
人機界面在變頻絞車的應用
2019-09-12 06:55:32陳先臻
魅力中國 2019年17期
陳先臻
(永安煤業有限公司仙亭煤礦,福建 大田 366102)
前言
隨著經濟和科學的發展,現代化的生產任務也變得越來越復雜,同時,對各種自動化生產的要求也越來越高。此環節下,各種自動化生產過程的可視化變得尤為重要。在整個自動化體系中,從下到上大體可分為四個層級:數據采集層及執行層,現場控制層,現場設備監控層,中心管理層。現場數據采集層:包括各種傳感器、執行機構等現場設備,負責工業現場的數據采集和執行各種控制命令。現場控制層:PLC邏輯控制設備,負責對采集的數據進行處理并輸出對執行機構的控制信號。現場設備監控層:主要是指各種現場設備的人機接口,包括各種操作面板和工業電腦,負責在現場控制底層各種設備,使各種控制過程可視化。由此可得知結論,人機界面在整個自動化體系中處于承上啟下的一個位置,通過連接PLC,完成現場設備的邏輯控制管理并實時監視狀態。
一、系統硬件的組成
以永安煤業有限公司仙亭煤礦201采區絞車為例,變頻器控制絞車電機轉速,當絞車某個保護開關觸發時,PLC立即輸出停機指令,絞車停機,與此同時人機界面上顯示報某個保護動作。
(一)變頻器選用英飛凌FF450R17ME4系列四象限變頻器,工作電壓660V,該變頻器具有高可靠性,低噪聲,高節能,保護功能完善,內建功能強大的RS-485串行通信接口,現場采用PLC輸出模擬量控制方式。
(二)PLC做為絞車控制單元,是整個系統的控制核心,選用西門子S7-200 226CPU CN,并采用擴展端口添加模擬量輸入輸出模塊。PLC接有以下功能:過卷過放保護、超速保護、過負荷和欠電壓保護、限速保護、提升容器位置指示保護、閘瓦間隙保護、松繩保護、減速功能保護,液壓制動系統、正轉選擇、反轉選擇、停止、復位、油泵啟動信號、停止信號、油泵切換、模擬量值給定、絞車正反轉輸出、變頻器的合閘輸出、故障輸出等。
(三)人機界面采用昆侖通泰TPC7062KS,彩色10.4寸,可用MCGS組態軟件進行編輯。
(四)PLC和人機界面通訊采用PPI數據線:PPI 按RS-485串行通信方式,兩根線完成通訊;而且平衡發送接收方式,具有傳輸距離長、抗干擾能力強等特點。
通過一臺裝有V4.0 STEP 7 MicroWIN SP9軟件的筆記本編寫絞車電控程序,以安全保護PLC程序為例,把PLC的輸入點高低電平兩種信號顯示在人機界面上。圖1
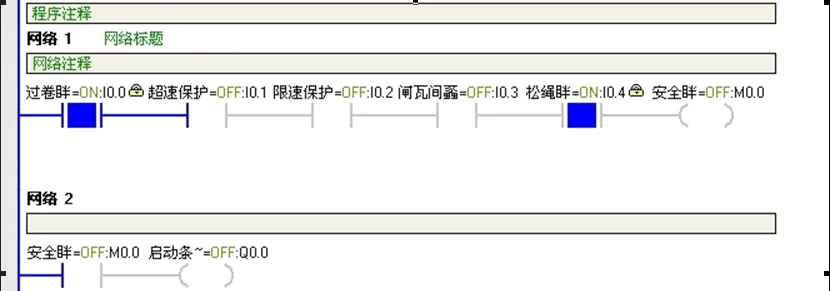
二、人機界面組態畫面設計及通訊
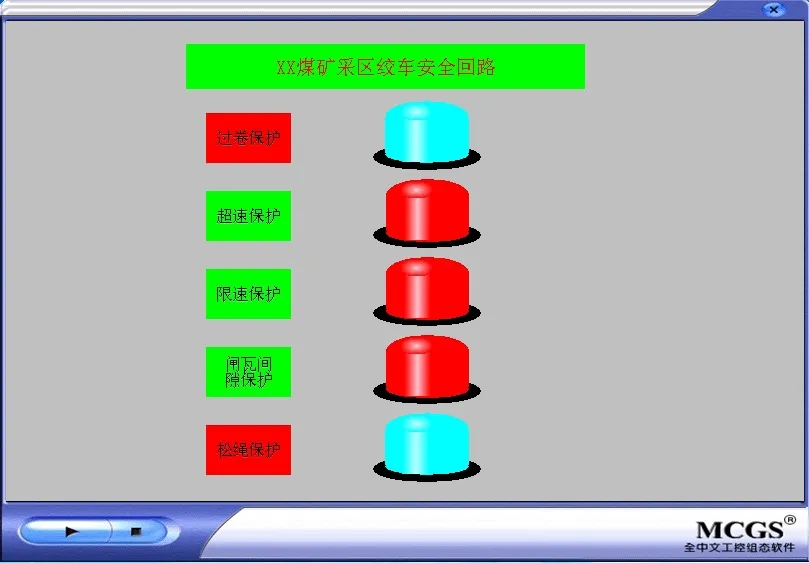
(一)根據西門子S7-200 PLC輸入輸出點,用MCGS軟件組態設計的模擬運行畫面。
人機界面的設計具體可概括為4個步驟:
1.建立新工程項目
工程名稱:“XX煤礦采區絞車安全回路”。窗口名稱:“XX煤礦采區絞車安全回路”。窗口內容注釋:“煤礦絞車電控保護指示燈變換顏色”
2.實時數據庫定義對象
在實時數據庫窗口,單擊新增對象,添加以下5個開關對象:過卷過放保護、超速保護、限速保護、閘瓦間隙保護、松繩保護。
3.制作圖形畫面
添加1個指示燈元件:在工具箱中單擊“插入元件”按鈕,彈出“對象元件庫管理”窗口,選擇“指示燈”庫中的一個圖形對象,用復制粘貼完成剩下4個指示燈。
4.添加1個標簽元件:在工具箱中單擊“A”,在窗口拉伸標簽的大小,雙擊標簽在擴展屬性中輸入“過卷保護”,用復制粘貼完成剩下4個標簽注釋。
5.建立動畫連接
在工作臺用戶窗口雙擊“XX煤礦采區絞車安全回路”窗口,進入“XX煤礦采區絞車安全回路”畫面。
6.建立指示燈的動畫連接
