鹽酸脫析裝置運行總結
2019-08-27 06:57:36田野
中國氯堿 2019年7期
田 野
(唐山三友氯堿有限責任公司,河北唐山063305)
唐山三友氯堿有限責任公司電石法PVC 生產裝置經分期改造、擴建,生產規模已達到48 萬t/a。在氯乙烯生產過程中會產生過量氯化氫,用鹽酸組合塔吸收變成濃度約32%的鹽酸進入鹽酸脫析系統,經鹽酸常規脫析系統后變為濃度約22%的稀鹽酸(以下稱為副產鹽酸)。隨著產能的不斷擴大,副產酸量也逐步增大,不僅造成氯化氫浪費,而且處理難度較大,環保風險較高。該公司原鹽酸脫析系統處理能力為8 t/h,已不能滿足系統生產需求,同時,該系統自2006 年開車以來已運行10 年,設備管道老化,泄漏嚴重,檢修周期日益頻繁,綜合考慮以上因素,該公司2018 年引入南通星球石墨25 t/h鹽酸常規脫析項目,同時為徹底解決副產鹽酸處理問題,配套增加4 t/h 鹽酸深脫析項目,經處理后的酸性廢水濃度達到1%,可全部回用于鹽酸組合吸收塔吸收過量氯化氫。
1 工藝流程
1.1 常規脫析工藝流程
