基于結構光視覺的螺旋焊縫跟蹤系統研究
2019-08-27 03:12:48倪禮威
價值工程 2019年20期
倪禮威
摘要:目前,螺旋板式換熱器焊接存在焊縫跟蹤困難,焊接所導致的偏差存在的缺陷。本文設計和研發了一套基于主動光視覺技術的螺旋焊縫實時跟蹤焊接系統,通過焊接前的焊縫特征點提取,焊接時核相關濾波目標跟蹤算法進行焊縫的識別和自動跟蹤,實驗測試表明該方法能夠達到螺旋板式換熱器的全自動焊接跟蹤精度要求。
Abstract: At present, the welding of spiral plate heat exchanger has the defect of welding seam tracking difficulty and deviation caused by welding. This paper designed and developed a set of real-time tracking based on active light vision technology of spiral seam welding system, by prior to welding the weld feature point extraction, welding nuclear related filter target tracking algorithm for seam tracking, identification and experimental tests show that the method can meet the automatic welding tracking accuracy requirements of spiral plate heat exchanger.
關鍵詞:螺旋板式換熱器;主動光視覺;焊縫跟蹤;核相關濾波目標跟蹤算法
Key words: spiral plate heat exchanger;active optical vision;weld seam tracking;target tracking algorithms based on core-correlation filtering
中圖分類號:TG439.9 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1006-4311(2019)20-0145-06
