淺談排插內(nèi)托注塑成型工藝優(yōu)化及模具設(shè)計
2019-10-09 12:30:46張韜原梓皓林鑫施佳聰林權(quán)
中國設(shè)備工程 2019年16期
關(guān)鍵詞:變形
張韜,原梓皓,林鑫,施佳聰,林權(quán)
(武夷學(xué)院機電工程學(xué)院,福建 武夷山 354300)
傳統(tǒng)的注塑模具設(shè)計方式是通過試模來判斷模具設(shè)計是否合理,而在這過程中,很難發(fā)現(xiàn)熔接線、體積收縮、翹曲變形、空穴等注塑成型缺陷問題,設(shè)計過程中完全憑借著自身經(jīng)驗實施,時常造成修模返工,嚴(yán)重影響模具研發(fā)效率。在此利用CAD/CAE 技術(shù),以排插內(nèi)托注塑件為例,在模具設(shè)計前期,對成型過程展開熔體充填數(shù)值模擬研究,應(yīng)用正交實驗法進(jìn)行成型工藝參數(shù)優(yōu)化,獲取合理的工藝參數(shù)組合方式,分析了熔接線、翹曲變形、收縮率等成型質(zhì)量狀態(tài),模擬驗證了成型系統(tǒng)的合理性,并為后續(xù)注塑模結(jié)構(gòu)設(shè)計提供參考依據(jù),從而提高了模具設(shè)計效率。
1 塑件工藝性分析
排插內(nèi)托零件的三維模型如圖1 所示,塑件脫模斜度設(shè)計為1°,公差等級取MT4,表面質(zhì)量取Ra12.5,注塑原料為聚碳酸酯(PC),由于PC 的阻燃性能好,廣泛應(yīng)用于電子電氣家用產(chǎn)品,選取SABIC Innovative Plastics China Co.Ltd 制造商,牌號為THERMOCOMP D452 的阻燃級PC 作為生產(chǎn)對象,表1 為THERMOCOMP D452 的物性表。
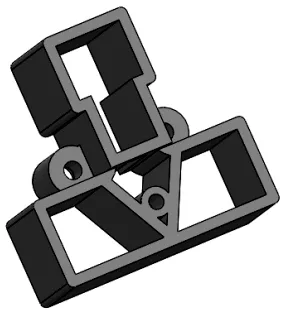
圖1 排插內(nèi)托零件三維模型
2 創(chuàng)建模流分析系統(tǒng)
為了減小充填壓力損失,以及提高生產(chǎn)效率,依據(jù)排插內(nèi)托零件結(jié)構(gòu)特點,采用一模四腔H 型型腔布局,澆注系統(tǒng)設(shè)計如下:主流道錐角為3°,長度為81mm,起始處直徑為3mm,分流道采用圓形截面,直徑為6mm,一次分流道長度為60mm,二次分流道長度為10mm,澆口采用標(biāo)準(zhǔn)側(cè)澆口,澆口長度為1.5mm,寬度為2mm,深度為0.7mm。