壓氣機葉片表面局部粗糙度影響氣動性能機理研究
2019-09-10 16:37:44張浩周超郭佳男
航空科學技術 2019年1期
張浩 周超 郭佳男

摘要:基于某亞聲速軸流壓氣機轉子,通過8種研究方案的分析對比,研究了葉片弦向和展向不同局部位置的表面粗糙度對氣動性能和流動特性的影響機理,為壓氣機葉片在維護過程中局部拋光提供了理論依據。結果表明,拋光葉片前緣附近能極大地改善氣動性能,尾緣附近粗糙度對流場能產生有利影響,不需要拋光,拋光葉展方向不同局部粗糙表面均能改善氣動性能,但對流場的影響較為復雜。
關鍵詞:軸流壓氣機;表面粗糙度;局部拋光;氣動性能;流場分析
中圖分類號:V231.3 文獻標識碼:A
航空發動機壓氣機葉片在長期使用過程中,由于受到外物打傷、摩擦、磨損、侵蝕和燒傷等多種因素的影響[1],不同局部位置的表面粗糙度發生改變,直接影響著葉片表面的邊界層流動和流體繞流,改變壓氣機內部流場結構,導致壓氣機性能和整機性能的惡化。在維護過程中,如果能夠有針對性地選擇葉片局部位置進行拋光,則可以大量降低維護成本。通常對于葉片表面粗糙度的研究分為整體粗糙度和局部粗糙度[2]。整體粗糙度增大時,會降低葉輪機械的性能[3~5];而局部粗糙度對流場的影響比較復雜,可以作為一種被動流動控制手段[6,7],改善壓氣機氣動性能和內部流動特性。
國內外很多學者對葉片表面粗糙度做了大量的試驗和數值研究。Seung Chut Back等[8,9]研究了低速壓氣機葉柵,試驗表明隨葉柵表面粗糙度增加,軸向速度降低,氣流轉折角和損失系數增加。Marco Berrino等[10]通過試驗和數值方法研究了定常和非定常條件下兩種不同雷諾數和三種不同葉片表面粗糙度對渦輪葉柵葉型損失的影響。PhilippGilge等[11]通過試驗手段研究了在渦輪葉柵吸力面的4處局部粗糙度,提出了多個局部粗糙度產生的總損失與每個局部粗糙度產生損失之間的關系。Semiu A.Gbadebo等[12]則通過給葉片表面粘貼粗糙帶的方法來研究局部粗糙度對壓氣機級性能的影響,試驗表明葉片前緣至吸力峰處的粗糙度對壓力損失和葉片表面流動的影響較大,而吸力峰至尾緣的影響可以忽略不計。Mirko Morini等[13]以美國國家航空航天局(NASA)Stage 37為研究對象進行數值分析,指出轉子吸力面粗糙度對級性能的影響大于壓力面粗糙度。陳紹文等[14,15]研究了NASA Stage 35的局部粗糙度對性能的影響,結果表明大多數局部位置表面粗糙度會造成壓氣機級性能的衰減,而個別局部粗糙度可以在一定程度上改善氣動性能。
總結關于葉片表面粗糙度的研究,大多是壓氣機葉片和二維葉柵的整體粗糙度的宏觀性能特征,關于三維葉片表面局部粗糙度的研究相對比較少,而且多見于跨聲速壓氣機上,對內部流場的影響機理也缺乏系統分析。本文立足于亞聲速軸流壓氣機轉子葉片,采用全三維數值模擬方法,針對整體粗糙葉片,拋光局部位置,設計多個方案,分析比較其性能和流場結構的優劣,總結規律,以期找到局部粗糙度對亞聲速壓氣機氣動性能和流動特性的影響機理,指導工程應用。
1 研究對象與數值方法
1.1 研究對象
選取了西北工業大學單級軸流壓氣機試驗臺的孤立轉子作為研究對象,其詳細的幾何參數和氣動設計參數見表1。參考文獻[16]對該孤立轉子進行了53%設計轉速時的試驗研究,得到了大量試驗數據。因此選取53%設計轉速作為數值模擬的轉子轉速,模擬結果的準確性可由試驗數據檢驗,保證數值模擬的有效性。
1.2 計算網格的設置和計算條件
對轉子通道采用IGG/Autogrid5得到如圖1所示的計算域網格。轉子通道內網格拓撲結構為H-04H-H,葉片周圍采用O型貼體網格,葉頂間隙采用了蝶形網格(O形網格內嵌有I型網格)。保證固體壁面無量綱網格厚度y+>20,經計算確定壁面第一層網格厚度為50μm。
為引入表面粗糙度,數值模擬采用壁面函數法,使用Euranus求解器,結合k-ε(Extend Wall Function)湍流模型求解相對坐標系下的三維Navier-Stokes方程。空間離散格式采用二階中心差分格式,時間離散采用顯式四階龍格- 庫塔法,采用多重網格法、局部時間步長和殘差光順等加速收斂措施來提高計算速度和精度。
