不同切削距離下硬質合金刀具加工GH4169的切削性能研究*
2019-08-06 03:54:52王碧玲遲興春王明海
組合機床與自動化加工技術 2019年7期
王 奔,常 康,王碧玲,遲興春,王明海
(1.沈陽航空航天大學 航空制造工藝數字化國防重點學科實驗室,沈陽 110136 ; 2.中國航空工業空氣動力研究院,沈陽 110034 ; 3.中國航發沈陽黎明航空發動機有限責任公司,沈陽 110043)
0 引言
高溫合金是指一種以Ni、Fe、Co為基體,能夠長期在高溫(600 ℃)和一定壓力環境下工作的金屬材料,由于其具有抗高溫氧化和高溫耐蝕性的特殊性能使其切削加工難度顯著提高,對刀具的切削性能要求較高,高溫合金屬于典型的難加工材料[1]。目前硬質合金刀具是切削高溫合金最為常用的材料,硬質合金刀具具有較好的合金硬度、塑性、韌性、耐磨性等綜合性能,從根本上滿足了切削高溫合金刀具所需性能的要求[1]。
目前關于硬質合金刀具加工高溫合金的研究主要集中于不同涂層種類,不同切削參數對刀具切削性能,表面加工質量的影響。鮮有報道不同切削距離對刀具磨損、切削力、表面加工質量影響的研究。超細晶WC-Co硬質合金刀具的耐磨性明顯高于普通WC-Co硬質合金刀具[2]。YG6刀片具有較好的耐磨性和抗沖擊性,但其使用壽命較短,而PVD 涂層硬質合金刀具具有較高的硬度和耐磨度,可有效地延長刀具的使用壽命[3]。Jin[4]研究了刀片基體的Co含量對刀具切削性能的影響,結果表明低Co硬質合金基體的高溫硬度比高Co硬質合金基體的高溫硬度高,因此低Co含量的硬質合金刀片的抗磨損能力更高。Thakur[5]通過車削試驗發現相對于未涂層刀具,涂層硬質合金刀具可以更有效地提高后刀面的抗磨損性能。而Liu[6]研究了GH4169 高速車削參數對表面粗糙度的影響,結果表明表面粗糙度隨車削速度的增加而減小,隨進給量和切削深度的增加而增大。Yao[7]采用TiAlN涂層硬質合金刀具對GH4169 進行了大進給銑削試驗,研究了切削速度、每齒進給量以及刀具磨損對切削力的影響規律。結果表明每齒進給量對切削力的影響最顯著,刀具磨損對軸向切削分力的影響非常顯著。Qiao[8]通過涂層硬質合金刀具銑削鎳基高溫合金試驗,發現涂層刀具的主要失效形式為崩刃和前刀面的材料剝落。