由于塑件型腔是對稱分布,為了保證主流道兩側(cè)冷卻均勻和減少塑件內(nèi)外表面溫差,在動定模板上分別開設(shè)冷卻水路,此外為了降低冷卻水孔的加工難易程度,采用直流循環(huán)式水路設(shè)計模式,水道孔數(shù)為8 個,相鄰兩水道孔中心距位30mm,水孔中心距離塑件分型面為40mm,最后模流分析系統(tǒng)如圖2 所示。
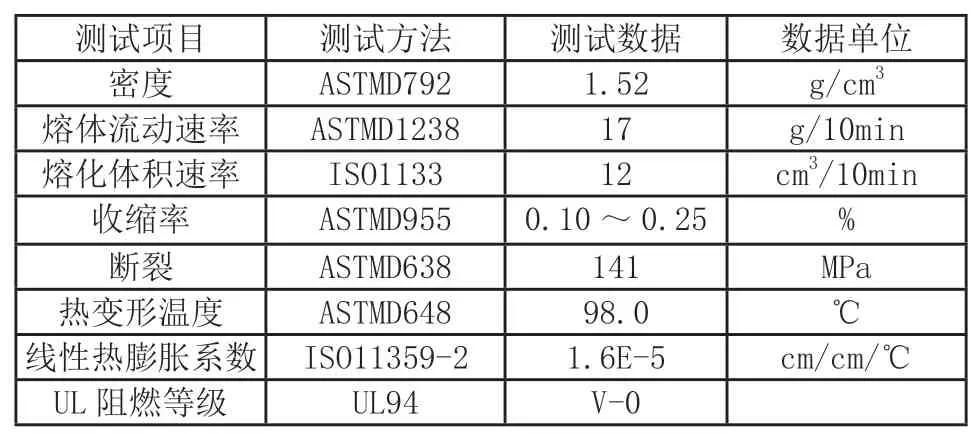
表1 THERMOCOMP D452 的物性表

圖2 模流分析系統(tǒng)
3 基于正交試驗的成型工藝優(yōu)化
正交試驗法常應(yīng)用于注塑成型工藝參數(shù)優(yōu)化,在此選取正交實驗表進(jìn)行正交實驗,以熔體溫度、流動速率、注射壓力、保壓壓力為影響因子,探討它們對塑件的翹曲變形的影響,表2 為正交實驗因子水平,表3 為實驗數(shù)據(jù)表。
由上表的實驗結(jié)果得到以上4 個因子對翹曲變形的影響程度,按照由大到小排序為保壓力、熔體溫度、注射壓力、流動速率,其中充填流動速率對翹曲變形沒有影響,并得到成型工藝參數(shù)最優(yōu)組合方案為熔體溫度305℃、注射壓力為100、保壓壓力為60,流動速率50,其他注塑工藝參數(shù)采用模流分析數(shù)據(jù)庫推薦值,從而進(jìn)行得到產(chǎn)品的最大翹曲變形量為0.0447mm,如圖3 所示。由圖3 可以看出,產(chǎn)品各型腔翹曲變形量均勻,最大翹曲變形發(fā)生產(chǎn)品框架上,變形量從0.0348~0.0447mm,符合產(chǎn)品質(zhì)量要求。圖4 為熔接線疊加熔體前沿溫度分布云圖,圖中顯示流動波前溫度最大溫差為0.8℃,波前溫降很小,熔接線都屬于熱融合,對產(chǎn)品質(zhì)量沒有影響。圖5 為產(chǎn)品填充時間分布云圖,由圖5 可知充填時間的等值線的分布比較均勻,顏色過渡也比較均勻,說明熔體流動速度均勻且達(dá)到四個產(chǎn)品各個型腔的相同位置的時間一致性好,填充過程平衡,經(jīng)過0.6623s 塑件填充完成。圖6 頂出時的體積收縮率分布云圖,圖中顯示頂出時的最大體積收縮率為5.134%,其中大部分區(qū)域的體積收縮率為2%~3.5%,并且分布比較均勻,內(nèi)部結(jié)構(gòu)比較復(fù)雜區(qū)域的體積收縮率變化過渡緩和,滿足體積收縮率要求。另外,其他模流分析結(jié)果也符合要求。
