基于3D打印技術的溫控包裝正交試驗研究
2019-09-10 07:22:44肖婕
綠色包裝 2019年5期
關鍵詞:因素
肖婕




摘要:溫控包裝在冷凍食品行業中應用領域前景廣泛,其包裝模型整體化設計時的參數不易篩選優化。本文選取和路雪(中國)有限公司生產的迷你可愛多冰激凌為保溫對象,基于3D打印技術制作成型的保溫杯為研究對象。通過正交試驗方法,對其影響保溫效果的各參數進行了數據處理和研究,從而得出參數組合最優化的溫控包裝模型,有效解決了在“最后一公里”的配送過程中,冷凍食品因這段時間溫度過高而變質的問題。
關鍵詞:溫控包裝;3D打印技術;溫變速度;冰激凌
中圖分類號:TS206.6 文獻標識碼:A 文章編號:1400 (2019) 05-0064-06
溫控包裝是指采用阻熱性的材料、隔熱結構設計、改進成型工藝等多種措施使溫度敏感產品從運輸銷售到消費者拆封產品整個流通環節始終保持在產品可接受的溫度范圍內,減慢產品因熱襲而產生變質的速率,從而延長產品貨架保質期的一種綜合的、特殊的包裝形式[3]。
食品領域溫控包裝的快速增長是由于包裝溫度敏感的食品大量使用,對儲運食物的溫度要求增加,如2℃~ -7℃為冷鮮肉和酸奶等食品的保存溫度區間[1]。根據冷凍飲品(冰激凌)國家標準GB/T31114-2014[2]規定,長途運輸冷藏冰激凌的車廂溫度須低于-15℃,貯存冰激凌的專用冷庫溫度須低于-18℃,在低溫陳列柜銷售時的溫度不高于-15℃。如果儲藏時達不到-22℃,奶油量較高的冰淇淋就達不到應有的硬度和保質期。冷鏈運輸時,為了避免融化二次冰凍的危險,冰淇淋需達到-18℃以下。
