180 t轉(zhuǎn)爐全爐役復(fù)吹控制實(shí)踐
2019-08-14 09:14:28何海龍王小善喬冠男曹琳李冰李泊
鞍鋼技術(shù) 2019年4期
何海龍,王小善,喬冠男,曹琳,李冰,李泊
(鞍鋼股份有限公司煉鋼總廠,遼寧 鞍山 114021)
氧氣轉(zhuǎn)爐頂?shù)讖?fù)吹是20世紀(jì)70年代末世界煉鋼領(lǐng)域發(fā)展起來(lái)的一項(xiàng)新技術(shù)、新工藝,該技術(shù)克服了頂吹氧氣射流對(duì)熔池?cái)嚢枘芰Σ蛔愕娜觞c(diǎn),可以使?fàn)t內(nèi)反應(yīng)更接近平衡,鐵損失減少;同時(shí)又保留了氧槍頂吹法易于控制造渣過(guò)程的優(yōu)點(diǎn),不但能夠保證鋼水質(zhì)量、為連鑄提供可澆鋼水,同時(shí)達(dá)到了降低成本的目的[1]。采用復(fù)吹工藝,鋼水碳氧積波動(dòng)范圍為0.002 0~0.003 0,冶煉終點(diǎn)渣中 ω(Fe)可以降低 4%~6%,鋼中 ω[O]可降低 0.010 0%~0.025 0%[2]。
鞍鋼股份有限公司煉鋼總廠三分廠有2座公稱容量為180 t的頂?shù)讖?fù)吹轉(zhuǎn)爐,在原有的裝備和工藝條件下,轉(zhuǎn)爐爐齡達(dá)到約4 500爐時(shí),底槍發(fā)生堵塞,冶金效果不好,轉(zhuǎn)爐冶煉終點(diǎn)鋼水碳氧積的波動(dòng)范圍為 0.001 5~0.003 2,終點(diǎn)鋼水平均ω[O]超過(guò) 0.070 0%,終點(diǎn)渣中平均 ω(Te) 超過(guò)了18%。為了提高鋼水質(zhì)量,必須加強(qiáng)轉(zhuǎn)爐底吹熔池的攪拌,最大限度地發(fā)揮底吹冶金效果,實(shí)現(xiàn)全爐役復(fù)吹。本文對(duì)此展開(kāi)研究,考慮到轉(zhuǎn)爐出鋼溫度對(duì)冶煉終點(diǎn)碳氧積的影響,出鋼溫度為1 672℃。
1 轉(zhuǎn)爐主要工藝參數(shù)
鞍鋼股份有限公司煉鋼總廠三分廠180 t頂?shù)讖?fù)吹轉(zhuǎn)爐的主要工藝參數(shù)見(jiàn)表1。原復(fù)吹轉(zhuǎn)爐的底槍分布在轉(zhuǎn)爐爐底0.6D的位置上,底部氣體主要靠流量調(diào)節(jié)閥進(jìn)行調(diào)節(jié),底槍工藝分布示意圖見(jiàn)圖1。
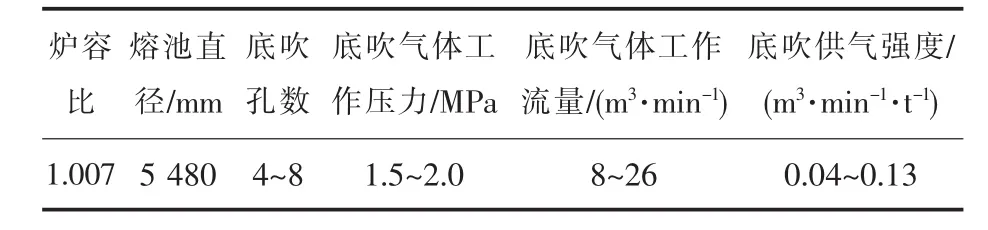
表1 180 t頂?shù)讖?fù)吹轉(zhuǎn)爐主要工藝參數(shù)
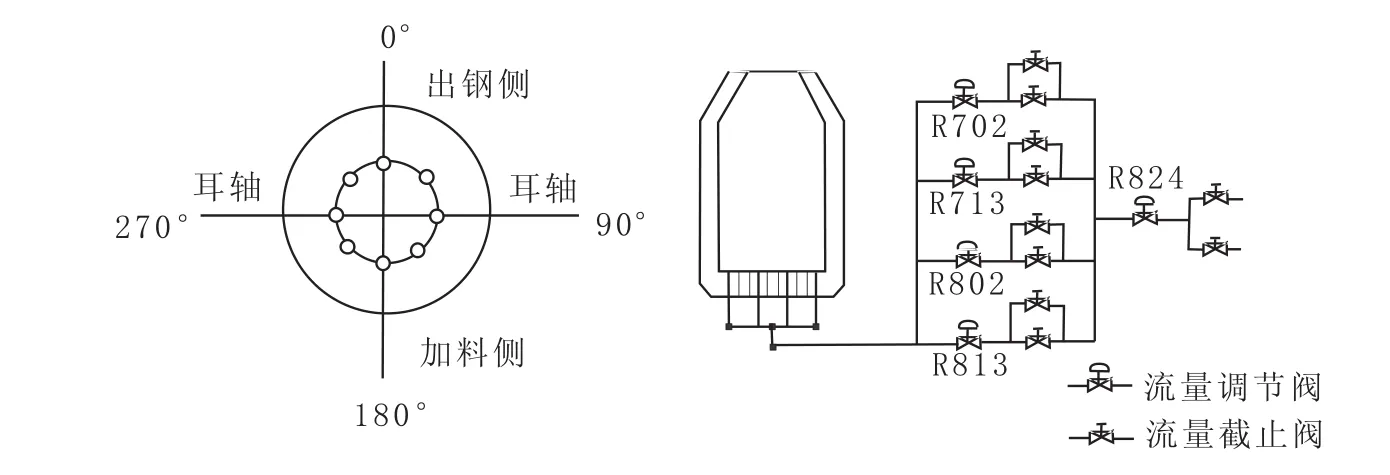
