中間包鋼水全氧分析技術在汽車鋼生產中的應用
2019-08-14 09:14:06李泊宋宇李偉東潘瑞寶尚世震
鞍鋼技術 2019年4期
李泊 ,宋宇 ,李偉東 ,潘瑞寶 ,尚世震
(鞍鋼股份有限公司煉鋼總廠,遼寧 鞍山 114021)
隨著汽車工業的發展,對汽車用鋼特別是汽車面板用鋼的質量要求日益嚴格,針對汽車外板用鋼甚至提出了零缺陷的質量標準。為此,必須持續提高冷軋板卷的質量,首先需要煉鋼工序提供高潔凈度的原料鑄坯。由于煉鋼工藝本身是一個過程控制環節,缺乏快速、準確的檢測手段來評價鋼液的潔凈度,因此,鞍鋼股份有限公司煉鋼總廠引進了鋼液全氧快速檢驗裝置,通過在RH及連鑄中間包兩個工位取全氧樣,能夠在5 min之內檢驗出鋼液中的全氧值來判斷鋼液的純凈度,從而實現快速檢測、快速響應、分級使用,滿足客戶的個性化需求。
1 中間包鋼水全氧分析技術的應用
1.1 設備簡介
快速全氧取樣器利用惰性氣體氬氣保護,在中間包澆注過程中取樣,棒樣尺寸為Φ 4 mm×70 mm,供實驗室分析鋼水中的全氧。
1.2 全氧分析在生產實際中的應用
鞍鋼股份有限公司煉鋼總廠汽車鋼冶煉工藝路線為:鐵水預處理(鈣鎂基噴吹鐵水脫S)→轉爐冶煉(260 t頂底復吹轉爐)→RH脫碳及合金化→鑄機澆注。
汽車鋼鋼液中的全氧是由鋼中的自由氧及脫氧后的氧化物組成,鋼液中的全氧值越低就代表著鋼液越潔凈。因此在生產實際過程中,對RH及連鑄中間包兩個工位取全氧樣進行檢驗分析,并將全氧值與軋后夾雜缺陷率進行對應。表1為試驗汽車鋼鋼種的成分范圍,表2為中間包全氧值與夾雜缺陷指數對應關系 (中間包全氧值檔位越低,全氧值越低)。
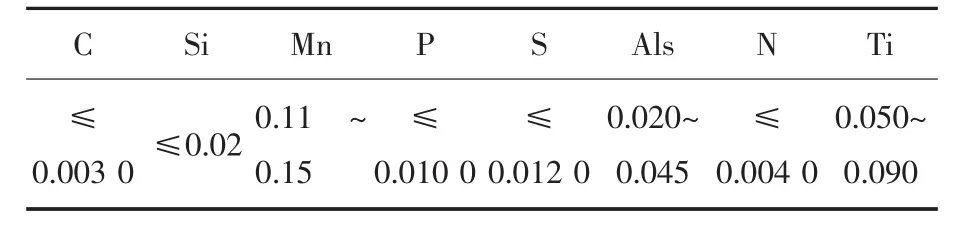
表1 試驗汽車鋼鋼種的成分范圍(質量分數) %

表2 中間包全氧值與夾雜缺陷指數對應關系
由表2可見,生產實際數據與理論完全能夠吻合,即中間包全氧值越低,鋼液越純凈,鑄坯軋后夾雜缺陷指數越低,隨著全氧值升高,缺陷指數呈明顯上升趨勢。因此,對汽車鋼冶煉工藝環節各參數進行跟蹤,找出對中間包全氧值影響較大的參數,并有針對性的加以控制,從而提高鋼液潔凈度。跟蹤收集100罐汽車鋼生產數據,對各工藝參數分別與全氧量進行相關性分析,最終篩選出五大相關性較強的參數與中間包全氧值進行回歸分析,結果如表3。表3中,SS為整體樣本的離差平方和;MS為離差平方和均值;F值為方程中均離差平方和的比;P值是判定檢驗結果的一個參數,當P≤0.05時,該參數與相應結果有顯著影響。