對于溫度敏感的產品,溫度是影響質量最重要的因素之一。影響溫控包裝保溫性能的因素主要有包裝材料的選擇、包裝容器的壁厚、產品的幾何尺寸、鋁箔的影響、包裝尺寸,包裝的密封性,蓄冷劑的種類和用量、外界環境條件等。完全符合要求的保溫包裝模型并不存在,選用時應根據各因素的具體情況進行全面分析、比較,然后做出優化選擇[4]。
本文以某品牌公司生產的迷你可愛多組合蛋筒冰淇淋為保溫對象,其保溫包裝為研究對象,應用3D打印技術實現溫控包裝設計模型的實體轉化,并通過正交試驗方法,對其影響保溫效果的各因素進行分析和研究,從而篩選出最優化的參數組合,有效解決了從銷售處到消費者手中“最后一公里”的配送過程,沒有冷鏈設備的配備,冰激凌可能會由于這段時間溫度過高而變質的問題[5],為研究冷凍食品保溫領域的工程技術人員提供參考價值。
1材料與方法
以3D打印技術為代表的數字化制造技術,正影響著新的工業革命的變革,給這個性化與社會化創造的時代注入新的活力[6]。
1.1 3D打印技術原理
3D打印與傳統打印的區別主要表現在打印材料和原理。3D打印的原材料來源廣泛,包括金屬、塑料、陶瓷、復合材料以及生物材料,包括固態、液態、粉末等形式。每一種材料適應一種或多種打印原理。對于終端設備用戶而言,3D打印與傳統打印的最大區別在于必須設計或通過掃描逆向反求一個三維的數字模型,然后再進行打印輸出[7]。因此,3D打印可以使用傳統打印無法使用的材料制造出其無法完成的形狀,其復雜程度不遜于傳統打印工藝。傳統打印與3D打印對比如表1所示。
3D打印流程一般包括前處理、成型制作和后處理。第一個步驟主要涉及計算機應用技術、逆向工程和光學成像技術。第二個步驟涉及材料科學、機械工程和電子信息技術。這兩個步驟互相配合,任何一個步驟有問題,都會影響到最終產品打印的質量。后處理的步驟采用傳統加工方式對模型進行修繕,使其更加美觀。