邊界條件給定為:進口給定總溫、總壓和進氣方向,出口給定平均靜壓,壁面采用絕熱無滑移邊界條件,輪轂和機匣表面設置為光滑,轉子表面不同局部位置分別設置為光滑或粗糙。
新出廠的壓氣機葉片表面粗糙度通常為Ra=0.8~6.3μm[17,18](依據參考文獻[13]中Ra和ks的關系式ks=6.2Ra,可計算得到ks=4.96~39.06μm),Nikuradse[19]認為這是水力光滑。壓氣機經長期使用后葉片表面光潔度發生變化,本文統一設定粗糙壁面的等效砂礫粗糙度ks為120μm。
1.3 網格無關性與計算精度驗證
為進行網格無關性驗證,計算中共采用了三種不同的網格配置,見表2,網格結構相同,網格密度和網格總數不同。
M2給出了不同網格總數(G1,G2,G3)下孤立轉子的總壓比和絕熱效率特性,可以看出,隨著網格總數的增大,計算獲得的總壓比和絕熱效率有一定的變化,當達到G2以上時,計算結果幾乎不變。可以認為,G2網格已經達到了網格無關性要求。
對比圖2中G2網格的計算結果和
參考文獻[19]的試驗結果,從總壓比特性可以看出,采用G2網格模擬出的總壓比特性趨勢和試驗結果相同,數值上略小于試驗結果,相對誤差在1%內;從絕熱效率特性可以看出,數值模擬獲得的絕熱效率和試驗結果基本吻合。因此,以下采用G2網格(92萬)進行數值研究。
1.4 研究方案
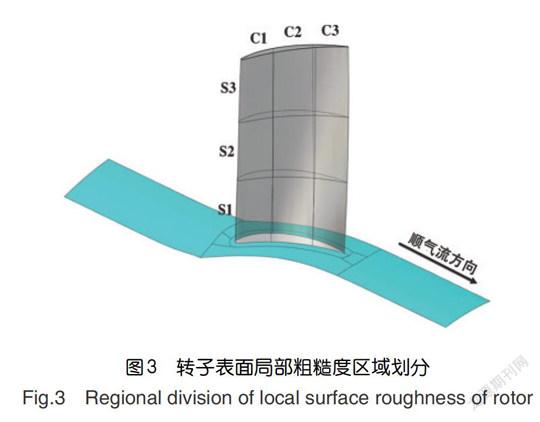
為研究壓氣機葉片局部粗糙度對性能的影響,本文將轉子吸力面(SS)和壓力面(PS)沿弦長方向等分為三段,命名為C1、C2,C3;沿葉高方向也等分為三段,命名為S1、S2,S3,如圖3所示。通過模擬葉片表面不同局部位置的粗糙情況進行對比研究,具體的方案設計見表3,方案命名規則為:(某局部位置)S/R,S代表光潔表面,R代表粗糙表面。粗糙壁面的等效砂礫粗糙度ks統一設為120μm,其中方案1對應光滑葉片,方案2對應ks=120μm的葉片,方案3~方案8為拋光不同局部位置后的葉片。
2 性能對比與流場分析
2.1 整體性能對比
數值模擬得到了每種方案的性能曲線。以方案1、方案2為參考,對比方案3~方案5可分析葉片弦長方向不同局部位置粗糙度對整體性能的影響。從圖4的性能曲線中可以看出,整個流量范圍內,相對于ALL_R,C1_S對總壓比和絕熱效率的提升最為明顯,是占據主導地位的,C2_S次之。值得注意的是,C3_S在不影響絕熱效率的同時,造成了總壓比的衰減,在小流量時尤為明顯。因此在工程實際中可將葉片尾緣處的粗糙度作為一種被動控制手段,不用刻意去拋光這部分表面,又能提升性能,同時又降低了維護成本。而對于葉片前緣表面的粗糙度,則需要嚴加控制。
以方案1、方案2為參考,對比方案6~方案8,可用來分析葉高方向上不同局部位置的粗糙度對孤立轉子性能的影響規律,圖5為這5種方案的總壓比特性和絕熱效率特性。在流量小于4.5kg/s時,相對于ALL_R,拋光展向不同位置表面對總壓比的提升效果基本一致,S3_S對絕熱效率的提升效果比其他兩個好。而在流量大于4.5kg/s后,S1_S對總壓比和絕熱效率的提升效果更為明顯。在工程實際中,對葉高方向上不同表面位置均需要保證一定的表面質量,由于葉頂位置線速度最大,所受載荷最大,往往也是表面受損最為嚴重的部位,因此葉頂附近的粗糙度需要著重處理,若壓氣機需要工作在大流量狀態下,則還需要保證葉根表面的光潔。
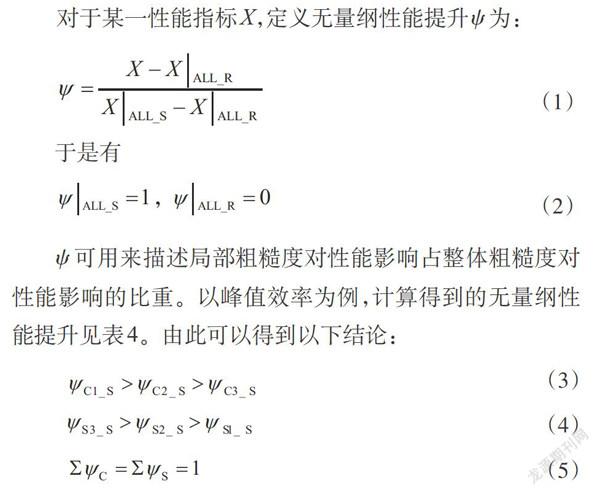
對于某一性能指標X,定義無量綱性能提升ψ為:
于是有
ψ可用來描述局部粗糙度對性能影響占整體粗糙度對性能影響的比重。以峰值效率為例,計算得到的無量綱性能提升見表4。由此可以得到以下結論:
ψC1_s>ψC2_SψC3_S(3)
ψS3_S>ψS2_S>ψS1_S(4)
ΣψC=ΣψS=1(5)
這說明將葉片整體粗糙度劃分為幾個不同局部粗糙度,這幾個局部粗糙度對峰值效率的影響加起來與整體粗糙度對峰值效率的影響是相同的。
2.2 流場分析