1 ?概述
本系統中換熱器采用的是螺旋板方式,主要是兩個相互平行的金屬板構成的,通過將兩個金屬板卷制所得的螺旋形作為換熱器的通道,換熱器由螺旋板的內壁來完成對不同溫度流體之間的轉換。該設備能夠有效且適用于蒸汽的冷凝以及無相變的對流傳熱過程,同時也適用在沸騰熱傳中。廣泛應用于中小型合成氨廠的變換熱交換器、合成塔下部的熱交換器、燒堿廠的電解液加熱器、濃堿液的冷卻器,以及一系列的冷卻設備中,都能達成優秀的結果。
螺旋板式換熱器生產時,需要把兩張板卷制而成,形成了兩個均勻的螺旋通道,兩端進行焊接而成,焊縫呈現螺旋狀。對螺旋焊縫的焊接存在定位困難,焊接弧度多,容易虛焊等缺點。
目前,在工業上比較常見的有手持式、專業型以及機器人[1-3]來進行焊接工作的設備。手持式的焊接方式對螺旋焊縫容易產生疲勞,焊接機器人存在實現成本高,系統復雜。有基于視覺和激光傳感的焊縫跟蹤系統[5-8],有適用于管狀外殼螺紋形狀焊接,采用主動結構光的螺旋焊縫的自動焊接系統,尚沒有較為完整的設計系統,本系統的開發研究具有實際應用價值。
2 ?主動結構光螺旋板式換熱器焊縫實時跟蹤系統
主動結構光焊縫實時跟蹤系統主要硬件組成為焊接機器人、工業PC、工業相機、工業鏡頭、線激光發生器、擺動裝置、位置微調裝置及焊接設備等,其結構示意圖如圖 2所示。
如圖2所示,由圖像采集、圖像處理以及控制系統這三部分組成整體的系統。
2.1 結構光焊縫采集
結構光視覺傳感器作為本系統中最重要的模塊之一,相當于系統的“眼睛”。在關于本系統所采用的的傳感器中,有工業相機、濾光片、保護殼等一系列模塊所組成的,其中主要的結構圖可見圖3。線激光發生器以一個固定的角度?茲和工業相機相連接,其中待焊工件以H作為與傳感器所保持的距離,在保證傳感器正常工作的條件下,待焊工件將通過激光發生器所發射出的線激光條紋進行照射,經過漫反射之后的激光條紋能夠在CCD上進行成像。同時通過固定角度?茲的放置,既能夠保證通過相機而實現焊縫位置的確定,又能進一步反映出更深層次的內容信息。
