余熱發電工程電站高溫高壓耐熱鋼管道焊接施工操作工藝研究
2019-09-18 07:29:51吳學才
中小企業管理與科技·中旬刊 2019年7期
吳學才

【摘 要】依據高溫高壓汽輪機本體管道和電站系統管道工藝參數和安全運行要求,論文對提高新型高效節能汽輪發電機組主機管道和電站系統管道的焊縫安全、質量、焊接效率等焊接工藝進行研究,將改進后的工藝方法應用于主機生產和安裝工程,取得了良好的效果。
【Abstract】 According to the process parameters and safe operation requirements of high temperature and high pressure steam turbine main pipeline and power station system pipeline, ?this paper studies the welding technology of improving the welding safety, quality and efficiency of the new high-efficiency steam turbine generator and power station system pipeline. The improved process method is applied to the host production and installation engineering and has achieved good results.
【關鍵詞】耐熱鋼管道;質量;安全;焊接效率
【Keywords】 heat-resistant steel pipe; quality; safety; welding efficiency
【中圖分類號】P755.1 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文獻標志碼】A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?【文章編號】1673-1069(2019)07-0145-02
1概述
1.1市場需求
洛陽中重發電設備有限責任公司為適應市場需求,自主研發的高溫高壓汽輪發電機組,是一種新型高效節能汽輪發電機組。多次改進生產制造工藝,破解了多項技術難題,已經成為中信重工余熱發電和成套電站的新產品、新技術和新亮點。近幾年,發電機組應用于燃氣發電、干熄焦余熱發電、生物質發電、多種工業余熱發電產業的節能減排、熱電聯產、能源階梯利用項目,市場前景廣闊。
1.2 設計要求
高溫高壓電站系統一般壓力為8.83MPa、蒸汽溫度530℃左右,電站高溫高壓管道焊接包括系統管道和主機部分的汽輪機本體的噴嘴室、蒸汽室,對ZG15Cr2Mo1、ZG15CrMoV,接管部分為12Cr1MoV等材料進行焊接,這些低合金珠光體耐熱鋼的抗高溫綜合性能強,穩定性好,但是可焊性差,對焊接工藝的要求非常高。
1.3 質量安全
電站系統高溫高壓管道焊縫的質量優劣直接關系到系統的長期高負荷安全運行,焊縫質量是保持耐高溫蠕變性、高溫保持設計強度的主要因素。2016年8月11日14時49分,由某公司施工的湖北省當陽市馬店矸石發電有限責任公司發生高壓蒸汽管道裂爆事故,造成重大人員傷亡和財產損失,除人為管理因素外,高壓管道的焊接質量未達標也是主要的原因之一。因此,高溫高壓管道的焊接事關安全,責任重大。
1.4 高效生產
