電子產品中鉛焊接金脆問題淺析
2019-08-31 01:55:58周傳君王智斌張紹東
宇航材料工藝 2019年4期
關鍵詞:裂紋
周傳君 周 嶺 馬 娜 王智斌 張紹東
(航天東方紅衛星有限公司,北京 100094)
0 引言
金鍍層具有強抗氧化能力,在航天電子產品中普遍采用金作為元器件各種基體或電極引線表面鍍層,采用錫-鉛焊料焊接元器件鍍金引線或鍍金電極形成焊點,此類焊點多次發生過開裂導致衛星產品電氣連接失效的故障。20世紀80年代,在一個設備質量問題分析中發現此類故障,通過權威部門檢測,該故障由于鍍金引線沒有去金,焊點產生“金脆”現象造成。
所謂“金脆”現象,指在金鍍層的表面焊接時,金擴散于焊料中形成脆性的金屬間化合物AuSn4,當Au的含量達到3wt%時表現出明顯的脆性,且焊點呈多顆粒狀、失去光亮。隨著Au含量增加至5wt%,拉力逐漸增加,然后下降,剪切力在含金量2wt%后下降,延展率在Au含量在8wt%后迅速下降[1]。
IPC標準《J—STD—001E》規定:通孔元器件引線和接線柱至少95%待焊表面上有厚度大于等于2.54μm的金層必須去金;表貼器件95%待焊表面無論有多厚的金必須去金。標準《DOD-STD—2000—1B》規定:在鍍金連接器和元件引線的焊接部位,如鍍層在1.27~2.54μm范圍內時應進行一次搪錫,超過2.54μm的引線應進行流動浸錫或靜止雙鍋搪錫。標準《ECSS-Q—ST—70—08C》中規定要進行兩次搪錫,錫鍋1中金含量需小于1wt%,錫鍋2中金含量需小于0.2wt%。標準《NASA—STD—8739.3》規定焊料中金含量最大不得超過0.2wt%。德國人認為3wt%含金量很難控制,因此應該嚴格執行去金規定。航天標準《Q/W1038A—2017》中規定在任何情況下不得使用錫鉛焊料在鍍金層上直接進行焊接。在國內也有人認為鍍金引線直接焊接從長期經驗判斷也并沒有發生過質量問題,因此也存在不用去金的論調。本文主要針對航天電子產品廣泛采用的Sn-Pb焊料在鍍金表面焊接形成焊點的工藝,分析焊點含金量、時效、器件不同封裝形式對焊點可靠性的影響,并深入分析了合金焊點金相組織結構,最后介紹了一般去金工藝要求與去金不到位而導致器件失效案例。
1 金含量及時效對焊點強度的影響