圖1 底槍工藝分布示意圖
2 轉(zhuǎn)爐全爐役復(fù)吹存在的問(wèn)題
2.1 轉(zhuǎn)爐爐底波動(dòng)大
轉(zhuǎn)爐在生產(chǎn)過(guò)程中,由于各種原因造成轉(zhuǎn)爐爐底波動(dòng)較大,嚴(yán)重影響底吹維護(hù)及碳氧積的合理控制。尤其是轉(zhuǎn)爐濺渣護(hù)爐工藝對(duì)爐底上漲影響更嚴(yán)重。為了避免爐底上漲過(guò)快,通常減少濺渣的頻率和濺渣的時(shí)間,但這又造成了轉(zhuǎn)爐爐體維護(hù)不及時(shí),爐體工作層侵蝕較快。
2.2 復(fù)吹轉(zhuǎn)爐底槍壽命短
轉(zhuǎn)爐底槍位置采用盲磚砌筑,共預(yù)留8支底槍位置,開(kāi)工初期設(shè)計(jì)在轉(zhuǎn)爐加料側(cè)和出鋼側(cè)對(duì)稱分布兩支底槍。在新開(kāi)100~150爐時(shí)通過(guò)鉆孔的方式將底槍投入使用,每次熱更換2~4支底槍。加入廢鋼時(shí)會(huì)對(duì)底槍造成沖擊,而且隨著轉(zhuǎn)爐廢鋼單耗要求的不斷提高,為了適應(yīng)較高的鐵水溫度與高廢鋼比的要求,增加了廢鋼使用量,尤其是增加了連鑄坯頭和中間包殘鋼的使用量,這類重型廢鋼對(duì)底槍的沖擊更嚴(yán)重,導(dǎo)致底槍侵蝕損壞非常快。加料側(cè)和出鋼側(cè)的底槍維護(hù)非常困難,壽命比其它位置的底槍壽命短1 000爐左右。
2.3 底吹氬氣能力不足
轉(zhuǎn)爐底吹系統(tǒng)加壓機(jī)工作參數(shù)見(jiàn)表2。
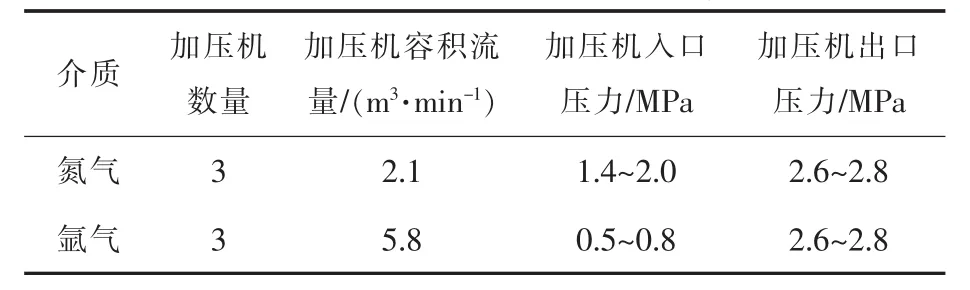
表2 轉(zhuǎn)爐底吹系統(tǒng)加壓機(jī)工作參數(shù)
單臺(tái)氬氣加壓機(jī)容積流量為5.8 m3/min(銘牌數(shù)據(jù)),當(dāng)啟動(dòng)2臺(tái)加壓時(shí),公司管網(wǎng)壓力將由0.6~0.7 MPa降低到 0.30~0.40 MPa (加壓站入口實(shí)際檢測(cè)值),造成連鑄及精煉氬氣壓力不夠(滿足生產(chǎn)需要的最低壓力為0.7 MPa)。為了保證煉鋼全流程的生產(chǎn)順行,通常會(huì)減少轉(zhuǎn)爐爐底的氬氣量,以保證連鑄和精煉工序的氬氣用量,結(jié)果造成轉(zhuǎn)爐底吹氬氣能力不足。
2.4 復(fù)吹轉(zhuǎn)爐濺渣的影響
轉(zhuǎn)爐濺渣護(hù)爐是通過(guò)高壓氮?dú)獾拇禐R,使?fàn)t襯表面形成一層高熔點(diǎn)的熔渣層,并與爐襯粘結(jié)附著,起到保護(hù)爐襯和提高爐襯壽命的作用,但同時(shí)未濺起的爐渣粘結(jié)附著在爐底,引起爐底上漲,對(duì)底吹轉(zhuǎn)爐來(lái)說(shuō),這非常容易引起底槍原件的堵塞。由于濺渣頻率達(dá)到了100%,對(duì)于復(fù)吹轉(zhuǎn)爐的冶金效果影響較大。