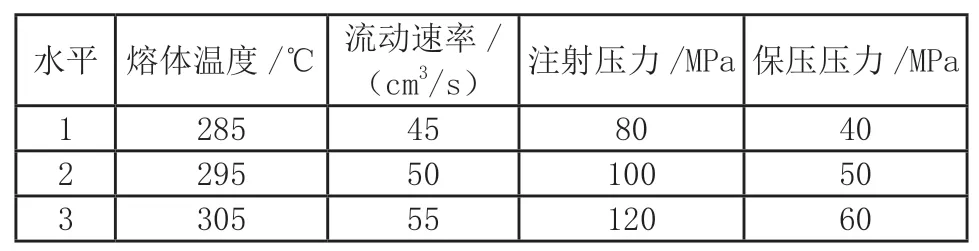
表2 正交實驗因子水平表
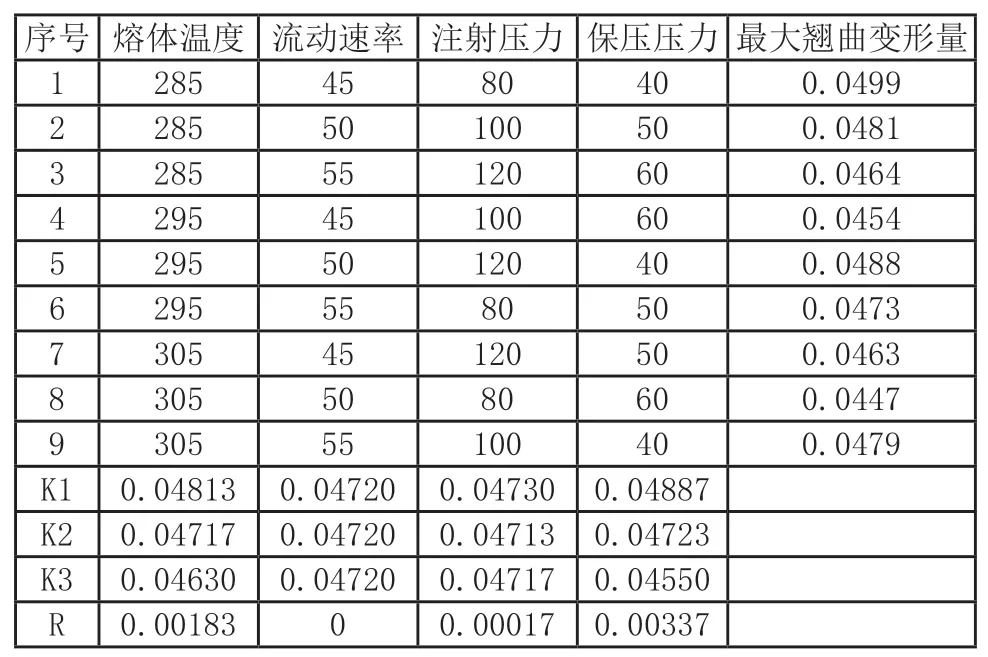
表3 實驗數(shù)據(jù)表
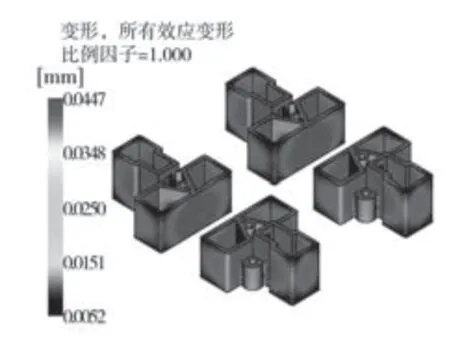
圖3 產(chǎn)品翹曲變形結(jié)果
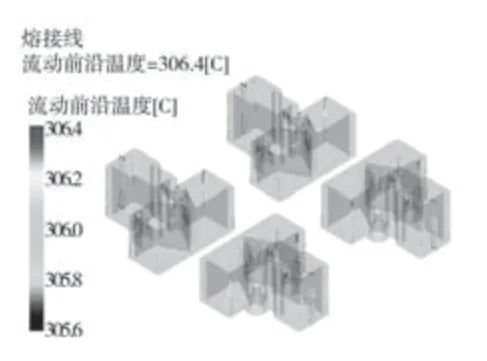
圖4 熔接線分布及流動波前溫度

圖5 填充時間分布

圖6 頂出時的體積收縮率分布
4 模具成型結(jié)構(gòu)設(shè)計
為了方便加工,節(jié)省價格昂貴型芯型腔材料,便于成型件熱處理以及減少裝配、調(diào)整工序,常采用整體鑲嵌式成型結(jié)構(gòu),依據(jù)排插內(nèi)托塑件特征及型腔布局,在此動定模主體結(jié)構(gòu)選取整體鑲嵌式,如圖7 所示。圖7(a)為型腔鑲件結(jié)構(gòu),圖7(b)為型芯鑲件結(jié)構(gòu),型腔鑲件加工相對容易,可直接依靠塑件外輪廓加工凹槽;型芯鑲件需要成型排插內(nèi)托內(nèi)孔,采用組合成型結(jié)構(gòu)模式,內(nèi)部的4 個異形通孔的采用整體式,直接在型芯鑲件板上加工,而排插內(nèi)托上其余圓形小孔,由于加工型芯較難且容易損壞,在此另外設(shè)計型芯桿成型。
5 模具主剖圖及工作原理

圖7 成型鑲件結(jié)構(gòu)
最后基于模流分析結(jié)果,進(jìn)行注塑模具結(jié)構(gòu)總體設(shè)計,模具主剖圖如圖8 所示。首先確定模架規(guī)格,在此選擇龍記的大水口、CI 型的2525 規(guī)格的模架,并確定A 板厚度選擇為60mm,B 板厚度選擇70mm,C 板厚度取為80mm,型芯型腔采用采用局部鑲嵌式,推出機構(gòu)包括推出、導(dǎo)向、復(fù)位三個部分,考慮到塑件為框架薄壁件,在排插內(nèi)托圓形小孔上設(shè)置推管,推管推出時與塑件的接觸位置為塑件圓孔外環(huán),該部位與塑件主體結(jié)合部分比較大,塑料填充量最多,不易發(fā)生頂出變形或破裂現(xiàn)象,而流道系統(tǒng)直接采用簡單的標(biāo)準(zhǔn)推桿推出。
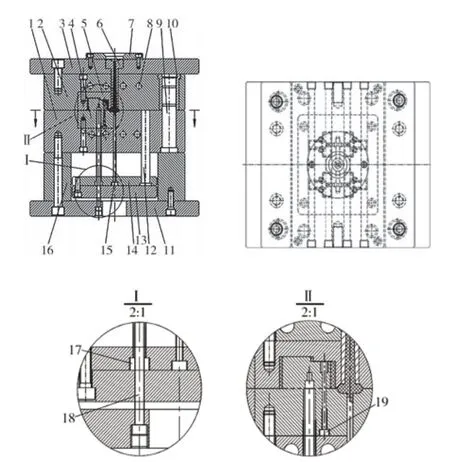
圖8 模具結(jié)構(gòu)圖
