DP590高強鋼雙脈沖膠焊連接工藝研究及數值模擬
2019-08-31 01:55:58易金權邢保英肖智杰
宇航材料工藝 2019年4期
關鍵詞:工藝
易金權 曾 凱 邢保英 肖智杰
(昆明理工大學機電工程學院,昆明 650500)
文 摘 針對DP590高強鋼,設計了一種雙脈沖直流點焊波形,開展膠焊工藝試驗研究,對比分析單脈沖膠焊與雙脈沖膠焊接頭的力學性能;建立膠焊仿真模型,分析雙脈沖膠焊溫度場的演變規律。結果表明:雙脈沖電流的引入能有效降低飛濺的產生,提高接頭質量的穩定性,其接頭的力學性能優于單脈沖膠焊;其次,雙脈沖膠焊工藝熔核區存在兩次焊核增長過程,熱循環曲線呈現“雙峰”特征,且熱輸入量高于單脈沖膠焊;雙脈沖膠焊接頭焊核直徑的模擬值和實際值均大于單脈沖膠焊接頭,仿真的焊核直徑分別為6.42、5.97mm,對應的實際焊核直徑分別為6.61、5.77 mm。
0 引言
膠接點焊技術是一種將點焊和粘接技術相結合的復合型連接技術,不僅能提高接頭的靜載強度,而且能改善點焊接頭應力分布,提高點焊接頭的疲勞強度和剝離強度,在航空航天和汽車工業領域具有廣泛應用[1-4]。
Y.S.ZHANG等[5]對DP780雙相鋼膠焊接頭與點焊接頭的力學性能和顯微組織進行對比,結果表明在小電流情況下,膠焊的焊點拉剪力和能量吸收值均高于點焊。徐國成等[6]針對65Mn彈簧鋼點焊接頭進行多脈沖回火過程的數值模擬,結果表明采用多脈沖回火熱處理方式具有較大的工藝窗口,更容易精確的控制熱輸入量的供給。羅震等[7]研究了回火脈沖對AISI420馬氏體不銹鋼電阻點焊接頭力學性能的影響,結果表明回火脈沖工藝能明顯提高接頭的韌性和強度。華昊等[8]研究單脈沖和多脈沖電流對AA5182鋁合金點焊工藝的影響,結果表明多脈沖有更寬的工藝窗口。孫曉嶼等[9]針對厚度分別為1.6和2.0 mm的DP780不等厚點焊接頭進行數值模擬及試驗驗證,結果表明,模擬預測的熔核尺寸、失效剪切力與試驗值之間誤差分別為2.05%和13.6%,焊接過程中的飛濺是導致誤差的主要原因。BIN WANG等[10]采用了仿真與試驗相結合的方法,驗證了多脈沖回火工藝有助于提高雙相鋼點焊接頭的機械性能。已有的研究結果表明:對于電阻點焊,更易采用多脈沖電流工藝,以達到避免焊接缺陷、提高接頭強度的目的。然而,針對膠接點焊的研究,目前只限于單脈沖工藝,采用雙脈沖工藝的研究鮮有報道。
本文針對DP590高強鋼,設計了一種雙脈沖直流點焊波形,開展膠焊工藝試驗研究,對比分析單脈沖膠焊與雙脈沖膠焊接頭的力學性能;建立膠焊仿真模型,分析雙脈沖膠焊溫度場的演變規律。