1.2 3D打印材料
3D打印材料種類繁多,分類方式各有不同。常見的按照材料的物理狀態、化學性能可分為金屬材料、高分子材料和無機非金屬材料三大類[8]。其中應用范圍寬,用量最大、成型方式最多,最容易加工成型的材料為高分子材料。理論上,高分子材料是否具有隔熱保溫的性能,是通過“導熱系數”這項物理性能測定反映的[9]。因為高分子材料大多是熱的不良導體(見表2)[10]。與具有高導熱性的金屬相比較,高分子材料是金屬的1/500-1/600倍關系。0.02-0.046W/m.K一般為泡沫塑料的導熱系數,約為金屬的1/1500,普通粘土磚的1/20,水泥混凝土的1/40[11],可作為保溫材料的選擇之一,要拓展其在保溫領域的應用,使其耐高溫,隔熱性能優異,必須根據需要對高分子材料進行改良設計。選用PLA、ABS、PE三種常用的3D打印材料為本文的試驗用材料。
1.3方法
1.3.1試驗目的和試驗指標的確定
對本試驗而言,試驗的目的是為了提高冷凍食品溫控包裝的保溫性能,所以溫升速度指單位時間內的溫度變化量,單位為℃/min。平均溫升速度(℃/min)=終止溫度(℃)一初始溫度/保溫時間(min)
(1)
假定冰激凌保存的最高溫度超過O℃時,認為該保溫包裝已經失去了應有的保溫效果,即終止溫度設定為O℃。平均溫升速度為試驗指標,作為溫控包裝的評價標準,溫升速度越慢,就表明包裝模型的保溫效果越好。
1.3.2選因素,定水平,列因素水平表
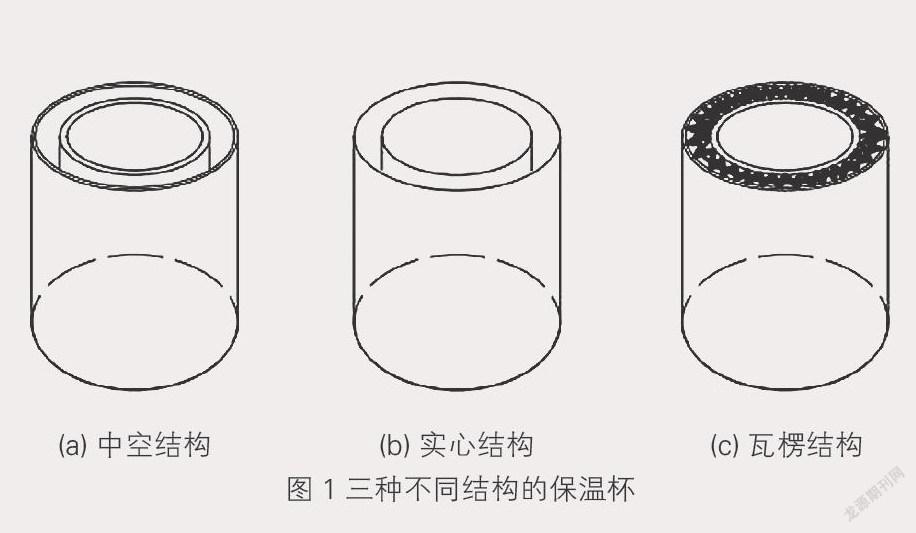