在工作環境中,工業相機與工件呈90°角,同時激光器以一定的傾角進行布放,激光器所發射出的激光穿過里面的柱透鏡,從而形成的光束以“一字型”的形式打穿在螺旋板式換熱器端面上,在焊縫上留下又細又窄的一束光帶。相機拍攝時所面向區域中的圖像在完成最終的成像前,將依次經過位于鏡頭之前的窄帶濾光片與減光片,它們所起到的功能便是過濾掉規定波長之外的光以及對光照強度作用的減少,其中窄帶濾光片的選擇應該與激光器所產生的中心波段相適應。相機所成像中關于光帶條紋的信息是最能體現焊縫本身的信息,最后通過特定的采樣時間將圖片發送給工業PC。
工業相機選擇德國Basler公司生產的acA640-90gm型號相機為本系統的視覺采集硬件,光學鏡頭選用12mm的鏡頭。在焊接過程過,由于存在大量弧光的作用,其結果便是導致大量焊縫圖像所伴有的信息損失,故而單一地運用被動視覺所取得的圖像不能進行深一層次的圖像處理工作,還是需要增加光源和輔助相機系統。本系統采用的光源形式為一字線紅色激光,其中窄帶濾光片的選擇為半帶寬距離20nm的,且中心波長確定為635nm,同時減光片也將依照激光器來選擇。濾光片和減光片的安放位置將位于相機之前,選擇這一方式來安放,能夠降低在焊接過程中所產生弧光的影響,盡量避免弧光對圖像中信息的遮蓋等不利情況的產生。
2.2 圖像處理與焊縫識別
圖像處理部分主要分為初始幀的焊縫特征點提取及焊接環境下焊縫特征點的目標跟蹤。首先工業PC對相機采集的第一幀無弧光、飛濺干擾的焊縫圖片進行初始特征點的提取,并以該初始點為目標點,利用目標跟蹤算法對以后每一幀焊接環境下的圖像進行特征點跟蹤,并實時反饋焊縫特征點圖像位置信息。
焊縫識別采用基于核相關濾波的目標跟蹤算法,雖然結構光傳感器一側的擋板能遮住一部分弧光和飛濺噪聲,但此時過多的噪聲信息導致前面設計的算法無法很好地適用于焊接過程中焊縫特征點的提取。核相關濾波的目標跟蹤算法能夠根據相鄰的兩幀圖像中,焊縫特征點與周圍激光條紋環境存在的密切幾何關系及這個關系的穩定性,濾除弧光和飛濺噪聲的影響,實現對焊縫特征點的識別和跟蹤。
2.3 系統控制部分
系統控制同樣分為兩個功能,一是根據當前特征點位置坐標信息控制微調機構對結構光傳感器進行位置調整,保證焊縫特征點在相機的視野范圍之內;二是將焊縫特征點二維位置信息進行運算得到對應的三維坐標信息,并通過旋轉機構、XYZ運動機構、視覺傳感器及焊槍位置之間的數學模型進行實際焊接點計算從而實現在線引導焊接任務。
3 ?焊縫圖像識別及核相關濾波目標跟蹤算法