1 實驗
1.1 材料及設備
DP590高強鋼薄板用于單脈沖膠焊和雙脈沖膠焊試驗,連接尺寸為110mm×25mm×1.5mm,試件采用單搭方式如圖1所示,膠焊工藝選用的膠是DP460環氧樹脂膠,膠層厚度為0.2 mm。本試驗使用的連接設備是MD-60中頻逆變直流點焊機,采用球面電極,電極材料為鉻鎬銅,電極頭端面直徑6 mm,曲率半徑10 mm。

圖1 膠焊試件幾何尺寸Fig.1 Geometry of the weld-bonded joints
1.2 試件制備
焊接前先用砂紙對試件焊接面進行打磨,用酒精溶液擦拭去除表面的油污;然后在清洗干凈并且烘干的焊接面上涂膠,用專用夾具控制膠層的厚度,以保證膠層厚度的均勻;再借助中頻逆變直流點焊機對涂膠后的試件進行單脈沖或雙脈沖電阻點焊;最后將試件放入恒溫箱中固化24 h。
1.3 試驗設計
為減少試驗變量,先選定第二次脈沖波形的焊接時間60 ms、焊接電流12 kA和電極壓力0.3 MPa,只考慮一次電流、一次電流時間和脈沖間隔時間三個變量,按照L9(34)型正交表如表1所示進行正交試驗。為減少試驗誤差,每組參數下制備7個試件進行拉伸剪切試驗,設置拉伸速率為20 mm/min,試件設計遵從《GB/T15111—1994點焊接頭剪切拉伸疲勞試驗方法》標準。
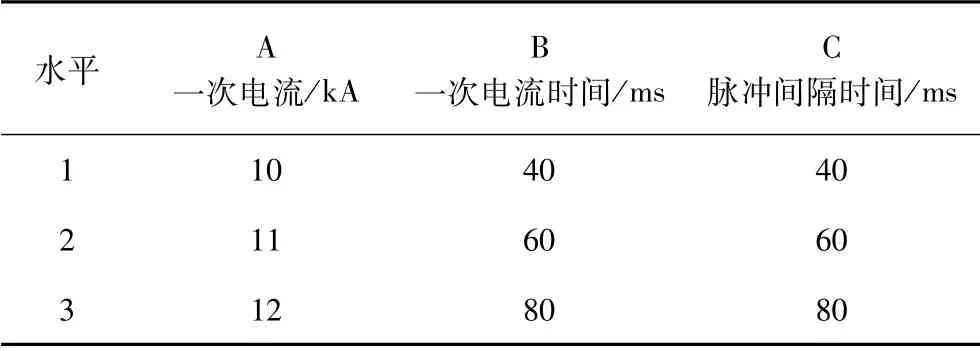
表1 工藝參數因素水平表Tab.1 Factor levels of welding parameters
2 結果及討論
2.1 雙脈沖膠焊的極差分析
正交試驗結果如表2所示,根據極差數值的大小,獲得影響雙脈沖膠焊接頭拉剪載荷的主、次因素依次為一次電流大小、一次電流時間、脈沖間隔時間。分析極差Ri和峰值載荷隨因素水平變化的趨勢圖,如圖2所示,綜合得出最佳工藝參數為A3、B3、C1,即焊接電流為12.0 kA,焊接時間為80 ms,脈沖間隔時間為40 ms。
從極差表中得出的最佳工藝參數進行工藝性驗證試驗,發現焊接沒有飛濺產生,平均抗剪強度為9 921.67 N均高于正交試驗中的平均抗剪強度。在此參數基礎之上,繼續提高或降低焊接工藝參數,如增加焊接電流、焊接時間或者減少脈沖間隔時間,發現均有焊接飛濺的產生,因此確定該工藝參數:一次電流時間80 ms,一次電流12.0 kA,脈沖間隔時間40 ms,二次電流時間60 ms,二次電流12.0 kA,電極壓力0.3 MPa為雙脈沖膠焊的最佳工藝參數。由前期的正交試驗,并通過極差分析和方差分析,得到單脈沖膠焊的最佳工藝參數:焊接電流14.0 kA,焊接時間70 ms,電極壓力0.5 MPa。