3 采取的措施
3.1 氧槍噴頭參數(shù)的優(yōu)化
轉(zhuǎn)爐氧槍噴頭參數(shù)影響冶煉時(shí)氧氣射流對(duì)熔池的沖擊深度和沖擊面積,從而控制轉(zhuǎn)爐熔池內(nèi)碳氧反應(yīng)的速度。因此,氧槍噴頭參數(shù)的合理選擇是氧氣轉(zhuǎn)爐合理供氧的基礎(chǔ)。通過(guò)實(shí)踐和理論分析,決定對(duì)氧槍噴頭的參數(shù)進(jìn)行優(yōu)化,提高氧槍噴頭出口馬赫數(shù),提高氧射流對(duì)熔池的沖擊能力[3]。采取兩個(gè)方案分別進(jìn)行氧槍噴頭參數(shù)的優(yōu)化試驗(yàn),最終確定了方案二的氧槍噴頭參數(shù),具體參數(shù)見(jiàn)表3。
3.2 底槍位置及底槍金屬集束管數(shù)量?jī)?yōu)化
為了減少?gòu)U鋼加入時(shí)對(duì)底槍元件的沖擊,將轉(zhuǎn)爐加廢鋼角度增加7°~10°。通過(guò)加料側(cè)轉(zhuǎn)爐傾動(dòng)角度的調(diào)整,加料側(cè)底槍壽命得到了一定延長(zhǎng),但仍比其它部位底槍的壽命短。為了持續(xù)提高底槍壽命,在轉(zhuǎn)爐年修時(shí)對(duì)底槍布局進(jìn)行了優(yōu)化,取消了原來(lái)加料側(cè)和出鋼側(cè)的底槍,優(yōu)化后的底槍分布見(jiàn)圖2。
表3 轉(zhuǎn)爐氧槍噴頭的主要工藝參數(shù)
圖2 優(yōu)化后的底槍分布
由圖2看出,優(yōu)化后底槍主要分布在耳軸兩側(cè),底槍位置避開(kāi)了轉(zhuǎn)爐加料時(shí)的沖擊區(qū)域和出鋼時(shí)的鋼水沖涮區(qū)域。
優(yōu)化底吹流量控制在10~24 m3/min,對(duì)金屬集束管的數(shù)量進(jìn)行了優(yōu)化,在原來(lái)的基礎(chǔ)上分別增加5支、10支和15支進(jìn)行試驗(yàn)。試驗(yàn)中發(fā)現(xiàn),增加15支金屬管時(shí),由于底槍磚渣層過(guò)厚,容易造成底槍元件堵塞;增加5支金屬管時(shí),由于底槍部位局部侵蝕過(guò)快,造成底槍壽命短,不能與轉(zhuǎn)爐爐襯壽命同步;增加10支金屬管的底槍磚使用效果較好。
3.3 底吹工藝優(yōu)化