在很多標準與文章中提到了含金量與金層厚度的關系,為了便于讀者定性分析,拿普通直徑0.6 mm鍍2.5μm厚金的器件引腳為例,插焊在2 mm厚、直徑為1 mm孔中,假設焊料填滿通孔,不考慮金含量的不均勻性,其金含量約為1wt%,鍍金層越厚,含金量越高。
行業普遍認為,焊料中Sn與Au生成脆性合金AuSn4是使焊點強度減弱并發生失效的原因,航天某院對此進行了不同含金量抗拉強度測試和不同金層厚度的拉力試驗[2]。結果表明:(1)焊料中含金量在5wt%以內時,焊點抗拉強度比純焊料稍高;含金量到10wt%以后抗拉強度急劇下降;含金量大于15wt%以后,強度不到純焊料的1/10;(2)超過5μm金層厚度時,部分金層溶入焊料,時效前引線從焊點中拉脫,焊料基本都留焊盤上,表明金層與焊料的結合強度較高,150℃時效后焊點結合力明顯減弱,各種金層厚度的試樣引線與焊盤結合力均明顯下降,最低時不到時效前40%。
由此可知,金含量對焊點質量影響是一方面,大部分電氣故障不是在焊接完成后金與錫生成脆性金屬化合物所致,而是一定的溫度條件下時效,殘留的鍍金層與焊料之間由于互擴散效應,脆性金屬間化合物AuSn4不斷生成,形成脆性層,導致金脆故障。
2 含金焊點形貌對可靠性的影響
2.1 不同封裝器件焊點含金量要求
文獻[3]指出,沒有引腳釋放應力的表貼器件金含量要求小于1wt%;BGA提出了小于0.3 wt%的要求;CSP表貼焊點對金含量也有限制,實驗表明,含金量0.3wt%~0.5wt%將會影響壽命;近期研究,PBGA封裝在ENIG表面,即PCB為化學鎳金表面,發現Au超過0.3wt%,即可形成針狀AuSn4,經過150℃烘烤14 d,Au-Sn金屬間化合物再析出,微裂紋穿過Ni3Sn4層,在焊盤鍍層界面發生金脆。
2.2 LCCC封裝器件焊點失效分析
LCCC(Leadless Ceramic Chip Carrier,無引腳陶瓷片式載體)封裝由于在微型化、薄性化及輕量化的優勢,在軍用電子產品方面應用廣泛。某單位對于該器件也發生過焊點去金不完全而失效的案例,器件焊接后,不同焊點中焊料組織類似,焊點內部存在Au-Sn枝狀晶(圖1),其余相組織較細小均勻,焊點中Au-Sn枝狀晶的形成與器件去金處理不徹底相關,當焊點形成時Au殘留將以很快的速度進入到液相焊料中,并與之發生冶金反應,形成Au-Sn金屬間化合物并以枝狀晶的形式保留在焊點內部。焊料中存在一定數量的孔洞等缺陷,局部區域還出現微裂紋,但這未形成連續的孔洞層或連續裂紋,因此焊點的電連接性能并未喪失。