本文以涂層硬質合金刀具車削GH4169為研究對象,重點分析了不同車削距離下硬質合金刀具磨損的演變過程及刀具磨損對切削力、表面粗糙度的影響。
1 車削試驗
1.1 試驗材料
試驗使用的材料為GH4169棒料,涂層硬質合金刀片型號為 CCGT09T304-UM。工件與刀具的材料信息分別如表1[13]、表2所示。
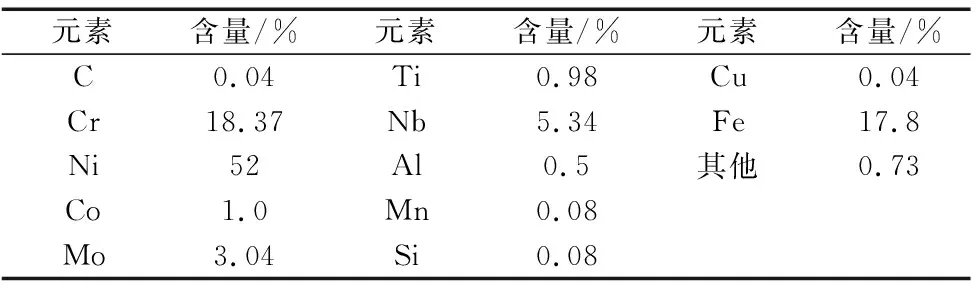
表1 GH4169材料成分

表2 刀片的基本參數
1.2 試驗條件
試驗采用CAK4085nj數控車床完成高溫合金材料的外圓車削,加切削液;采用VMX-2000C超大景深光學三維顯微鏡觀察刀具形貌;采用Kistlter9257b三向測力儀對加工過程中力/力矩進行測量;采用TR240粗糙度儀測量加工表面粗糙度。切削速度Vc=80m/min,進給量f=0.1mm/r,背吃刀量ap=0.25mm。
2 試驗結果與分析
2.1 刀具磨損機理
刀具在不同切削距離下的磨損形貌如圖1~圖6所示。如圖1所示,硬質合金刀具切削20m之后,刀具的前刀面與后刀面并無明顯的磨損,只有小范圍的涂層脫落。硬質合金刀具在切削50m后的磨損形貌如圖2所示,刀具前刀面有較大范圍的材料脫落,而在其后刀面可以發現少量的粘附物,后刀面磨損增加。而切削距離達到75m時,如圖3所示,刀具前刀面的材料脫落區域進一步擴大,形成溝槽磨損。后刀面的切削刃出現了微崩刃。這可能是由于硬質合金刀具的涂層脫落后,刀具的耐磨性降低,且加工過程中的微沖擊與切削振動可能使刀具材料剝落,產生微裂紋進而發生微崩刃[9]。此外在切削高溫合金時,會發生嚴重的加工硬化,且高溫合金材料存在許多高硬度的硬質點化合物[9]。這些高硬度的硬質顆粒會持續作用在刀具的涂層脫落區域,從而使刀具產生溝槽磨損。
