,俗稱“達(dá)克羅處理”,此種鋅鋁涂層表面處理方法的緊固件耐蝕性好,無(wú)氫脆風(fēng)險(xiǎn)。
4.2 商品性優(yōu)化
掀背門鎖、掀背門側(cè)向緩沖塊、加油口門保持限位、座椅等緊固件外露,一般使用黑色鍍鋅或黑色非電解鋅鋁涂層處理;外觀顏色為黑色的緊固件與周邊件配合視覺(jué)沖擊較小,商品性更佳。
發(fā)罩電鍍飾條等使用普通螺母緊固時(shí),螺柱外露,在發(fā)罩開(kāi)啟時(shí)有刮手風(fēng)險(xiǎn),建議使用蓋型螺母,以改善作業(yè)性。
4.3 緊固件嚙合長(zhǎng)度不足
緊固件打緊后要求露出2~3個(gè)螺紋,否則有滑牙或打不貼風(fēng)險(xiǎn),此類設(shè)計(jì)變更一般為更換緊固件或者對(duì)手件增加沉臺(tái)以減少壁厚。
4.4 緊固件法蘭邊接觸面積小
儀表板本體合車螺栓緊固孔開(kāi)孔尺寸較大,鈑金孔有外露風(fēng)險(xiǎn),需使用大墊圈的螺栓進(jìn)行遮擋;車底底護(hù)板等注塑件為吸收車身精度公差其安裝孔尺寸較大,若緊固件法蘭邊覆蓋面積小,導(dǎo)致緊固件打緊時(shí)應(yīng)力集中,塑料護(hù)板出現(xiàn)發(fā)白、壓潰或開(kāi)裂。需考慮使用大法蘭面或自帶大墊圈緊固件,一般要求法蘭面單邊覆蓋尺寸≥4mm,緊固力矩≤5N·m。
4.5 緊固件力矩衰減
側(cè)門保持限位、滑移門導(dǎo)軌、四門鎖等零件在耐久試驗(yàn)中,緊固件力矩出現(xiàn)衰減,需增加防松膠處理。汽車緊固件中常見(jiàn)的防松方法為預(yù)涂工程塑料,此種緊固件通常稱為“固特耐螺絲”。緊固件內(nèi)外螺紋在鎖緊過(guò)程中,由于工程塑料被擠壓而產(chǎn)生強(qiáng)大的反作用力,使得內(nèi)外螺紋之間的摩擦力大大增加,產(chǎn)生全齒節(jié)的接觸,從而實(shí)現(xiàn)防松功能。
4.6 裝配過(guò)程動(dòng)態(tài)校核不足
裝配過(guò)程中動(dòng)態(tài)校核不足,緊固件打緊時(shí)對(duì)孔困難,緊固件末端需增加導(dǎo)向;座椅滑軌、滑移門滑軌等內(nèi)六角花形螺栓在打緊過(guò)程中緊固工具批頭有脫出風(fēng)險(xiǎn),一般要求緊固件花形深度≥3.2mm。
5 結(jié)語(yǔ)
本文簡(jiǎn)要介紹了緊固件的分類、編碼規(guī)則、選型策略以及在汽車實(shí)際應(yīng)用中常見(jiàn)的緊固件設(shè)計(jì)變更形式,無(wú)論是從設(shè)計(jì)還是從工藝裝配的要求來(lái)看,都是以保證整車質(zhì)量為前提。汽車緊固件是汽車產(chǎn)業(yè)中不可或缺的一部分,為更好地促進(jìn)汽車產(chǎn)業(yè)的發(fā)展,需要遵循既有的設(shè)計(jì)與應(yīng)用原則,同時(shí)不斷地借鑒、學(xué)習(xí)與創(chuàng)新。
參考文獻(xiàn):
[1]曾慧.淺談汽車緊固件對(duì)設(shè)計(jì)與應(yīng)用的要求[J].裝備制造技術(shù).2014(10).
[2]魏慶.汽車用金屬緊固件平臺(tái)化選用原則[J].汽車工程師.2017(2).
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