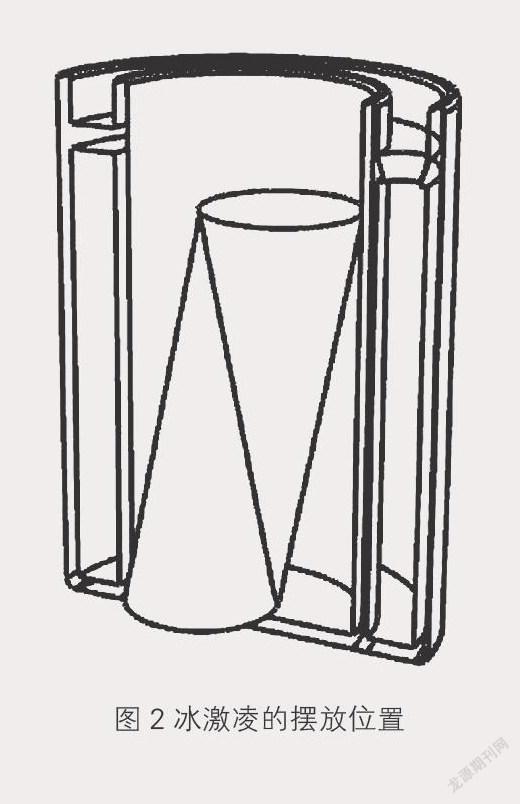
影響冷凍食品溫控包裝保溫效果的因素主要有包裝材料、包裝結構、包裝容器的厚度和外界環境的溫濕度等。選取的包裝結構如圖2所示,本試驗的保溫對象擺放位置圖3所示,通過查閱相關文獻,并結合本試驗研究對象的尺寸、體積和對稱性,選取幾何中心點為本試驗的測試點,測試點的溫度為測試冰激凌的溫度。
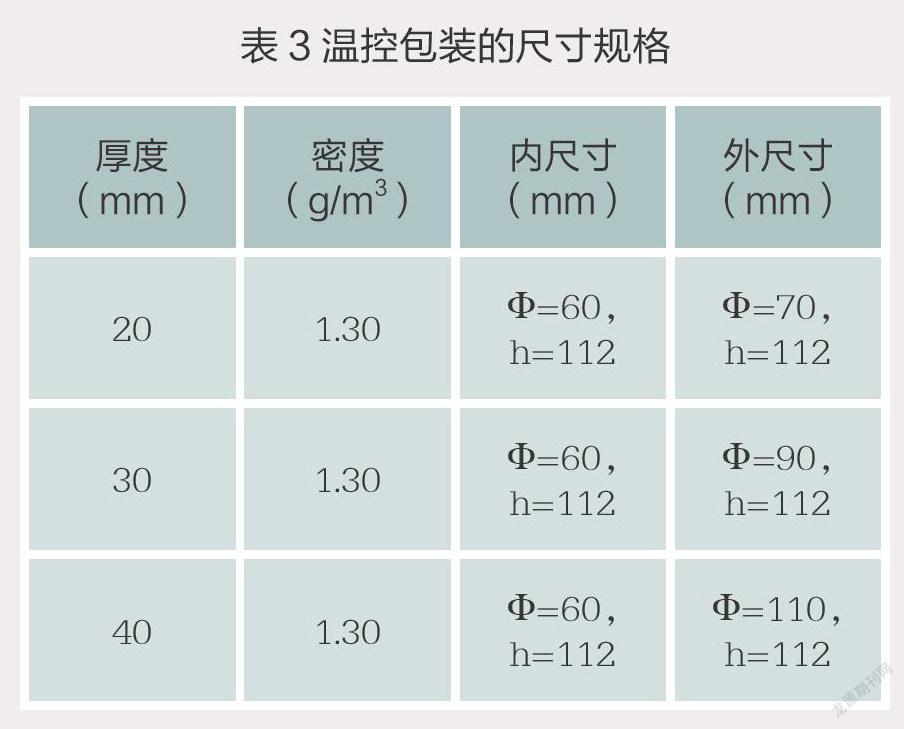
本實驗選取溫控包裝的尺寸規格如表3所示。
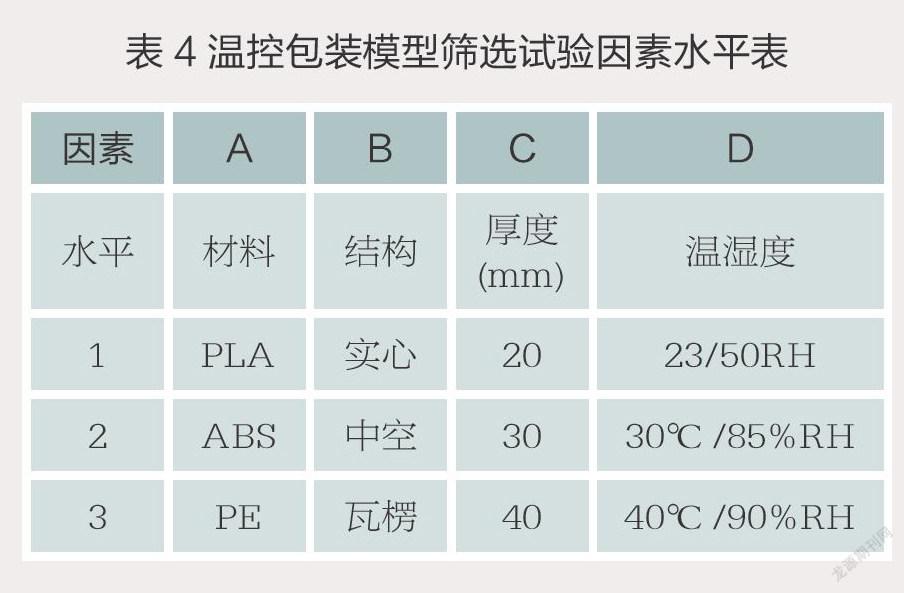
影響溫控包裝保溫性能的因素很多,經綜合考慮,本試驗的試驗因素最后確定為材料、結構、厚度和溫濕度四種。依序標記為A、B、C和D,并且每個因素同等地取三個水平,以上試驗方法簡稱為四因素三水平正交試驗,因素水平表見表4所示。
1.3.3選擇正交表
本試驗為4因素3水平試驗,僅考慮四個因素對溫變速度的影響,不考慮因素間的相互作用。四因素共占4列,選用L9 (34)正交表[12]。
1.3.4表頭設計
本試驗不考慮各因素間相互作用,可將材料(A)、結構(B)、厚度(C)、溫濕度(D)依次安排在L9(34)的第1、2、3、4列[13],見表5所示
1.3.5編制試驗方案,依照方案進行試驗,試驗結果記錄與處理
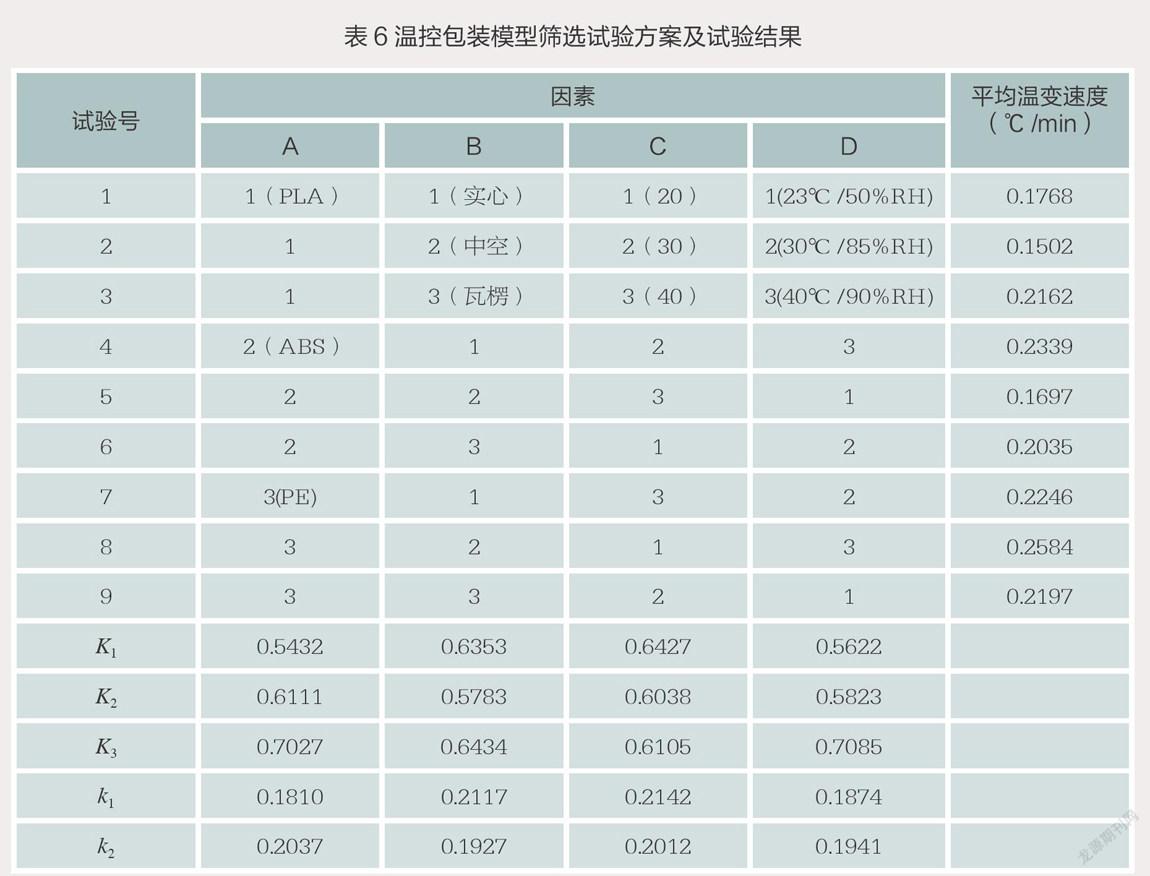
將表5中列號的每個水平數字,對應地替換成該因素的實際水平值,由此構成試驗方案見表6。
2結果與討論
2.1 Ki值的計算,同一水平指標之和為Ki。舉例:第一列A因素的Ki計算如下:
Ki= 0.1768+ 0.1502+ 0.2162= 0.5432