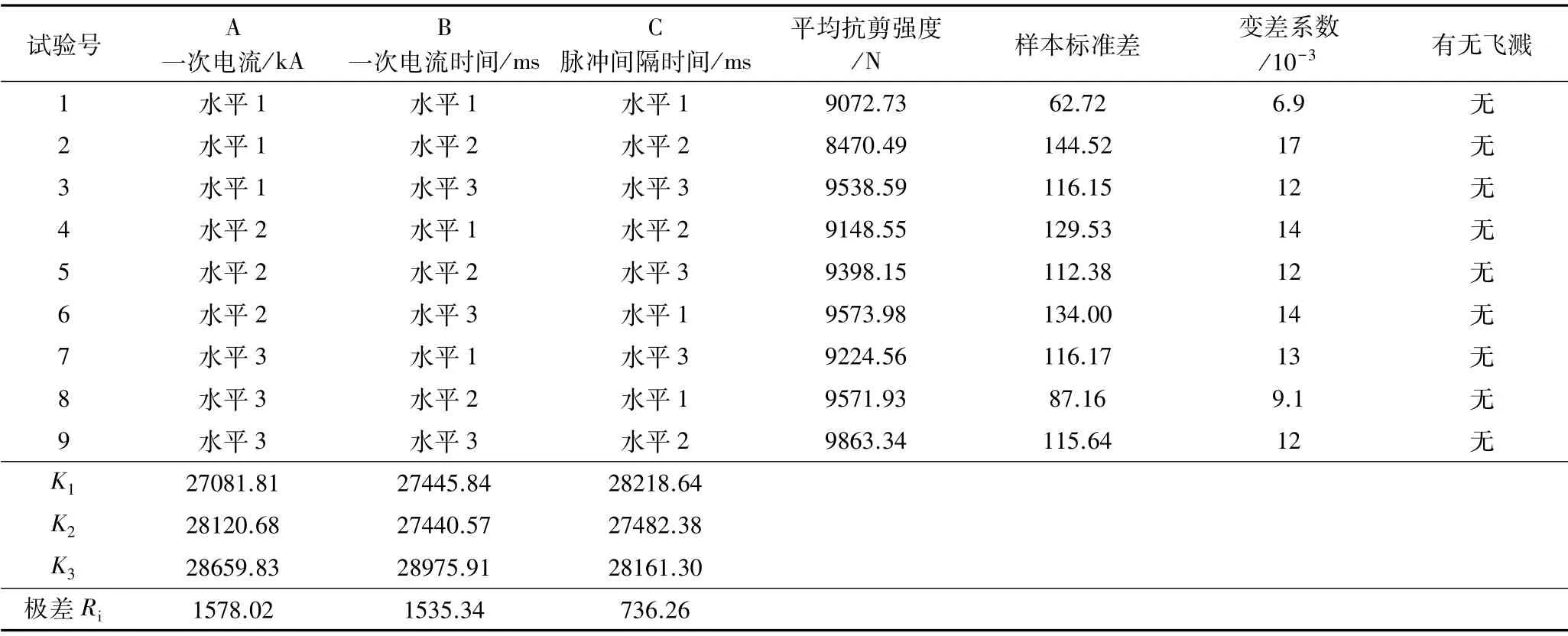
表2 極差分析表Tab.2 Range analysis table

圖2 峰值載荷隨因素水平變化趨勢圖Fig.2 Influence of process parameters on peak load
2.2 接頭的力學性能
在單脈沖和雙脈沖膠焊最佳工藝參數下,每組制備7個試件,通過對2組試件進行重復性拉伸-剪切試驗,得到接頭的抗剪強度。計算出每組試件的平均抗剪強度,選取每組試件中抗剪強度接近平均值的一條曲線建立載荷-位移曲線(圖3),可見單脈沖和雙脈沖膠焊接頭載荷-位移曲線都呈現兩個峰值,其中峰值一為膠層處的失效載荷,峰值二為點焊處失效載荷。單脈沖膠焊接頭在膠層處和點焊處的抗剪強度均小于雙脈沖膠焊接頭的抗剪強度,分析兩種膠焊接頭發現,單脈沖膠焊在最佳工藝參數下,電極壓力較大導致接頭翹曲嚴重,在拉伸過程中膠層先失效,且雙脈沖膠焊平均抗剪強度為9 921.67 N;單脈沖膠焊平均抗剪強度9 006.01 N。單脈沖膠焊平均抗剪強度小于雙脈沖膠焊平均抗剪強度,因此在拉剪試驗中,雙脈沖膠焊接頭的力學性能優于單脈沖膠焊接頭的力學性能。

圖3 單脈沖膠接點焊與雙脈沖膠接點焊載荷位移曲線Fig.3 Single pulse and double pulse weld-bonded load displacement curves
3 數值模擬
3.1 膠焊接頭模型網格劃分和條件設置
建立膠焊接頭的幾何模型,將其劃分為六面體單元的網格模型,采用Simufact.welding軟件進行膠焊工藝的仿真分析。由于膠焊接頭在電極預壓力作用后中間會有一層很薄的膠膜,因此設置兩板之間接觸電阻參數為:電阻率為15μΩ·m[11],接觸電阻厚度為0.2mm。考慮實際焊接過程,邊界條件可簡化為在搭接區上、下板均受夾持力,夾持力大小50 N/mm,仿真中使用的焊接參數與試驗使用的焊接參數一致,其單脈沖和雙脈沖膠焊均選取最佳工藝參數。
3.2 仿真結果及分析
圖4所示為DP590高強鋼在單脈沖膠焊下熔核的形成過程。由圖4(b)可見,在通電初期,兩板之間的貼合面最先有熔核的形成,在壓力與電流作用下,兩板間處于塑性粘連狀,板間接觸電阻大,產生熱量大,因此熔核最初形成于兩板材貼合面。逐漸延長焊接時間,融化的金屬也逐漸增加,中心熔核沿橫向和徑向兩個方向擴張,如圖4(c)(d)所示。當熱輸入結束時,在冷卻水及工件與空氣對流散熱作用下,試件溫度逐漸下降,熔核區金屬逐漸凝固,如圖4(e)(f)所示。