圖像處理作為整個焊接過程中的核心部分,通過提取在焊接過程中的結構光圖像中的特征,本文所提出的算法將基于特征點的圖像處理以及相應濾波進行特征點的提取,即使在外界巨多因素的干擾下,仍然能精準有效地提取焊縫處的特征點,且保持測量點距離實際所在焊接點120nm的長度,以增加系統性能。包括三步:首先在焊接開始之前,所基于的初始特征點是在沒有弧光與噪聲影響下提取的;第二步,焊接開始,基于核相關濾波算法從有一系列污染影響中所提取的特征點;最后,在程序運行中不斷改正算法和模型。
3.1 初始特征點提取
在第一部焊接開始之前,螺旋板式換熱器端面焊縫在結構光視覺系統下所顯示圖像如圖4所示。因為還未開始焊接,所以圖片中沒有顯示飛濺、弧光等影響。裝置中的帶通濾光片與減光片將環境周圍的光線進行了過濾,從而使焊縫所照射得到的激光條紋和背景有明顯的對比度。反而金屬表面會反射激光,將在圖像中出現小區域的、細小的反光噪聲。
利用基礎的圖像處理對激光條紋所在的特征點進行處理和提取,具體流程圖在圖5顯示。
本文中采用的補償值offset=30,經過實驗發現利用3*3掩膜中值濾波后的圖片當作原圖,9*9掩膜處理后圖像當作參考圖像的閾值分割效果比未經中值濾波的原圖和以9*9掩膜作中值濾波處理的參考圖像效果更理想。如圖 6所示。
經過自適應動態閾值化處理后,雖然實驗表明3*3矩陣掩膜和9*9矩陣掩膜中值濾波配合的自適應動態閾值化處理效果較好。為了達到去除噪聲與平滑圖像的效果,在圖6b)所示的圖像中運用到開閉運算的環節,運算之后的結果如圖7所示。
經過開閉運算的環節,能夠在不改變激光條紋原有尺寸的條件下,完成去除毛刺以及孔洞的填充。對比圖6b)和圖7,可以看到,經過形態學修整后,激光表面變得更加平滑,并且將細小的噪聲點去除,為后續的中心線提取打下了基礎。利用ROI提取把激光條紋上有焊縫坡口形狀特征的這部分從圖像中進行提取,最后所提取出的圖像如圖8所示。
基于結構光視覺處理后,焊縫圖像所在坡口處的形狀為V型,通過直線擬合求交點獲得焊縫特征點。經過骨骼提取的激光條紋在每一列上均只有一個像素點,因此可以將求取左右兩端中心點理解為求取質心的過程,而求取質心通常需要根據矩特征去計算。
盡管重心是從像素精度的數據去計算的,但是結果是非像素精度的,提取的效果如圖9所示,重心點坐標用“×”在圖像中進行表示。
3.2 基于核相關濾波的目標跟蹤算法
在焊接后的焊縫特征圖像如圖10所示,但是焊接點與測量點之間出現的、大小為120mm左右的前置距離差,導致焊接時產生的弧光和飛濺對圖像造成了嚴重的污染。雖然結構光傳感器一側的擋板能遮住一部分弧光和飛濺噪聲,但此時過多的噪聲信息導致前面設計的算法無法很好地適用于焊接過程中焊縫特征點的提取。