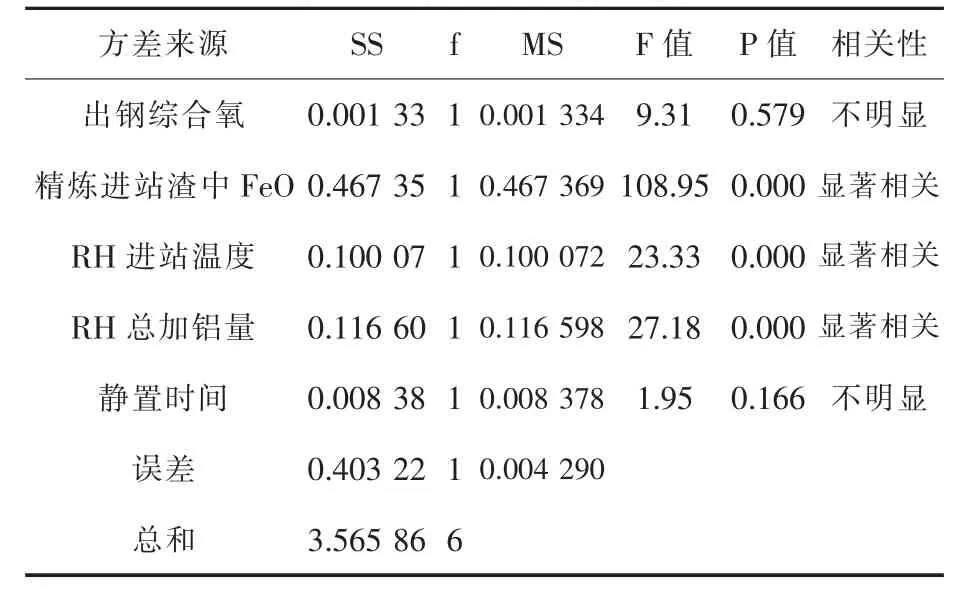
表3 回歸分析運行結果
由表3可見,精煉進站渣中FeO、RH進站溫度、RH總加鋁量三個參數對汽車鋼中間包全氧值有顯著性影響。因此結合目前這三個工藝參數控制情況,運用Minitab質量工具進行響應優化器優化,得出中間包全氧值在一檔范圍內的各參數控制范圍。圖1為響應優化器優化結果。
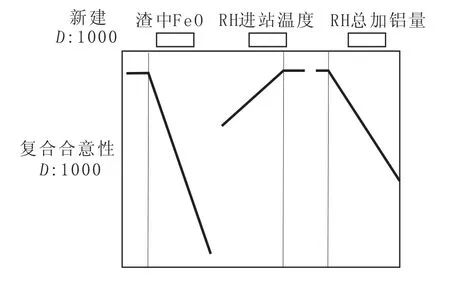
圖1 響應優化器優化結果
圖1中,合意性D值為在不同值時的參數因子的取值,當參數在水平線范圍內取值時,參數變化對響應結果及合意性沒有影響,當參數在折線取值時,參數的變化對響應結果及合意性產生影響。合意性為目標的達成率,當D=1.0時代表目標達成。
2 生產工藝參數的優化
依據中間包全氧與各工藝參數的回歸分析,結合響應優化器提供的最佳參數控制范圍,對三個主要影響因素進行了優化。
2.1 精煉進站渣中FeO含量的優化
控制精煉進站渣中FeO含量就要從轉爐源頭入手,控制轉爐終點渣中FeO含量。重點進行如下兩方面的改進。
(1)降低轉爐出鋼渣FeO含量。優化措施有轉爐終點C-T命中率目標由80%提高到90%,實際控制在92%左右,補吹時間控制在1 min之內,杜絕二次補吹;同時在出鋼前采用零位攪拌技術1~3min。
(2)控制出鋼帶渣。措施一是改進轉爐前擋渣工藝,采用軟質擋渣塞,有效避免出鋼第一口渣進入鋼包;采用轉爐出鋼前、后檔渣,并結合下渣檢測設備進行輔助作業,有效地控制了轉爐出鋼時的下渣量;措施二是出鋼過程進行鋼包頂渣改質,隨出鋼的進行加入小粒白灰對鋼液進行渣洗,能夠有效地稀釋鋼液頂渣中的FeO含量,出完鋼后加入鋁質熔渣改質劑脫除渣中氧。
2.2 鋼水RH進站溫度優化
實施全程加蓋工藝降低鋼包溫降。通過采取鋼包全程加蓋的措施,能夠有效地減少鋼水的溫度損失,鋼包加蓋與否對鋼包盛鋼期間鋼水溫度的影響見圖2。由圖2可見,鋼包加蓋對盛鋼過程鋼水溫度變化的影響是非常明顯的,能大大降低鋼水的溫降。在其他條件相同的情況下,60 min以后,全程加蓋的鋼水溫度比不加蓋高近30℃。鋼包在空包期間的散熱時間長,這期間若對鋼包加上蓋,則大大減少熾熱的鋼包內表面直接對外部的輻射分散熱損失,從而明顯減少鋼包在出鋼期間和盛鋼期間對鋼水的蓄熱損失。鋼包加蓋后達到的效果十分明顯。