單擊畫面中第一個指示燈,彈出“單元屬性設置”對話框,在“動畫連接”頁中,點開連接表達式,選擇已定義好的對象“過卷過放指示燈”,設置后單擊確認完成;其余四個指示燈的動畫連接以此類推。
7.標簽動畫組態設計連接
單擊畫面標簽的“過卷過放指示燈”,彈出“屬性設置”,動畫連接前面“填充顏色”打鉤,在填充顏色表達式選擇已定義好的對象“過卷過放指示燈”,設置后單擊確認完成;其余四個標簽動畫連接以此類推。
(二)通訊
PPI數據線是人機界面和PLC信息交換信息的橋梁,西門子的PLC通過集成的通信端口或通過通信集成器。PLC做為從站,人機界面做為主站,主站和從站的通訊格式必須一致才能通訊正常。
1.在MCGS設備窗口設置PLC和人機界面的設置通道。
在MCGS組態環境工作臺的“設備窗口”選項頁,在下側雙擊“設備窗口”,出現“設備組態:設備窗口”,單擊工具條上的“工具箱”按鈕,彈出“設備工具箱”窗口。
①單擊“設備管理”按鈕,彈出“設備管理”窗口。在“可選設備”列表中雙擊“通用串口父設備”,將其添加到右側的“選定設備”列表中。
②選擇所有設備→PLC設備→西門子→西門子S7-200PPI系列編程口,單擊“增加”按鈕,將選定設備添加到“設備工具箱”窗口中。
③在“設備工具箱”窗口下雙擊“通用串口父設備”,“設備組態:設備窗口”中出現“通用串口父設備0-{通用串口父設備}”。同理,在“設備工具箱”窗口雙擊“西門子S7-200PPI系列編程口”,添加設備完成。
2.設備屬性
①雙擊“通用串口父設備”,彈出設備屬性對話框。在“基本屬性”頁中設置:串口端號為“0-COM1”,通信波特率為 “6-9600”,數據位數為“0-7”,停止位位數為“0-1”,數據校驗方式為“2-偶校驗”,參數設置完畢,單擊“確認”按鈕。
②雙擊“西門子S7-200PPI系列編程口”,彈出“設備屬性設置”對話框,選擇基本屬性頁中的“設置設備內部屬性”,單擊圖標彈出西門子S7-200系列編程口通道屬性設置
③在“設備屬性設置”窗口選擇“通道連接”頁,選擇通道1對應的數據對象單元格,單擊右鍵彈出連接對象對話框,雙擊選擇要連接的“過卷過放指示燈”對象。同理連接通道2-通道8對應的對象。
④在“設備屬性設置”窗口選擇“設備調試”頁,用鼠標長按通道2對應數據對象通道單元格,通道值由“0”變為“1”,PLC對應通道指示燈亮。特殊有例外,PLC的輸入點,在組態軟件只能讀取狀態值,M寄存器、Q寄存器、V寄存器均可通道設置。通訊成功如圖所示。
三、人機界面的特點
人機界面是新一代高科技可編程終端,專為PLC而設計的的互動式工作站,具備與各品牌PLC連線監控能力,特別適于在惡劣的工業環境中使用。其主要特點有:(一)畫面容量大,最多可達255個畫面。(二)MCGS全中文操作軟件,指令豐富,編程簡單。(三)交互性好,抗干擾能力強,通信可靠性高。(四)自動化程度高,操作簡單方便,故障率低,壽命長,維修量少。
四、人機界面的功能
人機界面的主要功能有:(一)設計者可根據需要編輯出各種畫面,實時顯示設備狀態或系統的操作指示信息。(二)人機界面上的觸摸按鍵可產生相應的開關信號,或輸入值、字符給PLC進行數據交換,從而產生相應的動作控制設備的運行。(三)可多幅畫面重疊或切換顯示,顯示文字、數字、圖形、字符串、警報信息、歷史記錄、趨勢圖。
五、結語
本系統自2019年3月開工投運以來,系統運行可靠平穩,數據準確及時,當要更改減速距離與速度設定值時,可直接在人機界面上設定;作為人機交互工具,簡單直觀,便于操作。在實際應用中已取得良好的效果,值得推廣到其他行業應用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
少先隊活動(2021年4期)2021-07-23 01:46:22
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