濃度約32%的濃鹽酸用泵經自動調節閥調節流量后,經濃酸預熱器預熱,打入解析塔頂部噴淋下來,與來自塔底再沸器內的蒸汽逆向接觸,進行質量和熱交換,溫度逐漸升高。此時濃鹽酸中的氯化氫氣體便被解析出來,由塔頂出來的氯化氫飽和蒸汽進入氯化氫一冷器(循環水冷卻),再進入氯化氫二冷器(冷凍水冷卻)。經過二級冷卻后的氯化氫氣體用高效除霧器撲集酸霧后輸送至氯乙烯合成工序。濃鹽酸常規解析后的質量分數約為22%的稀鹽酸,其中一部分回流至再沸器補充液面,另一部分進入濃酸預熱器預熱濃鹽酸,然后用稀鹽酸冷卻器冷卻至低溫后,用泵輸送到鹽酸組合吸收塔作為吸收劑循環吸收氯化氫,多余部分送深度脫析裝置進行深度解析,鹽酸常規解析工藝流程示意圖見圖1。
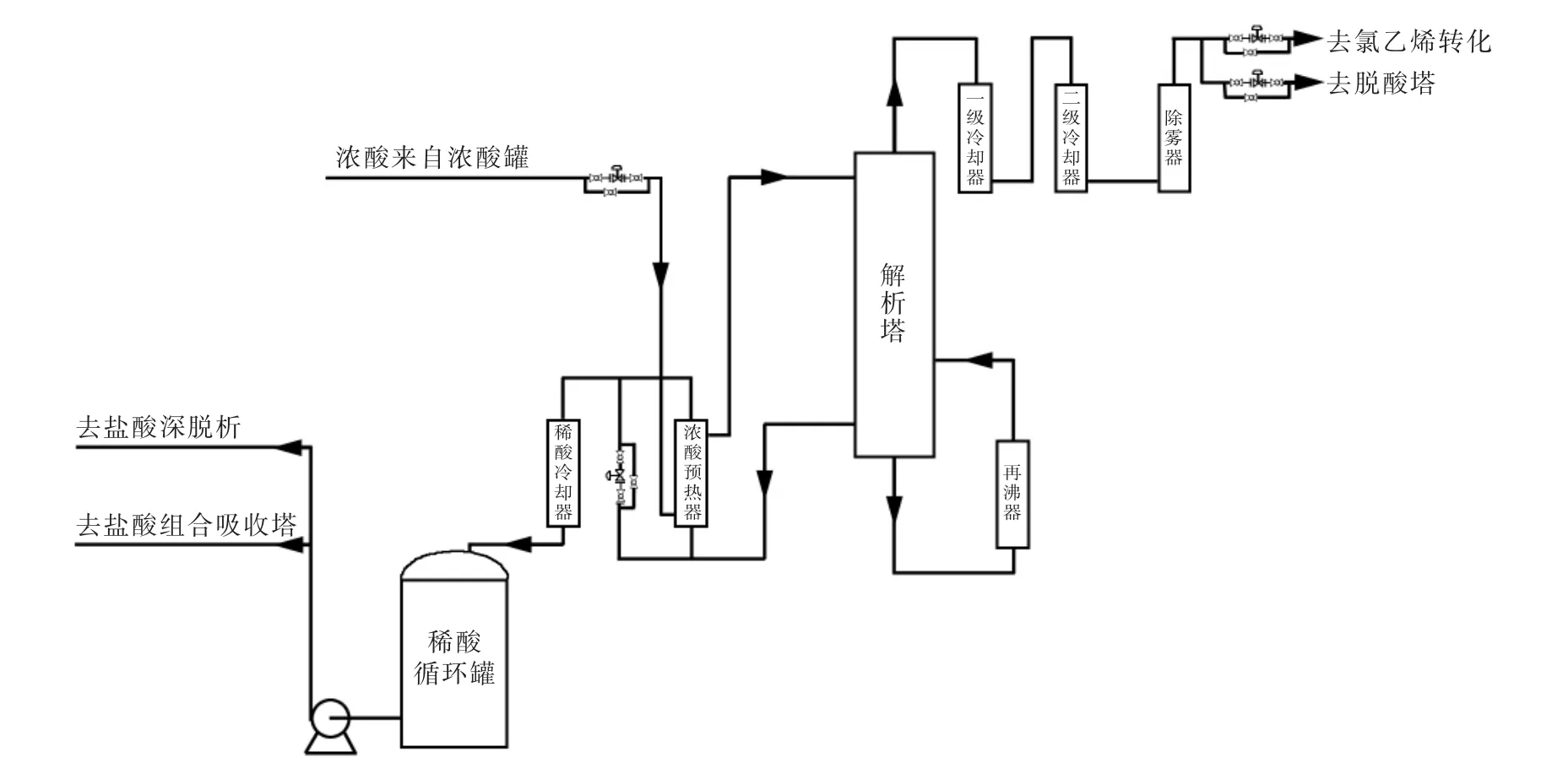
圖1 鹽酸常規解析工藝流程示意圖
1.2 深度脫析工藝流程
稀鹽酸用鹽酸泵加壓后與氯化鈣循環泵輸送的氯化鈣溶液用1 臺噴射混合器混合后,進入解析塔頂部,在重力作用下向下流動;同時,溶液不斷的通過熱虹吸自然循環再沸器加熱,這樣,氣體被蒸餾分離出并向上流動。在這個操作過程中,氯化氫氣體從鹽酸與氯化鈣混合溶液中汽提并從塔頂排出。氯化鈣溶液是作為共沸打破物,相對于氯化氫氣體的分壓來說抑制了水蒸氣的分壓。
由塔頂出來的氯化氫飽和蒸汽進入氯化氫一冷器(循環水冷卻),再進入氯化氫二冷器(冷凍水冷卻)。經過二級冷卻后的氯化氫氣體經高效除霧器補集酸霧后輸送至氯乙烯合成工序。