圖1 LCCC器件引腳光學照片Fig.1 LCCC device pin optical photo
在-55~125℃條件下,進行500周期循環試驗,對試驗后的LCCC器件進行焊點及組織分析,由于LCCC器件陶瓷封裝體與焊料及焊盤的CTE系數相差數倍以上,因此在熱循環過程中所產生的熱應力很大,隨著熱循環過程中晶粒的粗化、成分偏析以及熱應力的作用等導致焊點中拐角處的熱應力集中導致微裂紋的產生,隨著熱應力的進一步釋放,裂紋進一步向焊料內部擴展。裂紋主要出現在器件側的焊點界面處(圖2),PCB銅焊盤與焊料結合相對緊密,未見明顯裂紋,更加表明該器件焊點因為去金不徹底致焊點開裂。可見,該器件雖經過搪錫去金,但去金處理不到位,加之該器件無引腳釋放溫循應力,在溫度循環環境條件后,熱失配所造成的應力只能通過裂紋進行釋放,故最終焊點開裂失效。
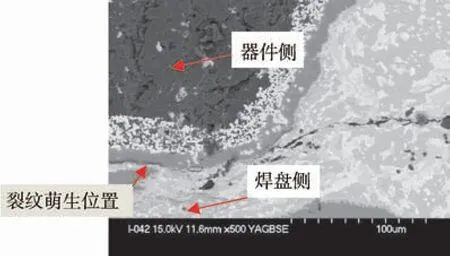
圖2 LCCC右側焊點SEM照片Fig.2 SEM photo of the right side solder joint
對兩只器件每邊各取3個焊點進行側面中間、下面以及底面的金含量分析,結果詳見表1,兩只器件剖面成分分析結果見表2,可見焊點的不同位置,含金量相差比較大,含金量分布并不均勻,所以并不能籠統的通過計算金含量或者通過金層厚度來判斷是否有產生金脆的風險。
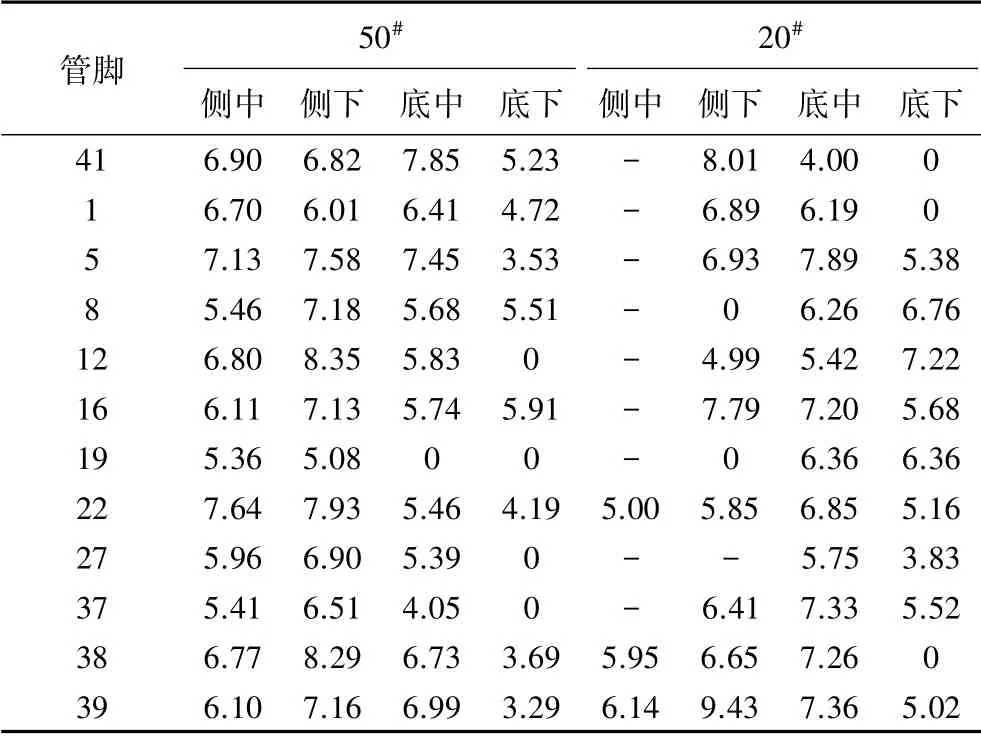
表1 能譜儀金含量測試結果Tab.1 Energy Spectrometer Gold Content Test Results w t%
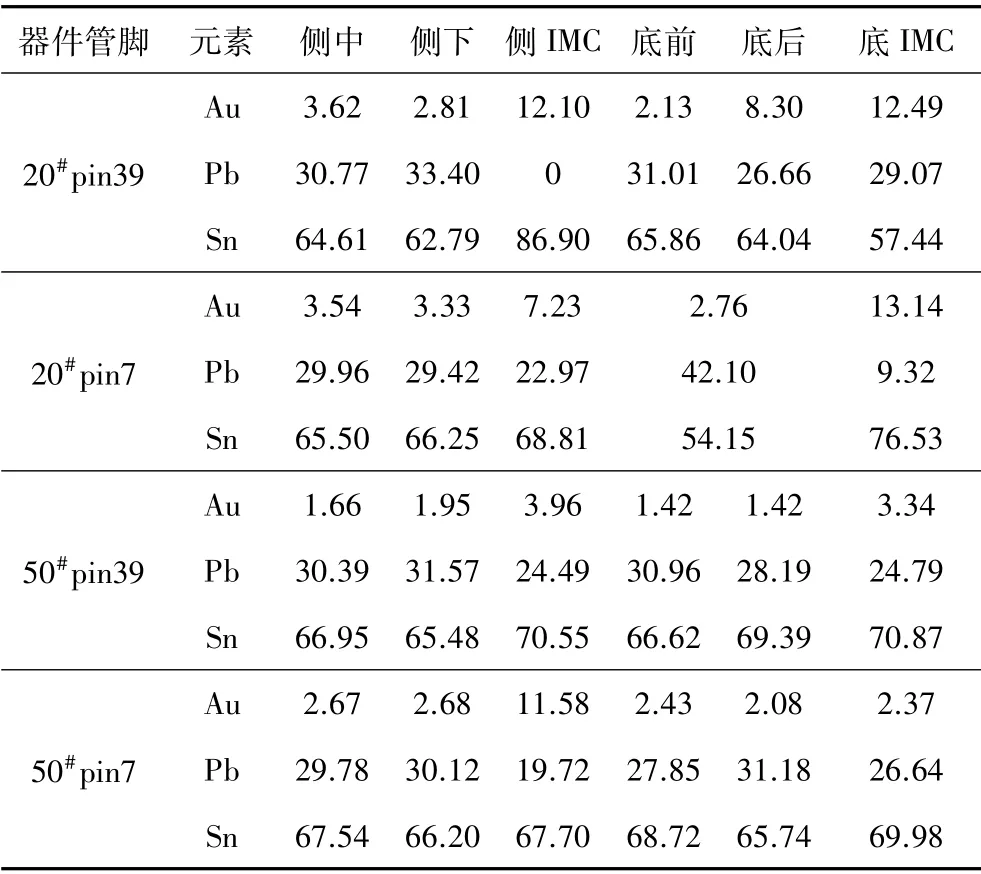
表2 剖面成分分析Tab.2 Profile analysis w t%
3 金脆產生的金相組織分析