K2= 0.2339+ 0.1697+ 0.2035= 0.6111
K3= 0.2246+ 0.2584+ 0.2197= 0.7027
2.2 Ki平均值的計算,各因素同一水平指標的均分為Ki
k1= K1= 0.1810,K2=K2= 0.2037,k3= K3= 0.2342
2.3 R極差的計算
R的意義在于表明各因素在其取值范圍(離散或者連續性)內平均溫變速度這個試驗指標產生變化的波動幅度。
R= max(ki) - min(ki)(2)
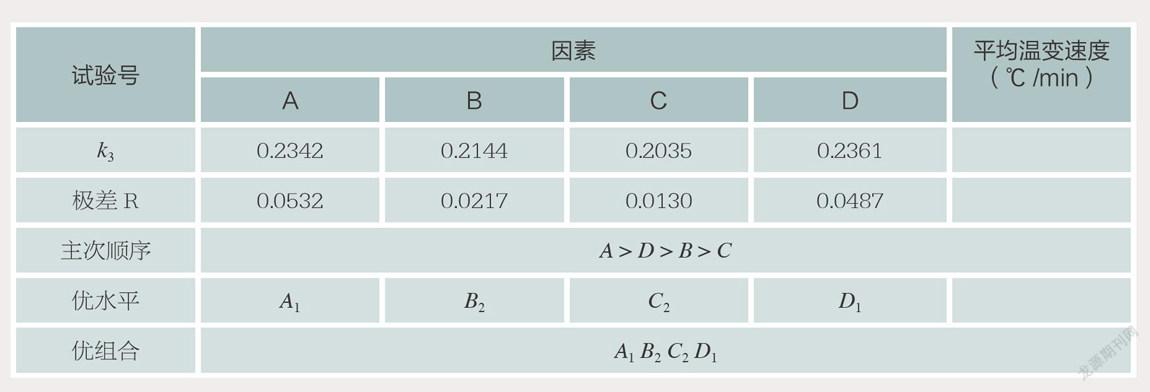
RA= k3 - k1= 0.2342 - 0.1810= 0.0532
RB= k3 -k2=0.2144 - 0.1927= 0.0217
Rc=k1- k2= 0.2142 - 0.2012= 0.0130
RD= k3 - k1= 0.2361 - 0.1874= 0.0487
2.4依據極差R值的大小排列,確定因素的主要和次要的影響順序。
R值越大,說明對溫變速度而言,該因素的水平變化的影響作用越大,在溫控包裝模型整體設計時越需首要考慮該因素。從表6分析可見,影響溫變速度的因素主次順序為A>D>B>C,主要因素為A(材料),影響作用最大,D(厚度)因素的作用沒那么主要。
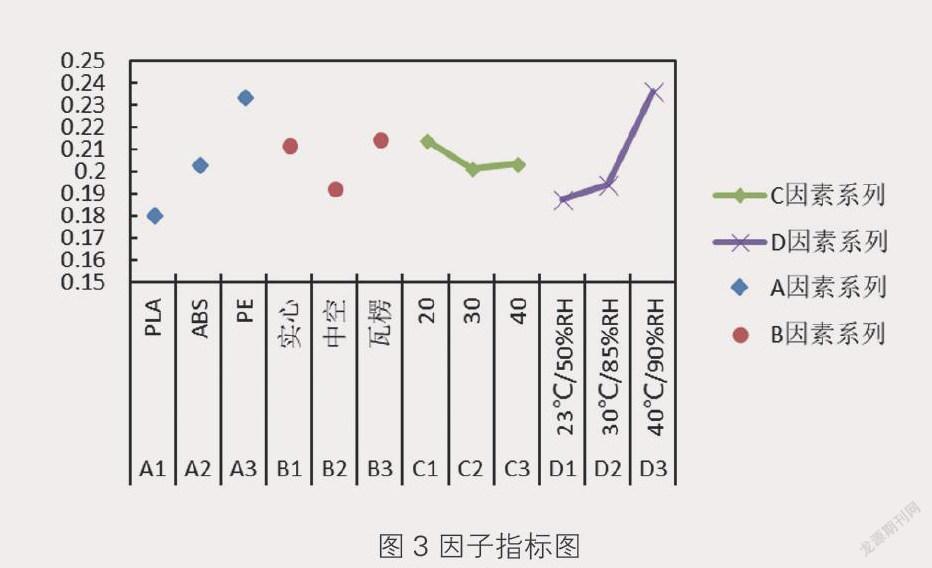
2.5制作因子指標圖
從因子指標圖(圖7所示),可以直觀地分析影響溫變速度試驗指標與各因素水平的變化趨勢關系。
2.6優選組合