為進一步揭示局部粗糙度對氣動性能的影響機理,選取了大流量狀態(4.5kg/s)和近失速流量狀態(2.65kg/s)分別進行對比分析。圖6、圖7分別給出了4.5kg/s流量時8種方案的吸、壓力面的嫡分布與極限流線圖。對照整體粗糙葉片,方案3~方案5的吸力面均在各自拋光表面對應位置降低了熵值,高嫡區面積均有一定程度的減小。其中C1_S在前緣效果顯著,前緣低熵區明顯加厚;C2_S在弦長中部降低熵值效果明顯,使得高嫡區分為兩部分;C3_S也在尾緣附近降低了熵值,但效果不如C1_S和C2_S。從極限流線上分析,C2_S使分離線推遲,減少了分離區。至于壓力面,C1_S消除了壓力面分離現象,說明大流量下葉片弦長前1/3的表面粗糙度的存在促進了壓力面分離的發生;C2_S的分離區內反流從弦長中部的光滑平面向弦長前部的粗糙平面流動時氣流方向發生了改變,因此導致了分離線的扭曲;C3_S則與ALL_R的壓力面流場表現相同,幾乎沒產生什么影響。
在葉高方向局部粗糙度方面,由性能曲線可知,在整個流量范圍內,方案6~方案8對性能的影響程度相近。但是其影響機理存在差異,流場表現也存在差異。對照整體粗糙葉片,方案6~方案8的吸、壓力面均發生了明顯的變化。三種方案均降低了各自拋光表面位置的熵值,而對其他位置的熵值影響較小。在吸力面上,S1_S在0~1/3葉高范圍內的分離線向尾緣偏移,S2_S完全消除了1/2~2/3葉高內的分離區,S3_S則對分離線位置影響不大。在壓力面上,S1_S消除了0~1/3葉高的分離區,對1/2葉高以上的流場影響不大,將分離起始位置從輪毅提升到1/3葉高處。但分離線以下不是輪毅,而是大量具有一定軸向速度的氣流,這些氣流受到離心力作用,會跨過1/3葉高并擠向分離線右邊的區域,使該區域內氣流徑向加速度增加,同時也使分離線起始段與軸向夾角增大。在1/3葉高分離起始處,下方為主流,上方為分離區的反流,因此形成渦流。S2_S消除了1/3~2/3葉高的分離區,將分離區劃分為上下兩部分,形成了復雜的流場結構。上部分分離區的形成過程與S1_S類似,同樣有渦流存在,不同的是隨半徑增大,氣流所受到的離心力更大,造成該位置氣流徑向加速度更大,使分離線起始段與軸向夾角更大。下部分分離區除了分離起始段附近的渦流外,在1/3葉高位置同樣存在渦流。這是因為在1/3葉高位置,左下方為分離區內的反流,右下方為分離區外的主流和徑向潛移,上方為消除了分離的主流,三股流動在此匯聚相互作用,從而形成了渦流。在1/3葉高的渦流的上方形成了一條再附線,該線上聚集了上側消除了分離的主流和下側分離區內反流的回流(流動方向與主流一致)。S3_S消除了2/3-1葉高的分離現象,將分離壓到了2/3葉高以下,在2/3葉高位置同樣也形成了如同S2_S中1/3葉高處的復雜流動現象,但還沒有出現旋渦流動。另外,由于分離止于2/3葉高并形成再附線,導致分離線略有扭曲。總的來說,在大流量工況下,只拋光葉高局部位置對葉片表面的流場影響非常大,能夠改善其拋光位置的流場,卻對其他位置的流場影響不大,導致了流場結構的改變。相對來說,S2_S的流場結構最差,在壓力面形成了三處渦流;上半葉高的損失一直是壓氣機損失的重要組成部分,S3_S改善了葉頂附近流場,降低了損失,對性能的改善效果比較好;S1_S的吸力面分離區面積最小,壓力面表面流場結構最簡單,與主流一致的流動最多,是三種方案中的最優。
圖8給出了8種方案在流量2.65kg/s時,葉片吸力面的熵分布與極限流線圖。對照整體粗糙葉片,S1_S將吸力面20%~80%葉高的分離線向尾緣推遲,而且隨葉高位置的上升分離線會“變粗”(即比較分散),在90%葉高以上分離線又集中起來向葉頂流去。S2_S的分離線在跨過1/3葉高后向尾緣推遲,形成一個凹陷處,在跨過2/3葉高后分離線逐漸“變粗”,在90%葉高以上分離線又集中起來向葉頂流去。S3_S的分離線在跨過2/3葉高后迅速向尾緣推遲,形成了一個凹陷處,同時也消除了高熵區,改善了葉頂流場。