在電鍍鎳金(1μm的Au、7μm的Ni)表面焊接,反應前[圖3(a)]Cu表面覆一層7μmNi和1μmAu,隨著焊接反應及焊點冷卻迅速融入鉛錫焊料中形成AuSn4合金,在AuSn4合金與Ni層之間形成了Ni3Sn4合金[圖3(b)],隨著150℃、3 h時化處理后,AuSn4合金發生了遷移與再分布,這些針狀的AuSn4會再次遷移到Ni3Sn4的表面,在焊料和Ni3Sn4合金又形成了(AuNi)Sn4合金[圖3(c)],而隨著進一步高溫老化試驗(條件:160℃,500 h),(AuNi)Sn4合金也將繼續增長。圖4給出的BGA焊點失效是沿著AuNiSn4與Ni3Sn4和Ni3Sn4與Ni層之間發生[4]。
文獻[5]中除了給出了典型的含金焊點微觀組織圖(圖5),還對失效焊點開裂區域的含金量進行了分析,分析發現距離開裂區域遠、金含量低,金含量與距開裂點的距離成比例關系,并且QIA和EPMA兩種分析方式(定量圖像分析和電子探針顯微分析)的結果吻合,如圖6所示[5]。
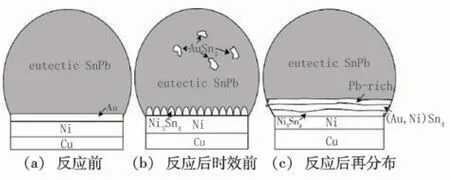
圖3 焊點反應前、時效前及再分步微觀結構圖Fig.3 Schematic diagram ofmicrostructure before solder joint reaction,before aging and redistribution
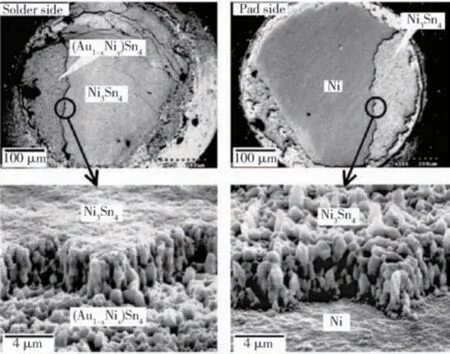
圖4 焊點失效斷裂圖Fig.4 Solder joint failure fracture diagram
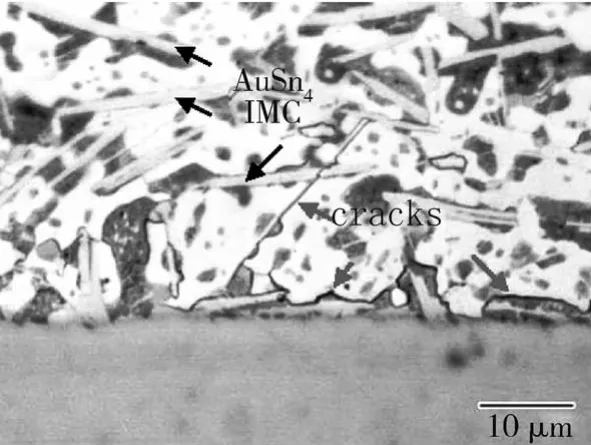
圖5 焊點微裂紋示意圖Fig.5 Solder joint failure fracture diagram
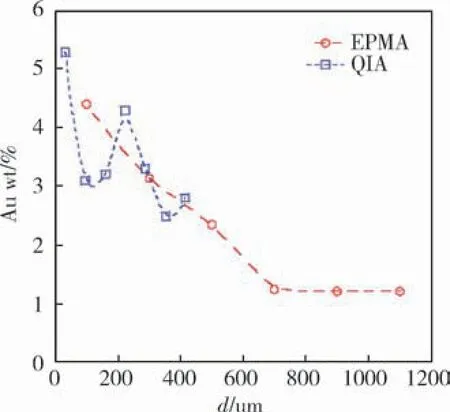
圖6 金含量與距微裂紋距離關系Fig.6 Relationship between gold content and distance from microcrack
4 去金工藝及案例
4.1 去金工藝一般要求
為了防止金脆現象的產生,在焊接前應對鍍金引線必須經過去金處理,即搪錫。搪錫工藝對于插裝元器件、導線和各種接線端子容易實現,但對于表面貼裝器件,如:SOIC、SOP、QFP,由于其引線窄而薄,容易變形,進行搪錫處理十分困難[6];對于鍍金引線應使用錫鍋進行搪錫時,第一次應在專用鍍金錫鍋里搪錫,如果需要第二次搪錫,搪錫應待電子元器件冷卻后再進行,第一次搪錫的錫鍋不可用于非鍍金引線搪錫,錫鍋中的錫應該經常更換。搪錫一般只局限于焊接部位的引線線段;對于電連接器焊杯搪錫,一般采用電烙鐵搪錫,焊料應潤濕焊杯整個內側,至少潤濕焊杯75%空間,搪錫次數最多不得超過3次。