核相關濾波算法,是根據循環矩陣理論對目標區域中構造出大批樣本來進行分類,為稀疏采樣中樣本冗余性的問題提供方案,核相關濾波算法原理如圖 11所示。
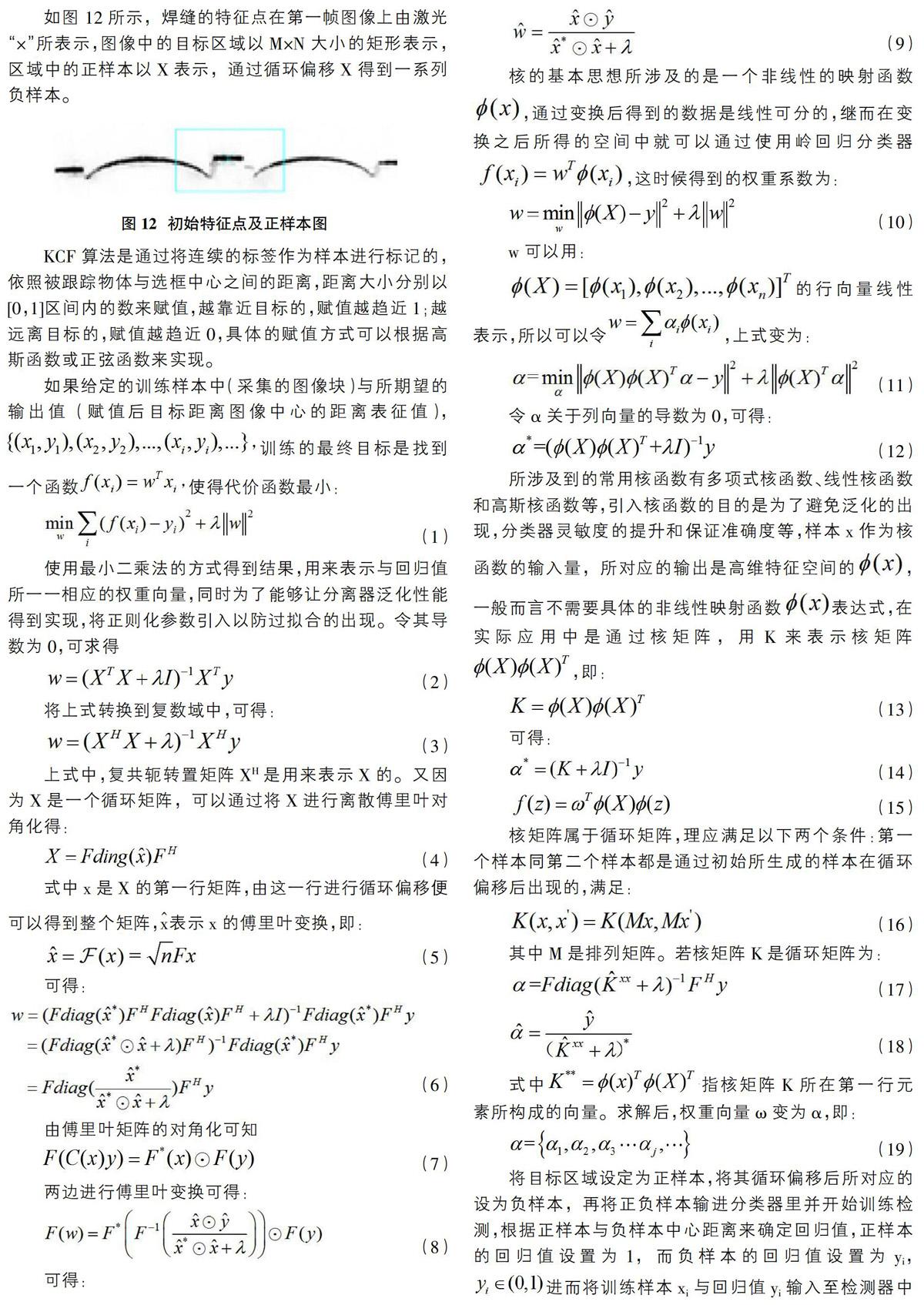
如圖 12所示,焊縫的特征點在第一幀圖像上由激光“×”所表示,圖像中的目標區域以M×N大小的矩形表示,區域中的正樣本以X表示,通過循環偏移X得到一系列負樣本。
KCF算法是通過將連續的標簽作為樣本進行標記的,依照被跟蹤物體與選框中心之間的距離,距離大小分別以[0,1]區間內的數來賦值,越靠近目標的,賦值越趨近1;越遠離目標的,賦值越趨近0,具體的賦值方式可以根據高斯函數或正弦函數來實現。
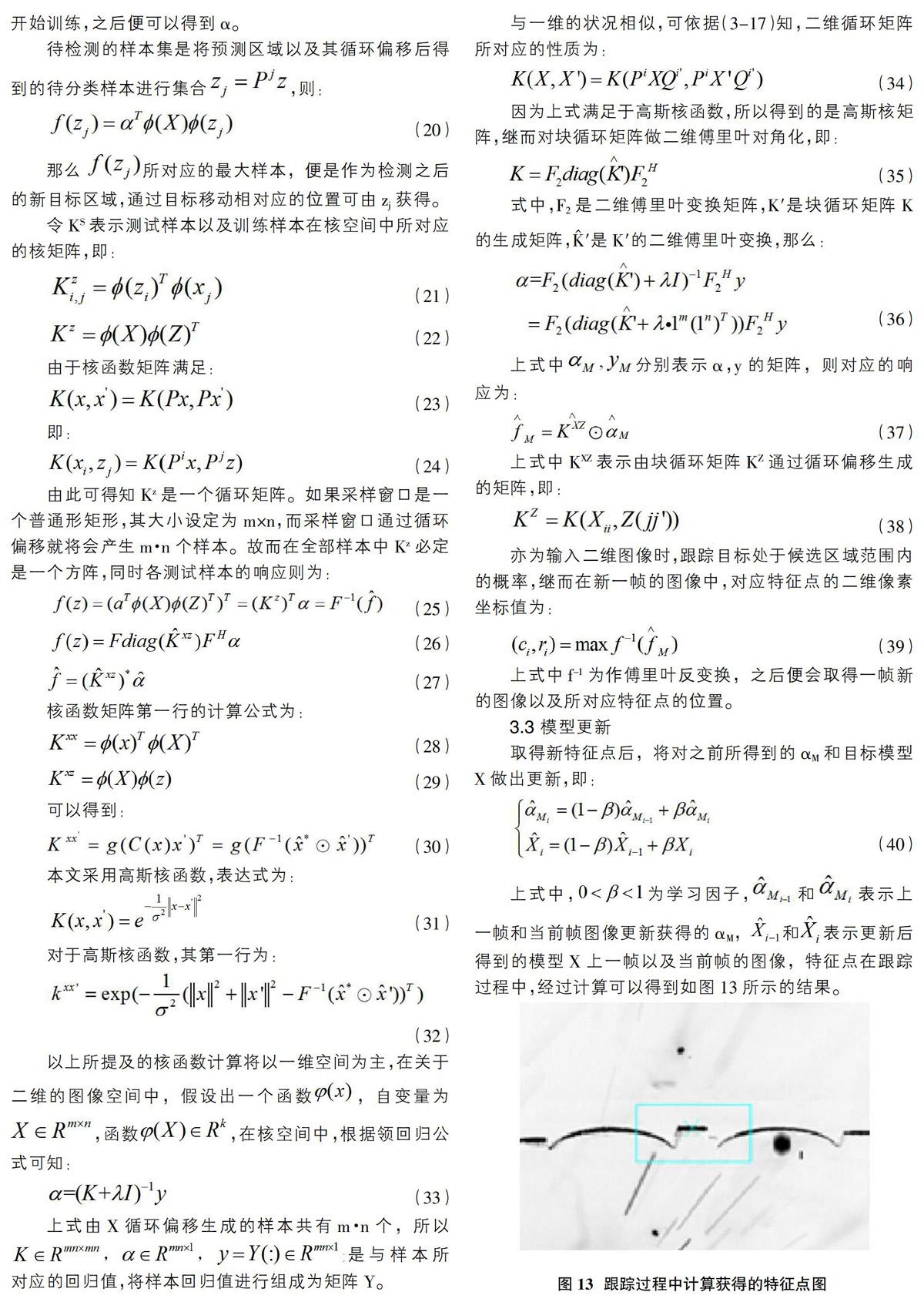
在連續采集圖像的過程中,運用上述所提到的高斯核相關目標跟蹤算法,并且將每一幀圖像中焊縫的特征點以二維像素坐標值進行表示,從而解決焊縫特征點在大噪聲影響下提取困難的問題。
4 ?實驗與分析
根據焊接狀態,將螺旋焊縫跟蹤的開發軟件系統分為兩大部分。對于軟件系統中關于視覺方面的標定任務,包括相機標定、光平面標定及手眼標定,從而得到焊縫特征點在運動平臺基坐標系下的準確三維坐標的關系轉換矩陣。其中相機標定程序基于HALCON軟件開發,該軟件具有操作步驟簡單,功能完善,軟件接口豐富等特點;光平面標定和手眼標定使用HALCON軟件系統配合Matlab軟件系統實現,通過HALCON軟件完成特征點的提取,利用Matlab平面擬合及快速的矩陣計算和求解優化問題的能力,完成光平面方程的建立和手眼關系矩陣的提取。
由于實際焊接點和測量點之間存在位置偏差量及時間滯后,該驗證實驗的目的就是驗證一段實際焊縫軌跡計算所得的焊接點位置與時間信息與焊槍末端在對應時間段內走過的路徑軌跡的一致性。其操作步驟為:
①首先進行起點示教,控制焊槍與圓臺中心在X軸方向的大小一致,再調節Y軸,使得焊槍靠近需要焊接的那一圈螺旋焊縫,然后對視覺傳感器的位置進行微調,保證所檢測的焊縫特征點在圖像中間附近,最后下降Z軸,使得焊槍末端靠近焊縫,同時記錄此刻焊槍末端的三維位置。