從極限流線圖中可以看到,葉高方向上從下側粗糙壁面到上側光滑壁面過渡時,分離線會突然向尾緣偏移,形成一個凹陷;而從下側光滑壁面向上側粗糙壁面過渡時,分離線不會發生大的彎折,卻會變得比較分散,緩慢向前緣偏移。圖9給出了這種流動現象發生的機理所在,其中點畫線為葉片吸力面一葉高線,R代表粗糙壁面,S代表光滑壁面,圖9(a)為葉高線下側光滑、上側粗糙,圖9(b)為葉高線下側粗糙、上側光滑。吸力面分離是由通道內逆壓梯度造成的,分離線左側為低壓區(LP),分離線右側為高壓區(Hp)。通常光滑壁面的分離比粗糙壁面的分離弱,分離線更靠近尾緣。分離線上的流動具有流動速度低和方向“沿分離線”的特點;而分離線左側氣流的流動特點為速度逐漸增加,方向也逐漸由“沿分離線”向“沿流向”轉變。
對于圖9(a)的情況,在葉高線上R的分離線①比的分離線②更靠近前緣,兩條分離線在葉高線上分別交于A、B兩點。在點A的分速度V1速度較小,方向為沿分離線①,在點A的分速度V2速度較大,方向基本沿流向,合成后變成如圖9所示的V3,V3速度比較大,新的分離線不會立即形成。這意味著分離線②左側的氣流會流向分離線①的右側,而這種R上的逆壓流動阻力比S更大,新分離線的形成會比較快。點B的氣流速度較小,方向為沿分離線②,其受到的力有離心力、摩擦阻力以及逆壓力梯度的阻力。氣流跨過葉高線后壓力重新分布,同時存在徑向和軸向的逆壓梯度,因此分離線②跨過葉高線后會向左偏轉。綜合兩方面的影響,最終形成了新的分離線②+③。當葉高位置增加時,S的影響會逐漸減弱,R原有的分離線會逐漸占據主導地位,在這段過程中既有下面的分離流線,又存在該葉高位置的分離線,于是形成了一條分離帶,這就是分離線會“變粗”的機理所在。
對于圖9(b)的情況,在葉高線上S的分離線①比R的分離線②更靠近尾緣,R在點B的分速度V2速度較小,方向為沿分離線②,S在點A的分速度V1速度較大,方向基本沿流向合成后變成如圖9所示的V3。V3的速度比較大,而且方向與分離線②的夾角很大,這就導致分離線②上的氣流在跨過葉高線后迅速向尾緣方向流動,使分離線形成一個凹陷。與圖9(a)情況不同的是,這些流動在軸向為逆壓梯度,阻力比較大,軸向速度會逐漸減弱;而在徑向為順壓梯度,同時又受到離心力的作用,光滑壁面上摩擦阻力小,徑向速度不會減弱,這樣一來就形成了新的分離線②+③。
3 結論
通過分析,可以得出以下結論:
(1)整個工作流量范圍內,拋光前緣附近表面對性能的提升效果最為顯著;拋光尾緣附近表面并不能提升壓氣機性能,反而降低了總壓比。
(2)拋光葉展方向的不同局部表面位置能夠改善對應位置的壁面摩擦和流動分離情況,對性能均有一定的提升效果,但會使葉片表面流場結構復雜化,使分離線彎曲變形。
(3)將葉片整體粗糙度劃分為幾個局部粗糙度,這幾個局部粗糙度對峰值效率的衰減之和與整體粗糙度對峰值效率的衰減相等。
(4)近失速工況下,吸力面分離線從粗糙壁面發展到光滑壁面時會突然向尾緣偏移,從光滑壁面發展到粗糙壁面時會分散并緩慢向前緣偏移。
參考文獻
[1]王施,王榮橋,陳志英,等.航空發動機健康管理綜述田.然氣渦輪試驗與研究,2009,22(1):51-58.
[2]付飛,付雙成,袁惠新,等.葉輪機械葉片表面粗糙度的研究進展[J].礦山機械,2015,43(7):1-5.
[3]Tomoki K,Ryusuke N,Kanji M.Prediction of surfaceroughness effects on centrifugal compressor performance[R].ASME Paper FEDSM 2008-55078,2008.
[4]石慧,李亮,豐鎮平.污垢沉積影響葉片表面換熱的研究[J].航空動力學報,2012,30(11):2616-2622.
[5]Elisabet S,Lars E B.The impact of surface roughness on axialcompressor performance deterioration[R].ASME Paper 2006-GT-90004,2006.
[6]孫爽,雷志軍,盧新根基于表面粗糙度的超高負荷低壓渦輪葉片附面層控制[J].航空動力學報,2016,31(4):836-846.
[7]Cben S W,Xu H,Wang S T,et al.Experimental research ofsurface roughness effects on highly loaded compressor cascadeaerodynamics[J].Journal of Thermal Science,2014,23(4):307-314.