而塔底得到含有微量HCl 的稀氯化鈣溶液,進入氯化鈣閃蒸濃縮部分。先進入氯化鈣提濃塔,該提濃塔與熱虹吸自然循環蒸發器相連。 在這個階段,過量的水被閃蒸蒸發出去,經蒸汽冷凝器將水蒸氣進行充分冷凝后收集到廢水槽內,經廢水冷卻器冷卻到低溫后大部分回到酸吸收工序吸收VCM氣中的氯化氫;多余部分去含汞廢水處理單元,得到凈化的水后回用。濃縮后的氯化鈣溶液用氯化鈣循環泵送回稀酸解析塔循環使用,鹽酸深度脫析工藝流程示意圖見圖2。
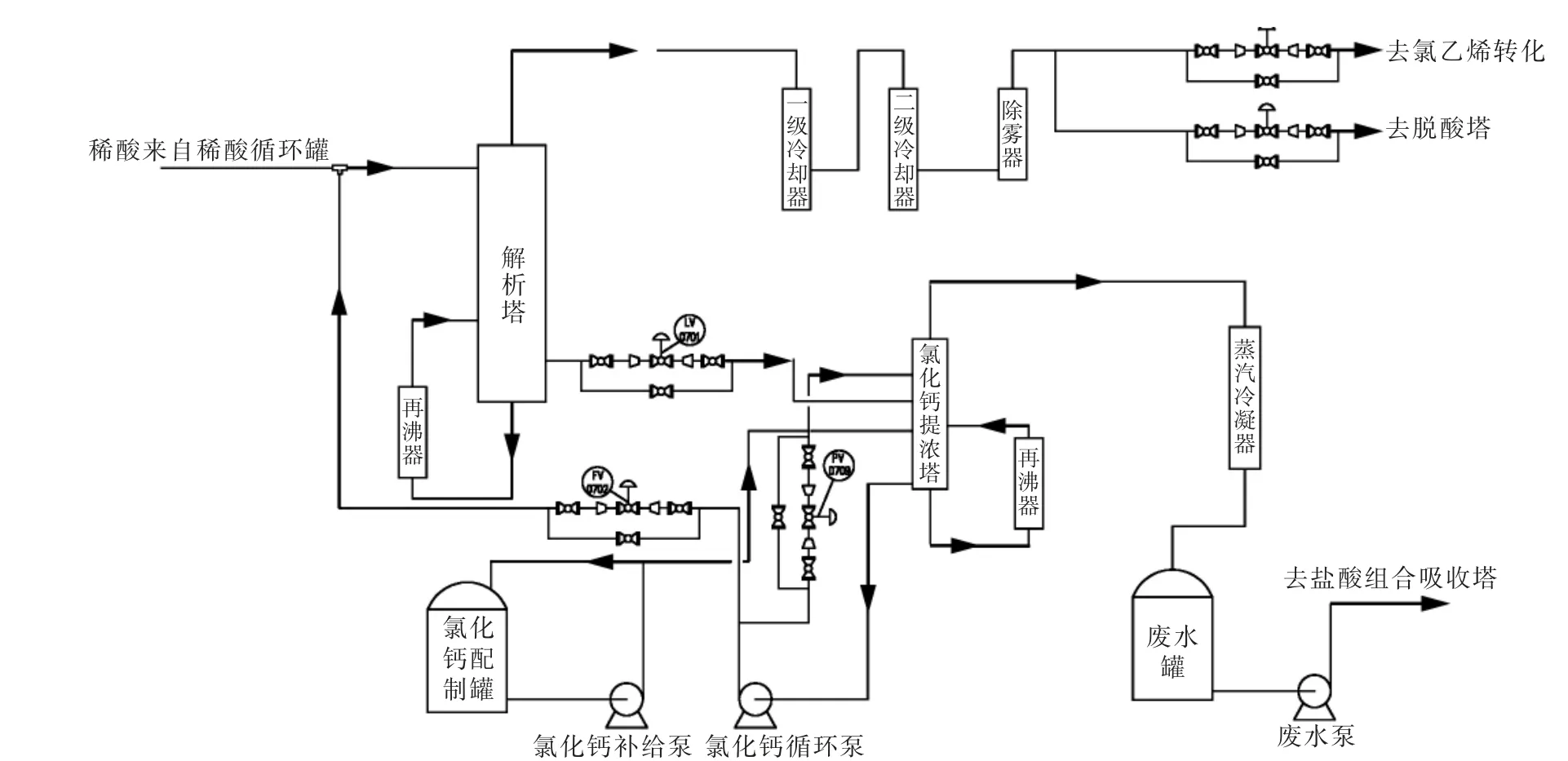
圖2 鹽酸深度解析工藝流程示意圖
2 開車過程存在的問題及解決措施
2.1 常規脫析
常規脫析技術較成熟,因此開車過程較順利,經短期調整,各項指標基本穩定,運行較好。開車初期, 解析塔再沸器蒸汽冷凝水輸送至燒堿鹽水工序,因距離較長阻力大造成冷凝水罐液位偏高,塔釜溫度難以穩定控制造成指標波動,后期對冷凝水管進行改造臨時送至乙炔清凈沉降池,降低冷凝水輸送壓力,保持冷凝水罐液位穩定。長遠設計目標增加1 臺蒸汽冷凝水緩沖罐和大揚程輸送泵,將蒸汽冷凝液輸送至燒堿車間鹽水工序回收利用。
2.2 鹽酸深度脫析
