
基于BP 神經網絡的數控機床刀具磨損狀態識別方法
2019-09-12 07:43:50何一千孫巍偉
設備管理與維修 2019年9期
何一千,黃 民,孫巍偉
(北京信息科技大學機電工程學院,北京 100192)
0 引言
在數控機床切削加工的過程中,刀具的磨損是不可避免的。刀具的磨損直接導致切削力的增大、切削溫度的上升、工件表面粗糙度增大,嚴重時甚至會影響整個加工系統的正常運行,造成不可估量的損失[1]。目前,刀具的磨損狀態主要通過停機卸刀后,依靠工人的觀察和經驗來判斷刀具的磨損程度,這嚴重影響了數控加工的整個自動化過程,且大大降低了生產效率。因此對刀具的磨損狀態進行在線監測,及時有效地識別刀具的磨損狀態十分重要。
目前,在刀具狀態監測這一領域經過各國學者的研究和探索總結出很多方法。例如通過測量切削力、主機電流、光學圖像、振動分析等多種方法都可以有效地監測刀具的磨損狀態,總結起來可以分為直接監測和間接監測兩大類[2]。直接監測不能在線監測,如光學法、電阻法等直接檢測方法需要停機獲取刀具的磨損參數,所以在自動化系統中一般不予采用[3]。間接監測雖然能夠在線監測,但是如切削力信號檢測法、振動檢測法等大多數監測方法的傳感器安裝會影響到加工進程。
綜合考慮多種原因,通過電流信號在線監測是一種比較好的監測方法,目前有很多研究均是監測機床主軸或者進給電機的電流信號。其主要原理是當刀具出現磨損或破損時,由于切削力增大,造成切削功率隨之增加,使得機床主軸電機的負載功率變大[4]。而電機的功率又和電流相關,因此刀具狀態的監測可以間接由測量主軸電機電流變化來實現。因為機床的輸入三相電流與主軸電機和進給電機電流都具有較高的相關性[5]。因此,采用機床的輸入三相電流來監測刀具的磨損狀態。
對采集得到的三相電流監測信號,還需要進行信號分析處理,提取出能夠明顯反映刀具磨損狀態變化的特征,即提取特征值。信號的特征提取非常關鍵,直接影響到能否對樣本有效的模式識別和狀態分類。本文通過時域分析、頻域分析和小波分析等多種信號分析技術,從三相電流信號中提取出敏感特征向量。得到的敏感特征向量不能直接反映刀具的磨損狀態,需要利用模式識別技術,建立刀具磨損狀態與敏感特征向量之間的映射。
人工神經網絡是近年來漸漸興起的一項技術,它仿照人類大腦的神經網絡搭建出一種數學模型,通過不斷的訓練,使這個模型具有分類的功能,其中BP(Back Propagation,反向傳播)神經網絡是目前應用最廣泛的一種人工神經網絡[6-7]。在對機床輸入三相電流信號進行信號分析的基礎上,利用BP 神經網絡來預測識別刀具的磨損狀態,以此作為一種更有效、更精確的監測出刀具的磨損狀態識別的方法。
1 實驗設計及監測信號采集