[8]Seung C B,]une H S,Seung J S.Impact of surface roughnesson compressor cascade performance[J].Journal of FluidsEngineering,2010,132(6):1-6.
[9]Seung C B,Garth V H,Seung J S,et al.Effects of Reynoldsnumber and surface roughness magnitude and location oncompressor cascade performance[J].Journal of Turbomachinery,2012,134(9):1-6.
[10]Marco B,Fabio B,Daniele S,et al.Combined experiment andnumerial investigations on the roughness effects on theaerodynamic performances of LPT blades[J].Journal ofThermal Science,2016,25(1):32-42.
[11]Philipp G,Karen M.On the resulting aerodynamic loss ofcombinations of localized surface roughness patches on aturbine blade[R].AIAA Paper 2015-3161,2015.
[12]Semiu A G,Tom P H,Nicholas A C.Influence of surfaceroughness on three-dimensional separation in axial compressors[J].Journal of Turbomachinery,2004,126:455-463.
[13]Mirko M,Michele P,Pier R S,et al.Numerical analysis of theeffects of nonuniform surface roughness on compressor stageperformance[J].Journal of Engineering for Gas Turbines andPower,2011,133:1-8.
[14]Chen S W,Sun S J,Xu H,et al.Influence of local surfaceroughness of a rotor blade on performance compressor stage[R].ASME Paper 2013-GT-94816,2013.
[15]Chen S W,Zhang C,Shi H,et al.Study on the impact offouling on axial compressor stage[R].ASME Paper 2012-GT68041,2012.
[16]Zhu J Q,Wu Y H,Chu W L.Axial location of casing treatmentin multistage axial flow compressors[R].ASME Paper 2005-GT-69105,2005.
[17]Schlichting H.Experimental investigation of the problem ofsurface roughness[R].NACA- TM-823,1936.
[18]韓菲,杜禮明,李文嬌,等.級環境下葉片表面粗糙度對壓氣機氣動性能的影響[J].大連交通大學學報,2015,36(2):47-51.
[19]Nikuradse J.Laws of flow in rough pipes[R].NACA-TM-1292,1950.