刀具基體材料裸露出來,與工件材料直接接觸,更容易與工件材料發生粘結[8]。如圖4所示,硬質合金刀具在切削85m后,刀具前刀面與后刀面的部分破損區域被切屑材料所覆蓋,發生粘附磨損。由于鐵基高溫合金很粘,在切削過程中,刀具前刀面粘結大量的GH4169材料,隨著切屑、工件材料與刀具之間相對運動距離的增加,切屑和工件材料中的某些晶粒會粘附到刀具材料中,這些粘結物脫落后會造成刀具前、后刀面粘附磨損。如圖5、圖6所示,隨著切削距離的增加,刀具表面的粘附現象更加明顯,此前刀具前刀面破損的區域完全被切屑覆蓋,溝槽磨損逐漸轉化為粘附磨損,而后刀面主切削刃處磨損似乎變得更小。
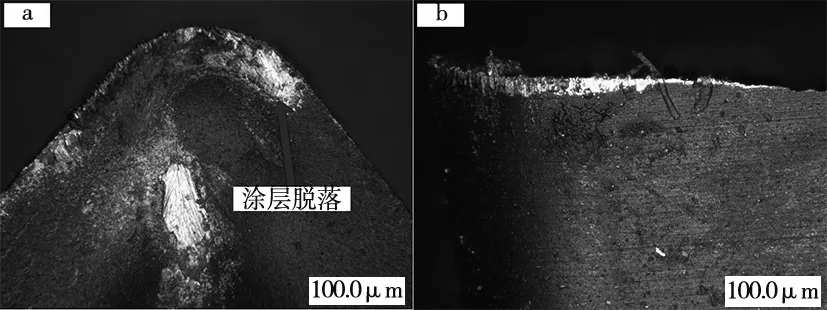
圖1 切削20m時的刀具磨損形貌
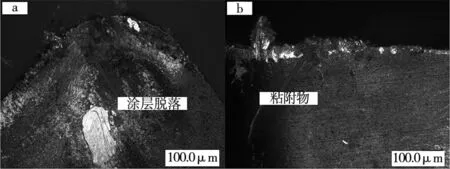
圖2 切削50m時的刀具磨損形貌
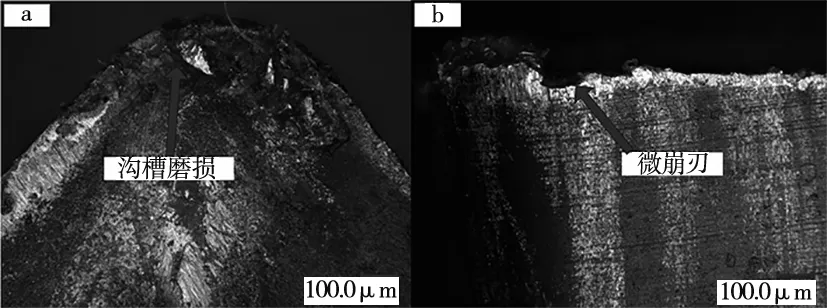
圖3 切削75m時的刀具磨損形貌
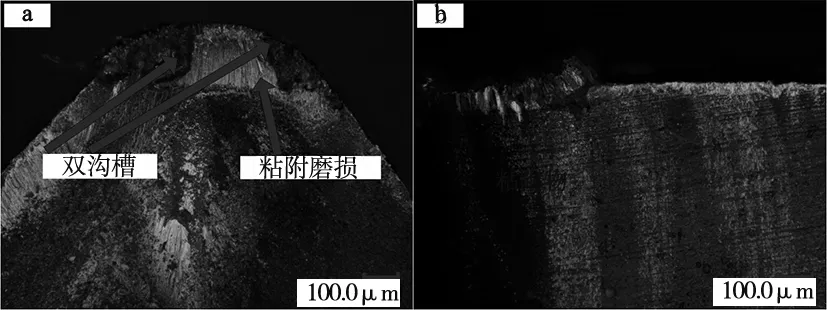
圖4 切削85m時的刀具磨損形貌
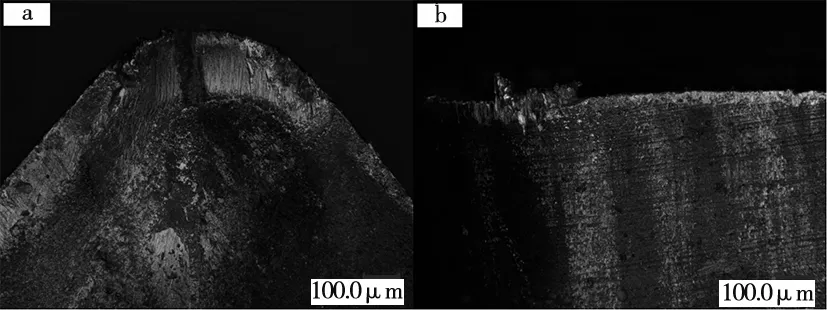
圖5 切削105m時的刀具磨損形貌
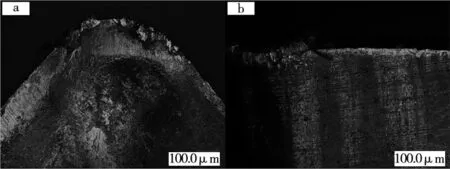
圖6 切削125m時的刀具磨損形貌
2.2 切削力
如圖7所示,Fz最大,Fx次之,Fy最小。Fx、Fy、Fz的總體變化趨勢表現為隨著切削距離的增加先增大后減小。在切削距離為85m前的加工階段,隨著切削距離的增加,主切削刃處開始出現了粘附物,并在刀具與工件的相互作用下脫落導致微崩刃,刀具變鈍,這在一定程度上增大了切削面積,因此切削力增大,此時影響切削力的主要因素是刀具磨損。而在切削85m之后,由于高溫合金的導熱系數很低,隨著切削距離的持續增加,較高的切削溫度可能使得切削區域的工件材料發生一定程度的軟化,熱變形系數減小,因此切削力減小。Fy、Fz在切削85m時達到分別峰值40N、112N,Fx在切削105m時達到峰值62N。

圖7 不同切削距離下的切削力變化規律