本次切削實驗在VMC850 立式加工中心上進行,這類機床的特點是裝卡十分方便,操作簡單,調試程序容易,并且易于觀察加工情況,應用十分廣泛。刀具選用四齒硬質合金平銑刀,這種刀具硬度高,切削力強,也十分常用。
以刀具后刀面的磨損值VB作為刀具的磨損量,根據刀具磨損失效標準,當刀具的磨損值超過0.2 mm 時即為嚴重磨損,此時就不能再繼續使用。于是設定正常磨損的VB為小于0.1 mm,中期磨損的VB為0.1~0.2 mm,嚴重磨損的VB為大于0.2 mm。
待加工的工件尺寸為160 mm×65 mm×40 mm,材料為45#鋼。具體的切削參數如下:立式加工中心的主軸的轉速設定為4000 r/min,進給速度設定為1000 r/min,背吃刀量設定為1 mm,側吃刀量設定為5 mm。傳感器選用的是開環霍爾電流傳感器,傳感器的采樣頻率設置為4096 Hz。圖1 為電流傳感器的安裝現場。

圖1 電流傳感器的安裝現場
選用一把新刀,利用其進行銑削加工,將其從新刀一直加工到嚴重磨損為止。采集這整個過程中的三相電流信號。圖2為一個采樣周期的U 相、V 相和W 相的電流信號。
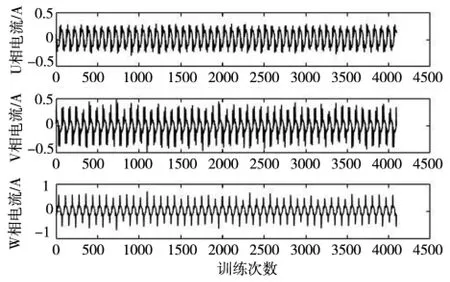
圖2 三相電流信號
2 信號分析和敏感特征提取
從采集到的三相電流信號中,截取刀具不同磨損程度時的三相電流信號,作為特征向量提取的樣本數據。總共截取252 段三相電流信號作為樣本數據,每組數據包含4096 個采樣點。
首先對每組樣本數據進行時域分析,分別計算其均值、均方根值、方差、峭度、峰值、峰值因子、波形因子、脈沖因子、裕度因子等時域上的特征值。圖3 為W 相電流信號方差的變化曲線。
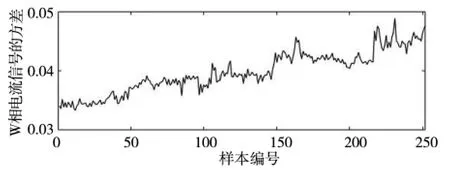
圖3 W 相電流信號方差的變化曲線
然后對每組樣本數據進行頻域分析。由于采集的三相電流信號屬于隨機信號,不具有可積條件,不能直接進行傅里葉變換,所以對隨機信號做頻域分析時一般只分析其功率譜密度。
刀具處于不同磨損階段時,某些特定頻率上的功率譜密度的幅值有所變化。為了方便比較,將整個功率譜密度平均劃分成4 段,分別為1~512 Hz、513~1024 Hz、1025~1536 Hz 和1537~2048 Hz 四個子頻率段,分別計算每個子頻率段的均值,就能得到4 個頻域特征量。圖4 為U 相電流信號功率譜密度1~512 Hz頻率段的均值。

圖4 U 相電流信號功率譜密度(1~512 Hz 段的均值)
最后通過小波分析三相電流信號。在信號分析方面,小波分析是目前應用較多的分析方法。小波分析的變焦特性,使小波分析不論在時域還是頻域都具有顯示局部特征的能力。此外其窗函數大小不變,而形狀可變的特點使其具有多分辨分析的能力。在對復雜信號以及非平穩信號中微弱的故障信息進行研究時,小波分析具有十分突出的優勢。