根據各因素的指標平均值大小選取優水平為A1B2C2D1,即材料選取PLA;以中空圓柱體作為包裝結構;溫濕度23℃/50% RH的條件形成的組合參數,構成最優化的冷凍食品溫控包裝模型。而次要考慮的因素為包裝容器的壁厚,選取厚度20 mm - 40 mm即可滿足保溫要求。
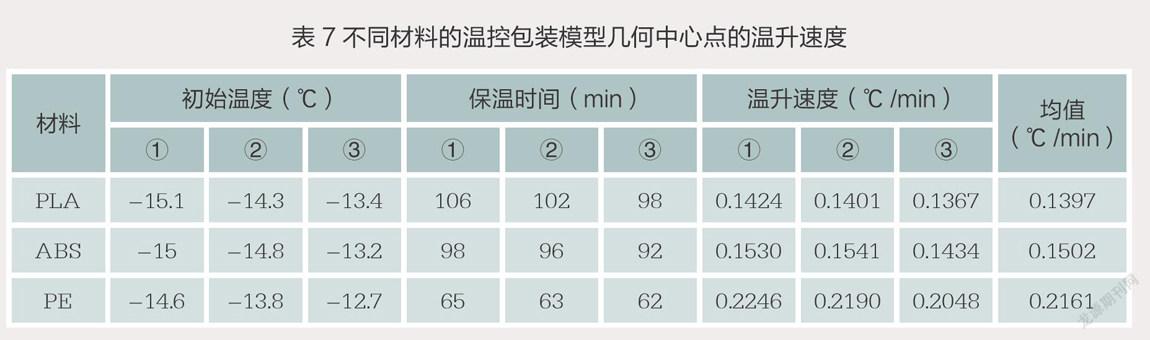
2.7優化后不同材料下的對比分析
將正交試驗優化后的溫控包裝模型的材料更換為ABS、PE,在其他條件相同的情況下進行中心測試點保溫時間實驗,得到結果,如表7,可以看出,選擇ABS條件下的溫變速度比PLA條件下增加了26%,選擇PE條件下的溫變速度比PLA條件下增加了54%。說明材料對冷凍食品溫控包裝的保溫性能影響較大。
3結論
采用正交試驗方法對冷凍食品溫控包裝保溫性能的各主要影響因素進行了綜合比較,通過對試驗結果的分析,找到最優的水平組合,最后通過單因素實驗與優選結果的對比,說明該優選的包裝模型具有一定的借鑒意義。本文僅研究了溫控包裝模型一種篩選因素的優化過程,后續的研究可從試驗結果的分析以及考慮更多的影響因素來增加模型的可靠性。
參考文獻:
[1]楊浩軍.城市冷鏈物流“最后一公里”的障礙研究[J].商業經濟研究,2016(17):93-94.
[2] GB/T 31114-2014.冷凍飲品冰激凌[S].北京:中國標準出版社,1990.
[3]周志方.如何選擇低溫冷凍產品包裝[J].印刷技術,2007(21):40.
[4]王家凱,時宇,王志民低溫容器的隔熱結構設計[J].低溫與特氣,2010,28(04):4-6.
[5]顏靜.冰激凌冷鏈運輸測試[J].物流技術與應用(貨運車輛),2010(04):91-93.