Fz表現為切削速度方向的剪切力,Fz為主要切削力,大部分材料由Fz切除。且由于高溫合金在加工過程中塑性變形很嚴重,原子結構十分穩定,需要很大能量才能使原子脫離平衡位置,因此使得剪切力更大。而Fx、Fy則更多表現為切削深度與進給方向的擠壓力,切削作用不明顯,因此作用力較小。
2.3 工件表面粗糙度
為保證測量結果的準確性,在已加工試件不同的位置選取4個點測量表面粗糙度,并求其平均值。圖8是不同車削距離下試件表面粗糙度的變化規律。
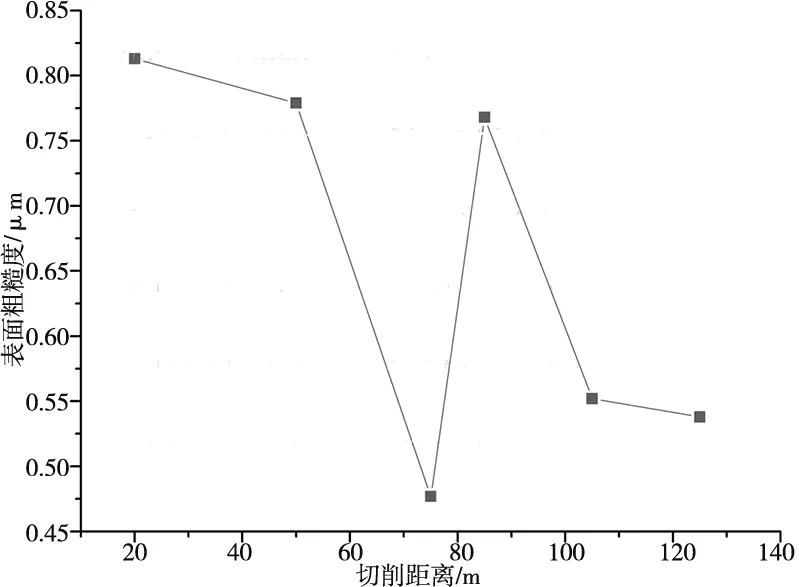
圖8 不同切削距離下的表面粗糙度變化規律
如圖8所示試件表面粗糙度隨切削距離的增加先減小再增大后減小。從圖8可以看出在切削20m~50m階段表面粗糙度較大,這可能是由于新刀的刀刃較鋒利,因此刃口處的強度較低,加工時刀刃處發生顫動,導致較大的表面粗糙度。在切削75m時,表面粗糙度最小,這是由于刀具在使用一段時間后,刃口處的磨損導致刀具的楔角變大,強度增加,減輕了刀刃的顫動,表面質量得到提高。切削85m時的表面粗糙度較大是因為主切削刃已發生微崩刃,可能導致切削振動,表面粗糙度急劇增大。在切削85m后表面粗糙度大幅度減小,這是因為隨著切削距離的增加,刀具與試件的摩擦接觸時間增大,產生大量的切削熱。而切削區溫度升高,導致材料在高溫作用下邊層軟化,切削力減小,材料塑性變形減小,材料易被切除,從而使得表面粗糙度降低[10-12]。
3 結論
通過對不同車削距離下硬質合金刀具磨損機理、切削力、已加工表面粗糙度的研究,可得出以下結論:
(1)硬質合金刀具在切削距離為20m~75m時的刀具磨損機理主要為前刀面的涂層脫落及溝槽磨損,后刀面的涂層脫落及微崩刃。在切削85m后,前刀面的溝槽磨損轉化為粘附磨損;
(2)Fz最大,Fx次之,Fy最小。Fx、Fy、Fz的總體變化趨勢表現為隨著切削距離的增加先增大后減小。Fy、Fz在切削85m時分別達到峰值40N、112N,Fx在切削105m時達到峰值62N;
(3)試件表面粗糙度隨切削距離的增加先減小再增大后減小,在切削75m時,表面粗糙度最小。