高溫高壓電站系統的主機生產和管道安裝周期較長,為縮短周期,在保證或提高焊縫質量的前提下,探索了采用搖擺焊法對小于57mm小口徑管道進行全氬弧焊搖擺焊;對大口徑管道采用氬弧焊搖擺焊打底手工電弧填充焊蓋面、MAG焊填充蓋面、手工電弧焊填充蓋面或MAG焊填充手工鎢極氬弧焊搖擺焊蓋面的焊接工藝方法焊接,不但大大提高了焊接效率,也提高了焊縫質量,焊后射線探傷,一次合格率達到100%。
1.5 外觀美化
隨著對工業產品的質量要求越來越高,對重工產品焊接技術要求不斷提升,焊縫的外觀質量不斷升級,焊接工藝與藝術的結合日益緊密。因此,工匠精神、工業藝術與技術深度融合,使焊縫的外觀日益趨于藝術化。
2 焊接工藝方法介紹
2.1 焊接方法
手工鎢極氬弧焊搖擺焊操作手法是手持焊槍焊嘴靠挨母材坡口一側引燃電弧,大拇指沿食指指尖方向摩擦送絲,形成熔滴、熔池。然后利用手腕的擺動使焊嘴按照要求的線型和方向擺動,利用熔滴的表面張力作用來填充坡口的一種手工鎢極氬弧焊接方法。
這種焊接方法也可應用于MAG焊,但是操作的方法略有不同,原理一致,獲得的效果較好。
2.2 技術特點
①以焊把保護瓷咀兩側在母材上確定支撐為支點,獲得最佳操作手感,搖動焊把,形成電弧搖擺的寬度,沿一定形狀路線有規律地前進,保持一定的頻率和速度。根據焊縫的寬窄、深淺、溫度等,選擇適當的前移量、頻率、速度、送絲方法,焊出均勻漂亮的合格焊縫。②根據匹配的焊接參數,準確地控制熱輸入量,進行快速焊接。③由于最佳焊接支撐點的支撐作用,減輕焊接操作的強度,快速焊接提高焊接生產效率,精準的熱輸入量保證熔敷金屬的元素成分燒損率最低,保證合金金屬晶粒細化。
2.3 工藝目標
①快速獲得均勻和一定厚度的打底、填充及蓋面,而且打底的焊縫背面成型良好。②形成較為完美的外觀及成型焊縫花紋,如均勻連續的魚鱗紋、花形紋、幾何紋等。
3 焊接工藝手法操作要領
3.1 送絲方法
就用大拇指與食指、中指緊夾焊絲,用大拇指沿食指指尖方向靠摩擦向前推動焊絲,焊絲從無名指和小拇指中間穿出,起定位作用。
搖把送絲法的特點是續絲穩而快,不間斷,均勻地擺動加大了Ar的保護圈,更好地保證了焊縫的質量。特別是不銹鋼、有色金屬材料的焊接,熔池均勻、氣體保護得當,焊接外觀更美觀,穩定性高,又減少了坡口兩側的咬邊現象。
3.2 擺動方法
焊嘴擺動是氬弧焊搖擺焊操作關鍵,焊嘴輕輕挨著坡口作為支撐點,一側停留并引燃電弧形成熔池,靠大拇指與食指摩擦送絲,隨著焊嘴電弧熱源及氬氣流保護遷移方向的擺動,熔滴在牽引力和表面張力作用下,從坡口另一側與該側母材相連,等熔滴與另一側母材形成穩定的熔池、焊縫后,再搖擺回到母材原來一側。如此反復,形成的焊縫兩側熔合良好,不易產生咬邊及未焊透、未熔合現象。由于焊絲一直沒有脫離氬氣的保護圈,故焊縫內部、表面質量都能夠保證。
3.3 擺動方式
根據不同的焊接內外質量要求和外觀需求,擺動的方法也有所不同,常用的主要有以下幾種形式,圖1為焊接試件圖。
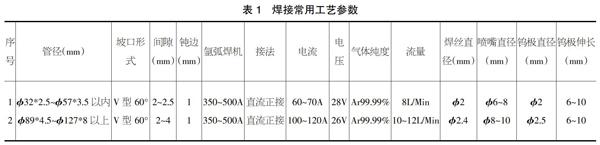
4 焊接常用工藝參數
焊接常用工藝參數如表1所示。
5 焊接手法的操作應用
①汽輪機主機高溫高壓蒸汽管焊接:高溫高壓汽輪機生產制造;高壓蒸汽室及接管制造。
②電站熱力系統高溫高壓蒸汽管焊接。
6 結論
洛陽中重發電設備有限責任公司生產的高溫高壓、高轉速、沖動式汽輪機,與鍋爐、發電機及其他附屬設備組成成套電站系統,汽輪機排出的蒸汽可供工業用汽,適用于大、中型工礦企業的自備熱電站,具有高效、節能、環保等特點,也是在高效高轉速汽輪機研發項目中取得的重大突破。
主機高溫高壓管件與系統主蒸汽管道的焊接部分的高溫高壓焊接工藝,所取得的突破包括搖擺焊接的應用,為電站成套系統的開發,提供了重要工藝技術支撐。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
中國質量與標準導報(2014年1期)2014-02-28 22:21:28