針對(duì)底吹氬氣量不足的情況,對(duì)轉(zhuǎn)爐底吹N2/Ar的切換時(shí)機(jī)進(jìn)行了跟蹤分析。采取優(yōu)化措施為轉(zhuǎn)爐吹煉開(kāi)始后,從氧步第3步N2/Ar切換改為第7步切換。優(yōu)化前后的轉(zhuǎn)爐底吹切換系統(tǒng)見(jiàn)表4。
對(duì)轉(zhuǎn)爐底吹切換系統(tǒng)優(yōu)化后,吹煉第7步前底吹使用氮?dú)猓禑挼?步后切換為氬氣。跟蹤了優(yōu)化后的7爐鋼水?dāng)?shù)據(jù),轉(zhuǎn)爐冶煉終點(diǎn)鋼水情況見(jiàn)表5。
表4 優(yōu)化前后的轉(zhuǎn)爐底吹切換系統(tǒng) m3/min
表5 轉(zhuǎn)爐冶煉終點(diǎn)鋼水情況
從表5 看出, 底吹強(qiáng)度為 0.04~0.13 m3/(min·t)時(shí),冶煉開(kāi)始后第7步完成底吹N2/Ar切換能將終點(diǎn)鋼水中的N含量控制在0.001 6%~0.002 0%,這與文獻(xiàn)[4]所述“在吹煉70%時(shí)底吹N2/Ar切換,冶煉終點(diǎn)N含量小于0.002 0%”的結(jié)論一致,說(shuō)明切換時(shí)機(jī)后移沒(méi)有對(duì)鋼水的氮含量造成影響。從而緩解了氬氣用量不足的情況。
3.4 濺渣工藝規(guī)范與優(yōu)化
出鋼結(jié)束后,立即選擇“濺渣”模式濺渣。濺渣過(guò)程中,從兩側(cè)匯總斗各加入150~250 kg濺渣劑,間隔時(shí)間大于30 s。濺渣槍位不低于120 cm,觀察爐口噴濺物情況決定是否降槍,濺渣時(shí)間2~4 min。 濺渣結(jié)束后,先向爐前傾動(dòng)至+60°~70°,再向后傾動(dòng)至-60°~-70°,最后從爐前倒渣。倒渣結(jié)束后,馬上從兩側(cè)匯總斗各加入白灰鋪大面,先向爐前傾動(dòng)至+100°~110°,然后將轉(zhuǎn)爐傾動(dòng)至兌鐵位置,準(zhǔn)備加廢鋼兌鐵水。
3.5 廢鋼結(jié)構(gòu)的優(yōu)化
優(yōu)化連鑄坯頭,尺寸比原來(lái)減少了0.5 m;限制每槽廢鋼的坯頭和中間包殘鋼數(shù)量必須小于5塊;要求在廢鋼間區(qū)域補(bǔ)加坯頭時(shí),坯頭要放置在廢鋼槽的尾部。采取這些措施后,緩解了重型廢鋼對(duì)爐襯、爐底及底槍的沖擊。
4 工藝優(yōu)化后的效果
4.1 有效控制爐底上漲
采取上述措施后,減少了爐底粘廢鋼,穩(wěn)定了轉(zhuǎn)爐爐底的高度,有效的控制了轉(zhuǎn)爐爐底上漲,且將轉(zhuǎn)爐爐底的變化控制在了合理的波動(dòng)范圍內(nèi),轉(zhuǎn)爐液面波動(dòng)控制在(180±15)cm。為復(fù)吹工藝的推進(jìn)、轉(zhuǎn)爐操作指標(biāo)的提升以及鋼水潔凈度的提高奠定了基礎(chǔ)。轉(zhuǎn)爐全爐役(6 439爐)爐底高度變化情況見(jiàn)圖3。