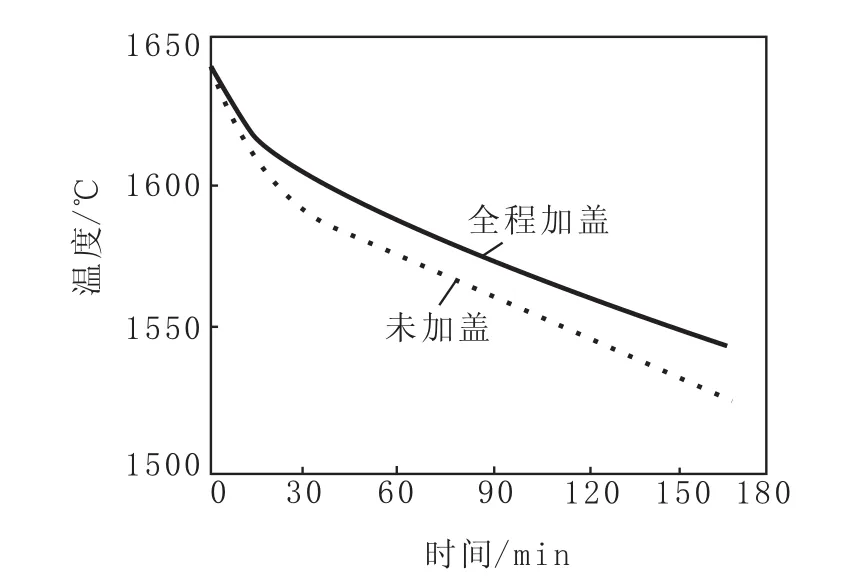
圖2 鋼包全程加蓋對鋼水溫度的影響
2.3 RH總加鋁量的優化
RH加入的脫氧鋁越多,鋼液中生產的Al2O3夾雜物就越多。為了減少汽車鋼中Al2O3夾雜物的生成量,提高鋼水潔凈度,必須減少RH總加鋁量。因此對精煉脫氧工藝進行優化,首先根據初始氧含量適當采用碳脫氧和錳脫氧脫除過剩氧,即在脫碳過程中,加入少量增碳劑或錳鐵,其次是在RH脫碳結束后,采用硅脫氧脫除一部分殘氧,即先向鋼液中加入一定量的低碳硅鐵進行預脫氧,再向鋼液中加入鋁粒來進行終脫氧和合金化,從而通過減少脫氧鋁的使用量。
3 取得的效果
3.1 降低渣中FeO含量
通過以上控制措施,轉爐終渣FeO降低了11.25%,轉爐出鋼后鋼包頂渣FeO降低了18.92%,精煉進站渣中FeO含量降低了34.82%。
3.2 減少鋼水溫度損失
實施鋼包加蓋工藝后,鋼水運輸過程溫降速率顯著降低,空包時包襯溫度大幅度提高,效果如表4所示。為準確控制RH鋼水進站溫度提供了保障[1]。
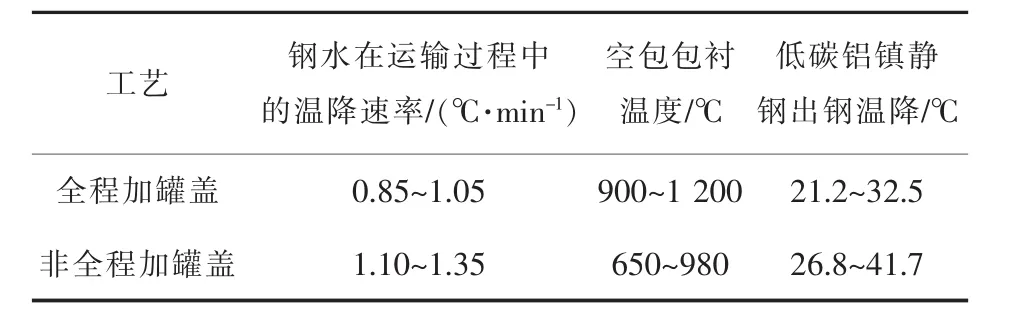
表4 全程和非全程加罐蓋的對比
3.3 降低Al2O3的生成量
通過采用碳脫氧、錳脫氧、硅脫氧工藝后,有效的降低了Al2O3生成量,降低鋼液中的全氧含量。試驗表明,工藝優化后,中間包和鑄坯內的全氧量相差不多[2]。
通過以上工藝措施的實施,精煉進站渣中FeO、RH進站溫度、RH總加鋁量的控制范圍已經提升到響應優化器優化后的目標范圍之內,鋼水潔凈度有了明顯的提升。經過對比測算,鋼水中間包全氧降低了29.32%,重點客戶汽車用O5板軋后夾雜缺陷率降低了54.07%。
4 結語
鋼液全氧快速檢驗技術可以為煉鋼過程鋼液潔凈度提供一個快速、準確的判斷依據。鞍鋼股份有限公司煉鋼總廠運用質量工具分析結果,優化了精煉進站渣中FeO含量、鋼水RH進站溫度和RH總加鋁量,優化后鋼水中間包全氧降低了29.32%,重點客戶汽車用O5板軋后夾雜缺陷率降低了54.07%。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09