首先,對三相電流信號采用db1 小波基三層分解重構,從而得到三層細節信號(D1,D2,D3)和逼近信號(A3)。圖5 為某一個U 相電流信號的樣本經過db1 小波基分解重構。
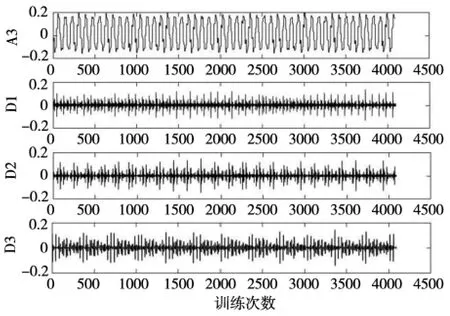
圖5 U 相電流信號db1 小波基分解重構
圖5 中,逼近信號A3 主要反映信號的宏觀變化趨勢,各層細節信號(D1,D2,D3)中包含有原始信號中的細節信息。在對三相電流信號的每組樣本數據進行小波分解后,同樣對三層細節信號(D1,D2,D3)和逼近信號(A3)進行同時域分析一樣的計算處理,得到各層信號的均值、均方根值和方差等特征值。圖6 是W 相電流信號經過小波分解得到的細節信號D3 的方差變化曲線。
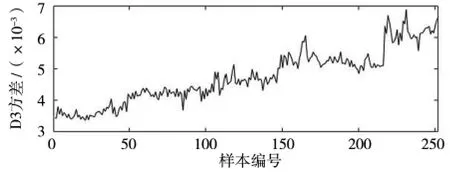
圖6 三相電流信號細節信號D3 的方差變化曲線
通過信號分析總共獲得了三相電流信號的75 種特征量,但這些特征量并不都與刀具的磨損狀態有關,需要從這些特征量中提取出同刀具磨損狀態相關聯的特征量。為了能夠從中篩選出有用的特征量,將每種特征量與刀具磨損量進行相關性分析,。其中,x 為某種特征量,y 為刀具的磨損量。
根據特征量相關性分析后得到的結果,選取其中相關性較強的特征量,分別是U 相電流信號的均方根值、U 相電流信號小波分解后的逼近信號A3 的均方根值、U 相電流信號小波分解后的細節信號D3 的均方根值、U 相電流信號小波分解后的逼近信號A3 的方差、W 相電流信號小波分解后的細節信號D3的均方根值這5 個特征量,將這些特征量組合成敏感特征向量,該特征向量作為后續模式識別的輸入參數。
3 基于BP 神經網絡的模式識別
近些年,人工神經網絡逐漸應用于刀具狀態監測方面,本項目利用BP 神經網絡模型,對刀具的磨損狀態進行識別。對于刀具磨損狀態識別來說,將刀具加工過程中的監測信號特征作為人工神經網絡模型的輸入,預期輸出則是刀具的真實磨損狀態,而經過模型得到的輸出則是神經網絡預測的刀具磨損狀態。
3.1 網絡構建
利用Matlab 構建BP 神經網絡模型,由于只包括一個隱含層的BP 神經網絡可以實現任何連續函數,因此選擇帶單隱含層的3 層神經網絡結構。
經過上面信號分析和特征提取后,將由5 個特征量組成的敏感特征向量作為神經網絡的樣本輸入。因此,神經網絡的輸入層有5 個節點。神經網絡的輸出為刀具的磨損狀態,分別是正差磨損、中度磨損和嚴重磨損3 個階段,所以輸出層有3 個節點,刀具磨損狀態對應的輸出關系如表1 所示。
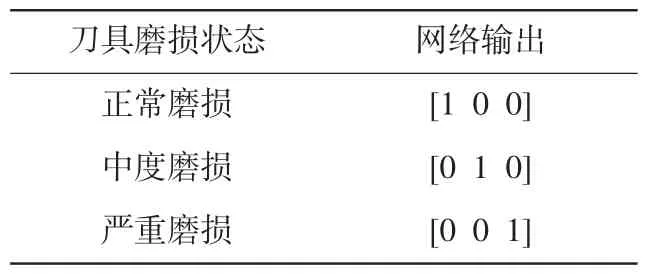
表1 刀具磨損狀態與網絡輸出關系