深脫析系統為首次開車缺少運行經驗,因此初期未達到理想效果,但經過幾個月的摸索總結,目前各項工藝指標運行穩定,均在控制范圍內,自開車以來遇到以下幾項問題。
(1)經處理后酸性水濃度不達標
裝置投用初期氯化鈣與稀酸加入比例為2.5∶1,產出酸性水濃度為6%~7%,未達到預期的1%的效果。針對此問題,氯化鈣加入量調整比例至3∶1,酸性水濃度有所下降,但仍未達到理想效果。經與廠家交流,決定將稀酸解析塔塔釜溫度上調7~8 ℃,控制在140 ℃,經調整后指標控制在理想范圍內。具體數據見表1。
解析塔中加入的氯化鈣濃度為50%,崗位人員采用比重計定期測量系統循環氯化鈣比重,通過比重對照表判斷氯化鈣濃度,但隨著運行時間延長,鹽酸中的雜質融入到氯化鈣溶液中導致比重表與實際濃度存在一定偏差, 影響對氯化鈣濃度的判斷,從而導致酸性水濃度增加。因此將氯化鈣濃度列為日常分析指標,由分析室用指示滴定法進行氯化鈣濃度分析,為生產提供準確數據,及時根據氯化鈣濃度調整提濃塔溫度,保證氯化鈣濃度達標。
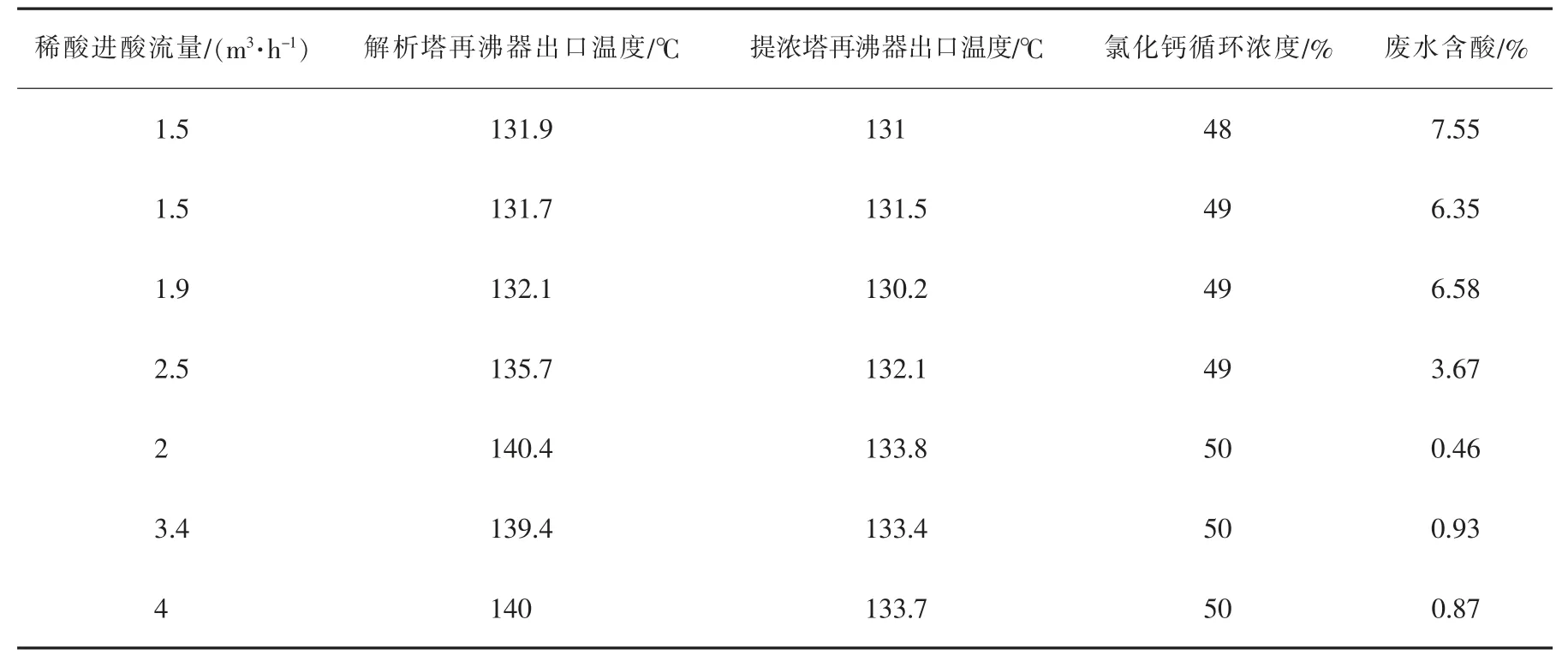
表1 鹽酸深度脫析運行數據
(2)自動調節閥失靈