圖8 中動模部分在上下移動過程中,導(dǎo)柱9 與導(dǎo)套10接觸,實現(xiàn)導(dǎo)向作用。模具閉合時,注塑機的噴嘴通過與澆口套6 接觸,將粘流態(tài)的塑料由澆口套6 射入由型腔鑲件5、型芯鑲件4 等所構(gòu)成的封閉型腔內(nèi),經(jīng)過保壓冷卻后,塑件完成成型,繼而模具動模部分向下移動,分型面打開。由于主流道呈錐狀,在拉料桿15 的拉扯作用下,使流道系統(tǒng)與定模部分分離,并跟隨動模繼續(xù)向下移動,由于產(chǎn)品對型芯產(chǎn)生了包緊力,因此也留在了動模側(cè)。動模部分向下運動到達(dá)一定距離后,停止移動,注塑機頂桿穿過動模座板11 中心的頂桿孔,并作用在推板13 上,經(jīng)過推管17、推桿20 和拉料桿15 的作用,將產(chǎn)品與流道系統(tǒng)的凝料一同頂出動模。合模時,動模部分向上移動,并在導(dǎo)柱9 和導(dǎo)套10 的作用下,動定模進(jìn)行精準(zhǔn)定位合模,此時復(fù)位桿12 與定模板2 接觸時,導(dǎo)致推出機構(gòu)能繼續(xù)向上移動,而動模部分仍在繼續(xù)上移中,從而使得推板13、推桿固定板14、推管17、推桿20 進(jìn)行了復(fù)位,合模過程直到型腔板與型芯板接觸才完成合模。
6 結(jié)語
依據(jù)排插內(nèi)托的塑件結(jié)構(gòu)工藝要求,利用Moldflow 模流分析結(jié)合正交實驗法,以最大翹曲變形量為指標(biāo),獲取最優(yōu)工藝參數(shù)組合方案為熔體溫度305℃、注射壓力100、保壓力60,流動速率50,得到成型最優(yōu)翹曲變形量為0.0447mm,驗證了流道系統(tǒng)和冷卻系統(tǒng)設(shè)計的合理性。基于模流分析結(jié)果,采用整體鑲嵌式型芯型腔結(jié)構(gòu),選取推桿推管組合推出方式進(jìn)行模具結(jié)構(gòu)設(shè)計,實踐檢驗證明,模具結(jié)構(gòu)合理可靠。
再次說明,利用CAD/CAE 技術(shù)進(jìn)行模流分析,可提前預(yù)判缺陷的出現(xiàn),減少了傳統(tǒng)注塑模具制造過程中因試模和修模而帶來的損失,節(jié)省了研發(fā)成本,同時,也為注塑模具設(shè)計提供了理論基礎(chǔ)。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36