[6]姜山.先進制造與新材料科技專輯[N].科學研究動態監測快報,2013,5(171):01.
[7]王鎵垠.3D打印技術瓶頸核心[J]. 裝備制造,2014(09):90-94.
[8]孫聚杰.3D打印材料及研究熱點[J].絲網印刷,2013(12):34-39.
[9]李麗,王成國 導熱塑料的研究與應用[J].高分子通報,2007(07):25-31.
[10]馬傳國,容敏智,章明秋.導熱高分子復合材料的研究與應用[J].材料工程,2002(07):40-4.
[11]周文英,丁小衛.導熱高分子材料[M].北京:國防工業出版社,2014:115.
[12]郝拉娣,于化東.正交試驗設計表的使用分析[J].編輯學報,2005(05):334-335.
[13]張美蕓,蔡厚道.基于數值模擬和回歸正交試驗設計的注塑成型工藝研究[J].塑料科技,2018,46(10):86-90.
猜你喜歡
中老年保健(2022年5期)2022-08-24 02:36:04
今日農業(2021年17期)2021-11-26 23:38:44
現代臨床醫學(2021年5期)2021-11-02 05:21:10
食品安全導刊(2021年21期)2021-08-30 08:21:30
中老年保健(2021年4期)2021-08-22 07:07:10
當代陜西(2021年12期)2021-08-05 07:45:46
林業科技(2020年3期)2021-01-21 08:28:40
醫學新知(2019年4期)2020-01-02 11:04:04
醫學新知(2019年4期)2020-01-02 11:04:00
頌雅風·藝術月刊(2019年11期)2019-03-15 09:22:10