圖4 單脈沖膠焊接頭不同時刻溫度場分布Fig.4 Temperature distribution of single pulse weld-bonded joint at different time
雙脈沖膠焊與單脈沖膠焊形核過程不同,雙脈沖電流之間有脈沖間隔的作用,此脈沖間隔階段的熱輸入為零。如圖5(a)~(c)所示,第一個脈沖電流作用時,熔核開始逐漸形成,此階段為熔核直徑的第一個增長期。而從圖5(c)(d),為脈沖間隔階段,由于有冷卻水的作用,熔核邊緣已經熔化的金屬又再次凝固。當第二個脈沖電流作用時,為熔核直徑的第二個增長期,直到達到熔核的最大值,如圖5(e)所示。由圖5(e)(f)所示,為接頭冷卻階段的溫度場變化,隨著試件溫度的下降,熔核區金屬逐漸由外向內凝固,最后凝固于熔核區中心,這也解釋了為何縮孔現象總是發生在熔核中心位置。

圖5 雙脈沖膠焊接頭不同時刻溫度場分布Fig.5 Temperature distribution of double pulse weld-bonded joint at different time
如圖6所示為焊點內部任意點的溫度隨時間的變化曲線,從而能得到熔核成形過程中的加熱及冷卻速度。對單脈沖和雙脈沖膠焊兩種接頭均選取過焊點中心的截面,如圖6(a)所示,在軸向和徑向兩個方向觀察不同點之間的熱循環曲線。
單脈沖膠焊接頭熱循環曲線,如圖6(b)(c)所示,隨著焊接時間的增加,熔核區的溫度陡升,當焊接電流降為0時達到最大值,隨后在電極壓力和冷卻水的作用,降溫速度很快,最后電極頭離開焊接面,所有點的降溫速度漸緩。可以發現距離熔核中心A點距離相近的G點和J點,J點的溫度均高于G點,電極的軸向方向在冷卻水的作用下散熱更快,由此可知熔核直徑呈現橢圓形的原因。如圖6(d)(e)所示,為雙脈沖膠焊的熱循環曲線,所有曲線均呈現兩個峰值,說明熔核存在兩次增長期,其中第一個峰值溫度隨時間的下降過程是脈沖間隔階段,此階段沒有熱輸入且有冷卻水的作用,所以溫度驟降;隨著時間的延長,在第二個脈沖電流的作用下,熔核區溫度再次上升,有凝固的金屬再次融化,但是A-D點及A-J點的區域內熔核在形成過程中沒有經歷二次凝固的過程。單脈沖膠焊接頭和雙脈沖膠焊接頭最高點溫度分別是2 984和3 248℃,這說明雙脈沖膠焊接頭熱輸入量高于單脈沖膠焊接頭,且高的熱輸入量會增大雙脈沖膠焊的熔核直徑。