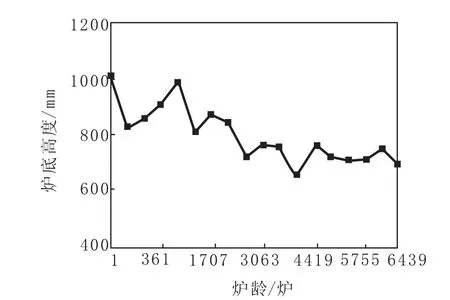
圖3 轉(zhuǎn)爐全爐役爐底高度變化情況
從圖3中可以看出,整個(gè)爐役轉(zhuǎn)爐爐底平穩(wěn)且呈現(xiàn)逐步下降趨勢(shì),說(shuō)明爐底侵蝕均勻,實(shí)測(cè)爐底磚的侵蝕速度為0.048 mm/爐。整個(gè)爐役期間沒(méi)有因?yàn)闋t底上漲而進(jìn)行化爐底操作。
4.2 底槍壽命提高
轉(zhuǎn)爐爐底穩(wěn)定控制后,爐底的侵蝕速度比較緩慢,底槍磚周圍的渣層控制在50~100 mm,在底槍磚端部形成的“爐渣-金屬蘑菇頭”具有較高的熔點(diǎn)和抗氧化能力,在冶煉過(guò)程中不易熔損,并具有良好的透氣性,底槍不易堵塞[2]。底槍分布優(yōu)化后,提高了氧氣射流的沖擊能力,避免了廢鋼和鐵水對(duì)底槍原件的沖擊和沖刷。底槍的壽命比優(yōu)化前提高了1 200爐。
4.3 碳氧積降低
工藝優(yōu)化后,冶煉終點(diǎn)鋼水碳氧積從0.002 5降至 0.002 3,ω[O]從 0.071 0%降至 0.067 1%,渣中 ω(Fe)從 18%以上降至 16.41%。 圖 4為2017年10月1日至2018年3月15日期間轉(zhuǎn)爐碳氧積變化情況。
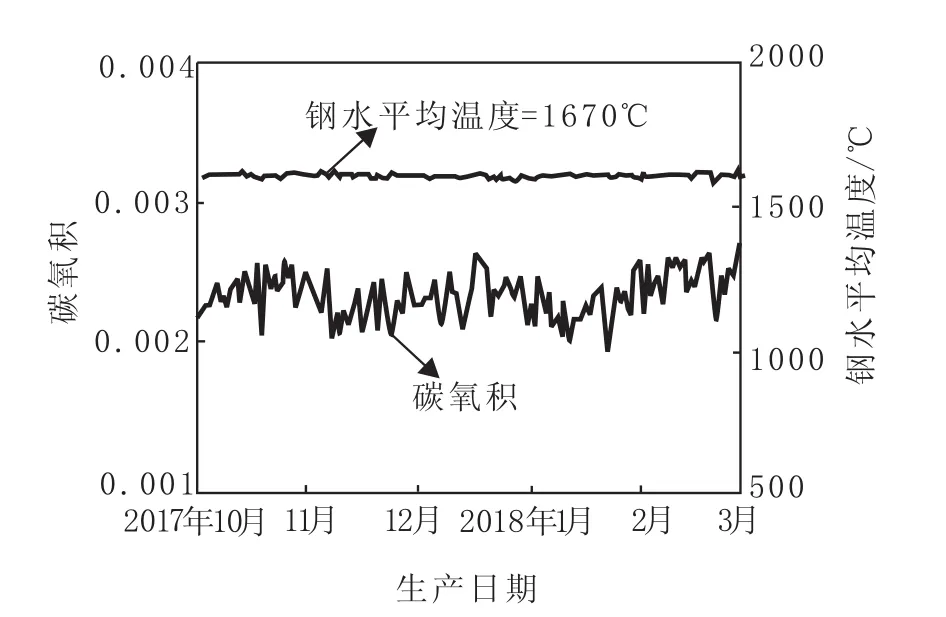
圖4 轉(zhuǎn)爐碳氧積變化情況
從圖4看出,轉(zhuǎn)爐平均出鋼溫度在1 670℃的條件下,轉(zhuǎn)爐碳氧積能夠在合理的區(qū)間內(nèi)波動(dòng),為轉(zhuǎn)爐鋼水的潔凈化生產(chǎn)奠定了良好的基礎(chǔ)。
5 結(jié)語(yǔ)
鞍鋼股份有限公司煉鋼總廠通過(guò)采取優(yōu)化氧槍噴頭參數(shù)、重新布置底槍位置、控制底吹流量范圍為 0.04~0.13 m3/(min·t)、 增加底槍磚金屬管數(shù)量、轉(zhuǎn)爐冶煉開(kāi)始后從吹煉第3步氮?dú)迩袚Q優(yōu)化成第7步切換等措施后,底槍的使用壽命比優(yōu)化前提高了1 200爐;有效控制了轉(zhuǎn)爐爐底的上漲,實(shí)現(xiàn)了底槍壽命與轉(zhuǎn)爐爐齡6 439爐同步,終點(diǎn)鋼水碳氧積由0.002 5降至0.002 3。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現(xiàn)代企業(yè)(2015年2期)2015-02-28 18:45:09