4.2 去金不徹底失效案例
如果金層厚度大于3μm,金層通過搪錫就很難完全去除干凈,金表面依次是AuSn,AuSn2和AuSn4,當AuSn4形成針狀并出現在界面層,哪怕是正常溫度也會引起金脆[1],某單位曾經出現過QFP器件只在引腳底面進行除金,而器件引腳兩側未除金,存在去金不干凈的問題,加之該器件引腳共面性不佳,部分引腳與焊盤間存在間隙,導致回流焊后引腳焊接不良,經過ESS溫循和隨機振動試驗后引腳焊點開裂,如圖7和圖8所示。
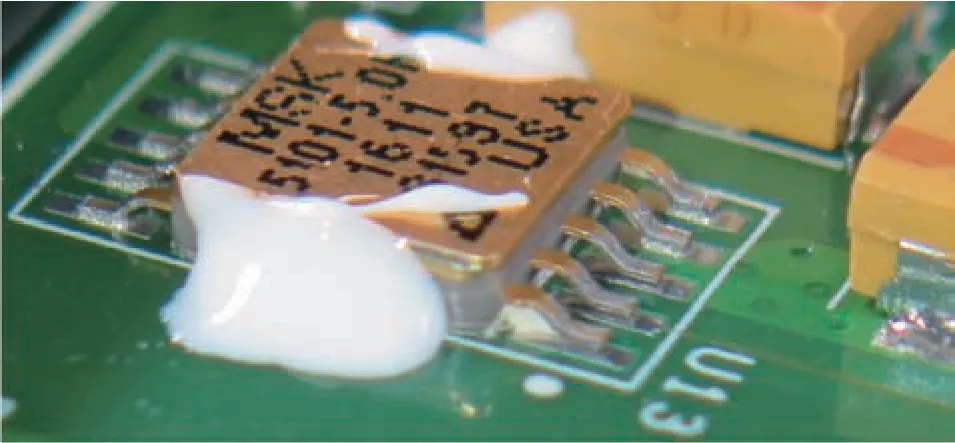
圖7 器件引腳起翹Fig.7 Device pin up
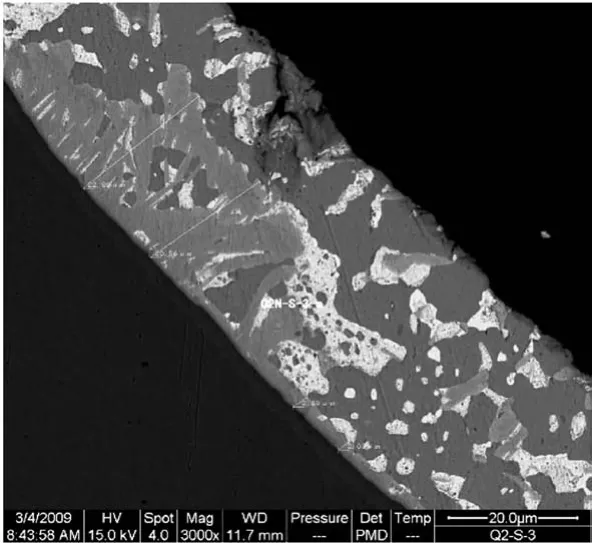
圖8 開裂焊點微觀組織圖Fig.8 Cracked jointmicrostructuremap
5 關于銦基焊料不去金
In-Pb釬料由于比Sn-Pb合金釬料有著更好的抗疲勞性能,近年來被廣泛應用于軍事及航天領域[7]。電極或焊盤表面的Au鍍層在In-Pb釬料中的溶解度遠小于在SnPb等Sn基釬料中的溶解度,生成的Auln2層厚度遠小于Sn基釬料中AuSn4的厚度[8],且較之AuSn4相,Auln2相理論上具有良好的延展性,所以銦基焊料相較于錫基焊料對于鍍金引腳焊接并不敏感[9]。
6 結語
金脆開裂需要有應力作用才表現出來,這種應力可能是熱失配或者振動。LCCC器件陶瓷封裝體與焊料及焊盤的CTE系數相差數倍以上,因此在熱循環過程中所產生的熱應力很大;QFP器件去金不干凈在振動條件下導致焊點開裂。目前發現的金脆問題,都是“金脆+應力”導致的,除了熱失配應力與振動應力外,還有接插件(例如1553B)反復插接導致焊點開裂,實際工程中,絕大部分焊點是要受到應力的作用,但如果器件引腳可以提供足夠的應力釋放,失效也不會發生,因此,金脆問題必須綜合考慮系統應力釋放、AuSn4合金在焊點中分布以及金含量的問題。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