隱含層節點數的確定十分關鍵,其節點個數不同會影響到神經網絡的訓練精度和收斂速度。當隱含層節點數過少,降低樣本識別能力,容錯性差;節點數過多又會延長網絡訓練時間,泛化能力較差。確定隱含層節點數通常根據。其中,l 為隱含層節點數;n 為輸入節點數;m 為輸出節點數;a 為1~10 的調節常數。
為了提高網絡的訓練速度,選擇L-M 算法作為網絡的學習算法。L-M 算法的特點是收斂速度快且識別誤差小的。隱含層的傳遞函數選用tansig 函數,輸出層的傳遞函數選用Logsig函數。
3.2 訓練網絡
網絡模型構建完成后,從數據樣本中劃分出用于訓練網絡模型的訓練樣本和測試網絡模型的識別準確率的測試樣本。
首先,分別選擇50 組刀具處于正常磨損、中度磨損和嚴重磨損3 個階段的特征向量,共150 組數據樣本用于訓練神經網絡。由于每種特征的計算單位不同,為了保證每種特征獲得同等的權重,對訓練樣本進行歸一化處理。設置最大訓練次數為1000,學習率取為0.001,訓練誤差為0.000 1。網絡訓練結果如圖7 所示,由圖可知,網絡在訓練7 次之后,訓練誤差小于目標訓練誤差。
3.3 刀具磨損狀態識別
神經網絡訓練完成后,選擇樣本識別刀具的磨損狀態。選擇提供給神經網絡識別的測試樣本,同樣分別選擇5 組刀具處于正常磨損、中度磨損和嚴重磨損3 個階段的特征向量,共15組數據樣本用于網絡測試,同樣進行歸一化處理。神經網絡識別的結果如表2 所示。
從表2 可以看出,神經網絡的識別結果與刀具真實的磨損狀態完全一致,可以肯定基于BP 神經網絡的狀態識別方法能夠準確有效的識別判斷出刀具的磨損狀態。
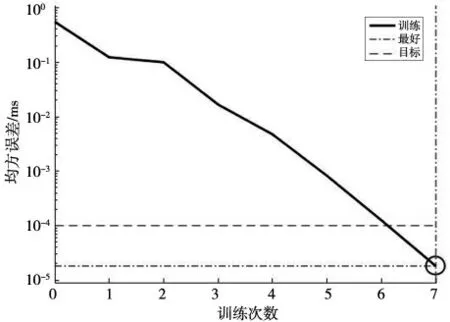
圖7 網絡訓練結果
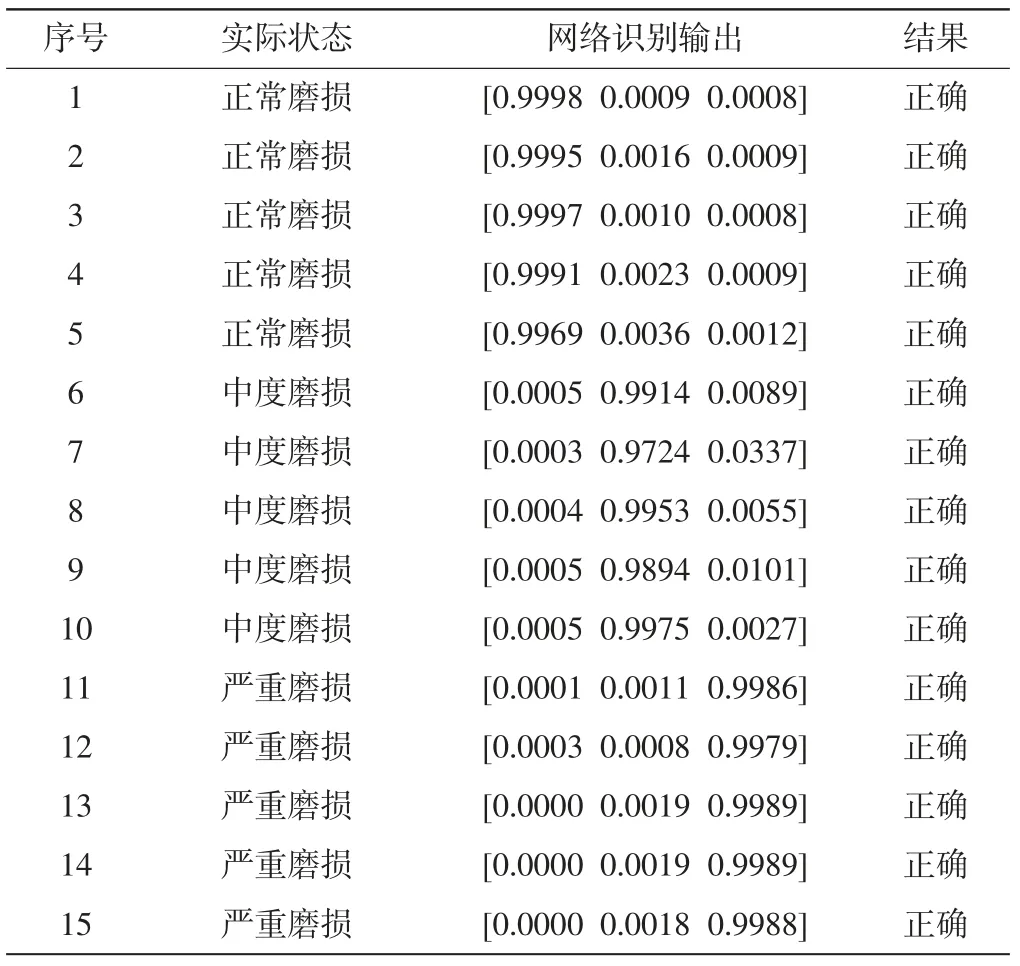
表2 神經網絡識別結果
4 結束語
根據實際的加工情況,選擇數控機床的輸入三相電流信號作為刀具磨損狀態識別的監測信號。接著將采集的三相電流信號數據進行時域、頻域和小波分析等,從中提取出了與刀具磨損程度相關性較好的敏感特征向量。構建BP 神經網絡,利用訓練樣本訓練網絡,利用測試樣本檢驗訓練后神經網絡的識別準確度,根據實驗識別結果可以表明,基于BP 神經網絡的數控機床刀具磨損狀態識別方法能夠準確地識別出刀具的磨損狀態。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中國生殖健康(2019年3期)2019-02-01 06:12:26
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學學報(2015年3期)2015-11-11 17:20:00
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