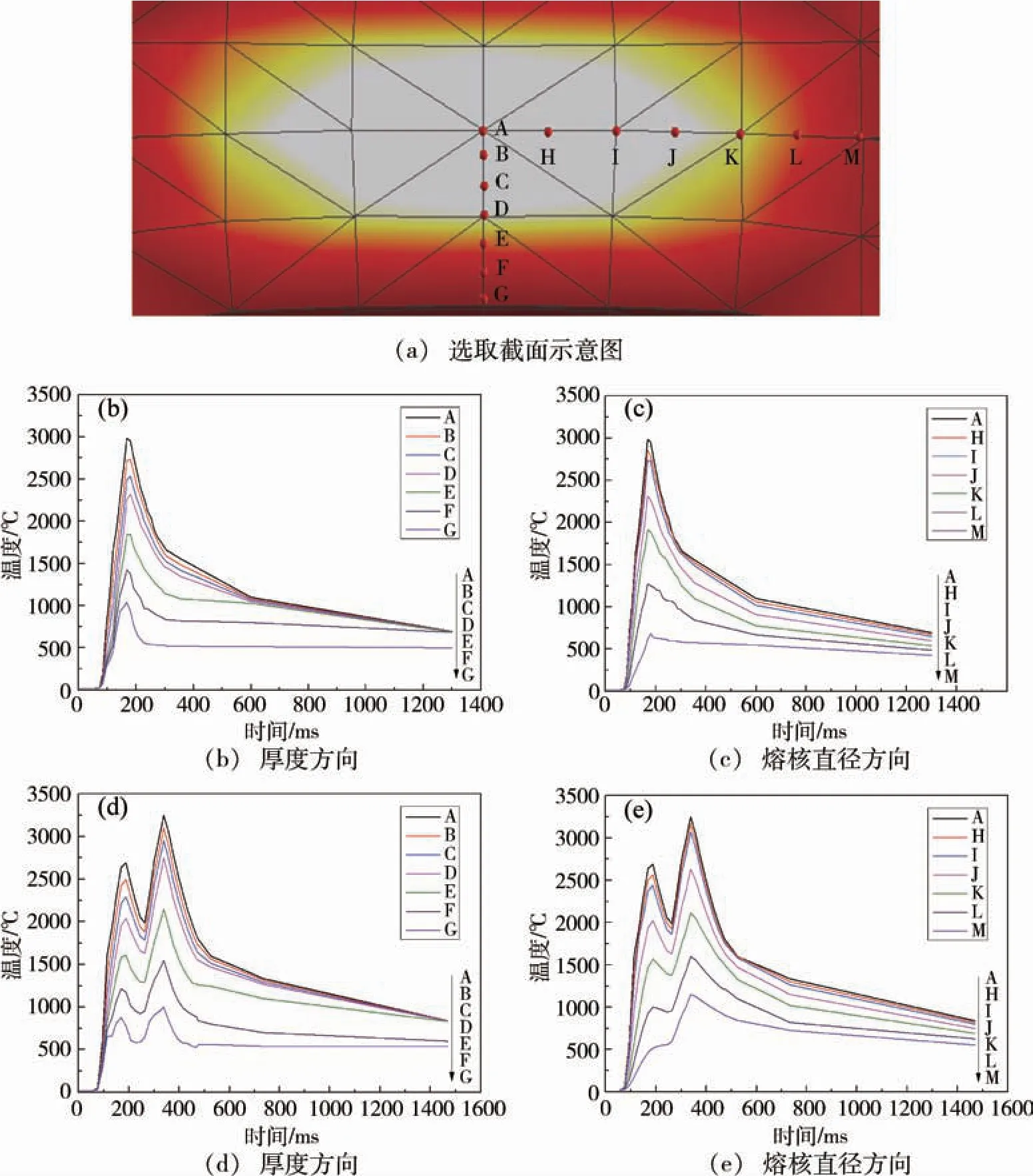
圖6 單脈沖和雙脈沖膠焊熱循環曲線Fig.6 Thermal cycle curve of single pulse weld-bonded and double pulse weld-bonded joint
兩種接頭焊核尺寸的仿真與實際結果如圖7所示,并將實際焊核直徑與模擬焊核直徑進行對比,如表3所示,其結果表明雙脈沖膠焊的熔核直徑大于單脈沖膠焊熔核直徑,且發現實際值與模擬結果有很好的一致性,誤差在5%以內。這也驗證在溫度場中的結論,即接頭的熱輸入量增多,接頭更多的區域溫度高于金屬熔點,使得所形成的液態金屬體積更大,在通電結束后有更大的熔核直徑。在接頭沒有焊接缺陷和飛濺的情況下,接頭的直徑越大其抗拉強度越好,這與力學性能試驗所得結果相符。

圖7 兩種接頭焊核形狀仿真結果和金相結果Fig.7 Simulation and metallographic results of joint nugget shape of double joints

表3 仿真與實測焊核直徑的對比Tab.3 Com parison between simulated and measured weld nugget diameter mm
4 結論
(1)通過對DP590高強鋼正交試驗的極差分析,獲得雙脈沖膠焊最佳工藝參數:一次電流時間80 ms,一次電流12.0 kA,脈沖間隔時間40 ms,二次電流時間60 ms,二次電流12.0 kA,電極壓力0.3 MPa。影響雙脈沖膠焊接頭拉剪載荷的主、次因素依次為一次電流、一次電流時間、脈沖間隔時間。雙脈沖膠焊接頭的平均抗剪強度(9 921.67 N)優于單脈沖膠焊接頭的平均抗剪強度(9 006.01 N)。
(2)單脈沖膠焊接頭的熔核只存在一個增長期,雙脈沖膠焊接頭存在兩次熔核的增長。雙脈沖膠焊接頭在兩次熱輸入的作用下,熱循環曲線呈現“雙峰”特征,熱輸入量大于單脈沖。單脈沖和雙脈沖膠焊仿真的焊核直徑分別為5.97、6.42 mm,對應的實際焊核直徑分別為5.77、6.61mm,雙脈沖膠焊接頭焊核直徑的模擬值和實際值均大于單脈沖膠焊接頭,模擬預測的熔核尺寸相對于試驗測得的結果誤差都在5%以內,說明模擬的熔核尺寸精確度較高。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