運行一段時間后,氯化鈣調節閥PV-0709、FV-0702 出現了改變開度但流量不變的現象,停車拆下閥門檢查發現閥桿與球閥閥芯連接鍵已被腐蝕,無法帶動球閥閥芯轉動調整流量。原閥桿為316 不銹鋼材質,不能抵擋高溫氯化鈣與鹽酸混合液體的強腐蝕性,將閥桿材質更換為哈B 后運行一段時間仍有腐蝕現象,后將閥桿更換為鉭材質,目前運行無問題。
(3)塔釜溫度波動大
解析塔與提濃塔再沸器溫度均為自動調節閥,聯鎖控制分別見圖3 和圖4。因該公司所用蒸汽為三友集團熱電公司供應,輸送距離較長,壓力波動大,從而引起再沸器溫度調節閥頻繁動作導致溫度波動影響工藝指標。針對此現象,該公司將溫度連鎖調節改為壓力聯鎖調節,保證再沸器蒸汽壓力穩定,有效改善了指標波動情況。
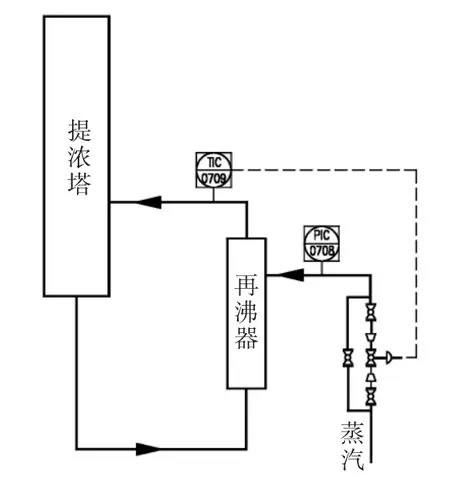
圖3 溫度聯鎖控制
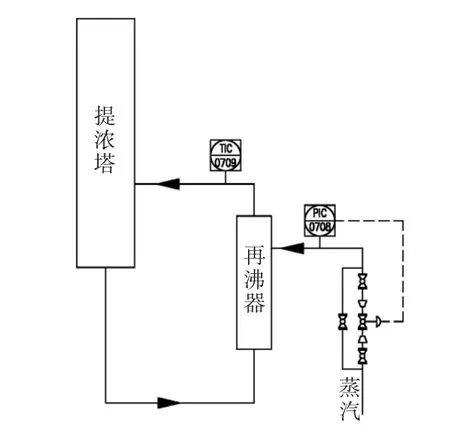
圖4 壓力聯鎖控制
解決了以上問題,目前常規脫析及深脫析系統運行穩定,實現了副產鹽酸的綜合處理利用。
3 結語
通過增加新的鹽酸常規脫析和深脫析系統并配套含汞廢水處理裝置,該公司實現了聚氯乙烯生產中副產鹽酸的循環回收利用,既達到了回收鹽酸中氯化氫的經濟效益,又解決了處理副產鹽酸面臨的環保問題,實現了環保效益最大化。