②在激光照射的焊縫特征點上做上標記,控制焊槍末端移動到該標記點,記錄該點的坐標。從這點開始,控制焊槍沿著該圈焊縫的特征點移動,終點設置為相鄰外圈上與起始點和圓臺中心點所在直線的交點。實際操作時,用細線連接兩點獲得終點坐標并標記。在焊槍運動過程中記錄焊槍末端點坐標,最后獲得400個位置坐標點并控制焊槍回到步驟①中記錄的三維位置。
③設置轉臺速度、焊槍擺動幅度和速度,隨后進行焊縫跟蹤實驗,同時以500ms為采樣周期記錄期間編碼器反饋的焊槍位置及對應時間。
采用表 1中的焊接過程工藝參數。
實驗過程中相機采樣頻率為30Hz,運動控制卡控制周期為2ms,測量點與預測焊接點在X軸方向的距離大約為100mm,在Y軸方向大約為4mm。焊接過程如圖 14,焊接完成的焊縫如圖 15所示。
經過測量,從內圈往外焊接,焊縫跟蹤誤差小于0.5mm,達到系統設計要求。
5 ?結論
本文針對螺旋板式換熱器端面的螺旋焊縫,基于主動光視覺技術的螺旋焊縫實時跟蹤焊接的設計研發,搭建主動光視覺傳感器,設計包括形態學處理、ROI提取及基于霍夫變換等焊縫特征點提取方法。在獲得初始特征點后,結合焊縫結構的不變性,引入目標跟蹤領域的核相關濾波算法,實現了在有弧光和飛濺干擾下依然能準確地識別焊縫特征點。通過焊縫的焊接精度分析實驗,顯示焊接精度在0.5mm以內,能夠達到焊接要求,實現了螺旋板式換熱器端面焊縫焊接過程的自動化。
參考文獻:
[1]王偉,鄒奇仕,朱六妹,等.視覺傳感焊縫跟蹤技術的發展狀況及實施方案探討[J].電焊機,2002(5):1-8.
[2]郭志鵬,于治水,張培磊,等.基于視覺傳感的焊縫跟蹤系統研究現狀[J].輕工機械,2016,34(5):95-100.
[3]范俊峰,景奉水,方灶軍.基于視覺傳感的焊縫跟蹤技術研究現狀和發展趨勢[J].熱加工工藝,2017,46(5):6-10.
[4]程繼文,張義順.螺旋管埋弧焊內焊焊縫跟蹤[J].焊接技術,2016,45(6):71-74.
[5]程繼文.螺旋,管內焊溫度場圖像處理算法的研究[D].遼寧沈陽:沈陽工業大學,2017.
[6]鄒焱飚,周衛林,王研博.基于概率連續模型的激光視覺焊縫自動跟蹤[J].機械工程學報,2017,53(10):70-78.
[7]張旭.螺旋管內焊圖像處理算法的研究[D].遼寧沈陽:沈陽工業大學,2015.
[8]李松陽.基于圖像傳感技術的焊縫定位檢測系統的研究[D].浙江杭州:浙江大學,2018.