沖壓模具表面電鍍鉻工藝研究及其應用
2019-10-09 12:30:54邊超王延慧王磊李廣鵬
中國設備工程 2019年16期
關鍵詞:工藝
邊超,王延慧,王磊,李廣鵬
(濟南卡車股份有限公司,山東 濟南 250116)
隨著汽車工業的發展,對沖壓模具質量要求也越來越嚴格。目前市面上經常用到的模具材料主要就這幾種:碳素工具鋼、高碳高鉻工具鋼、高速鋼等。常規的熱處理技術只能適當地提高模具材料的強韌性,而表面處理技術能夠全方面地提高模具的性能,使模具的生產壽命增加幾倍甚至幾十倍。現在我們國內汽車企業生產所使用的大型覆蓋件模具一般都選擇電鍍鉻提升模具表面的性質,所形成的電鍍鉻層不僅具有很好的性能(硬度高、耐磨性強、抗腐蝕性強等),而且厚度和結合程度也能滿足生產需求。這也就讓電鍍鉻在汽車模具的眾多處理方法中能夠脫穎而出,得到了認可。本文主要研究模具鍍六價鉻工藝參數的優化,從而提高模具的使用壽命。
1 實驗原理分析
電鍍法是通過電化學的原理,將金屬層沉積到工件的表面上。首先要構造一個閉合的電路,一般將要進行電鍍的模具工件和直流電源的負極相連接作為電鍍槽的陰極,把要進行鍍覆的金屬(鍍鉻一般是使用鉛版,鉻以鹽的形式存在于電鍍液中)和直流電源的正極連接到一起,作為電鍍槽的陽極。電鍍液一般都為要鍍元素的鹽溶液,其中還要有一部分的添加劑保證電鍍的充分進行,電路連通后,會在電鍍槽的陰極(待鍍工件)上出現想要鍍的金屬層。
2 實驗材料的選擇
本文實驗所用材料主要有:進行鍍鉻的GGG70L,作為電鍍陰極的鉛版,配置電鍍液的原料,試樣處理過程中的各種處理試劑等(表1)。

表1 GGG70L 主要化學元素及含量
3 電鍍時間對電鍍鉻效果的影響
電鍍過程其實是金屬離子還原成金屬晶體而組成鍍層的過程,因此,影響電鍍鉻層厚度其實就是影響電結晶的過程,電鍍時間越長,沉積的厚度也就越厚。通過硬度檢測發現,電鍍鉻層的硬度隨著電鍍時間的延長先增大,最終都基本趨于一個定值。一味地追求過高的表面電鍍鉻層的硬度,有可能會導致電鍍鉻層的內應力過高、脆性過大,從而導致電鍍鉻層的結合力與耐摩擦性能出現下降,或者是因為在電鍍鉻層中有過多的有機碳化物夾雜,最終導致電鍍鉻層的耐腐蝕性或者是其他的性能下降。在一定的范圍內,電鍍鉻層的耐磨性不僅與表面的硬度有關系,還和電鍍鉻層的脆性和附著性有著很大的聯系。進行摩擦實驗得到的平均摩擦系數表明電鍍時間為15min 的時候,平均摩擦系數經測量為0.5147,遠遠比其他工藝條件下形成的電鍍鉻層的摩擦系數要小很多。
通過觀察對比發現,當電鍍時間為10min 和15min 的時候,電鍍鉻層的質量是最好的。當電鍍時間延長到20min和25min 的時候,電鍍鉻層的厚度得到了顯著的提升,但表面質量卻嚴重下降。所以,并不是電鍍鉻層的厚度越厚,它的質量也就越好。綜合考慮電鍍鉻層的表面質量,10min、15min 這兩個電鍍時間都是可以的,但電鍍15min 形成電鍍鉻層的厚度比較厚,所以15min 是最適合進行電鍍鉻處理的。
4 電鍍溫度對電鍍鉻效果的影響(圖1)
通過實驗觀察發現,電鍍鉻層的厚度基本都是隨著電鍍溫度的升高而增加。但是隨著電鍍溫度的升高,電鍍鉻層的厚度在58℃之后逐漸不再發生變化,甚至出現了負增長的情況。電鍍鉻層的硬度隨著電鍍溫度的升高而增加,但是隨著電鍍溫度的逐漸升高,硬度的增速也逐漸變緩。

圖1 不同電鍍溫度下形成電鍍鉻層在400 倍金相顯微鏡下結構圖
通過實驗發現,電鍍溫度比較高時,對應所形成的電鍍鉻層的厚度也得到了增加,造成這種現象的主要原因是,電鍍的溫度比較高,分子的擴散運動也就會更加快,Cr6+也會變得活躍起來,電鍍過程中陰極的電流效率也就會得到提高。但是當鍍液的溫度超過某一個臨界值的溫度,所形成的電鍍鉻層的厚度就會開始減小。結合電鍍鉻層厚度與質量,通過比較發現,當電鍍溫度為52℃的時候,所形成的電鍍鉻層質量是最好的。
研究表明,電鍍時間為15min、電鍍溫度為52℃時的電鍍鉻層試樣的平均摩擦系數約為0.5147,遠比其他的條件下形成的電鍍鉻層的摩擦系數要低,單從摩擦系數這個方面討來論電鍍鉻層的耐磨性。那么,溫度為52℃的時候,工藝狀況是最佳的。
5 電流密度對電鍍鉻效果的影響(圖2)
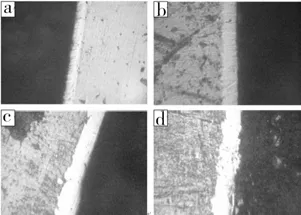
圖2 不同電流密度下形成的電鍍鉻層在400 倍金相顯微鏡下的結構圖
通過觀察發現,電鍍鉻層的厚度隨著電鍍電流密度的增長先是出現增厚,但當電流密度超過15A/dm2之后,電鍍鉻層的厚度達到了一個臨界值,電鍍鉻層的厚度基本上不再發生變化。
電鍍鉻層的硬度隨著電鍍電流密度的增長而逐漸增加,但是,在前期增加的速度比較快,后期厚度的增加速度逐漸趨于平緩,但還是有明顯的增加。
通過觀察分析發現,在15A/dm2、18A/dm2、21A/dm2這三種不同的電流密度的條件下,最終形成的電鍍鉻層的厚度相差不是太大,從而得出陰極的電流效率有一個臨界的定值。如果陰極的電流密度太過于高,那么對應的它的效率也會比較高,那么最終所形成的電鍍鉻層的厚度也會不斷增加,而當陰極的電流密度逐漸增大而超出了某個范圍之后,對應得電流效率也達到了一個最大值,這時,如果還繼續增加陰極的電流密度,它的效率也不會再繼續發生變化了。結合電鍍層鉻厚度與表面質量,通過對比分析發現,當電鍍的電流密度為15A/dm2的時候,最終所形成的電鍍鉻層的綜合性能是最好的。
通過實驗曲線看出,各種電流密度的條件下所形成的電鍍鉻層的平均摩擦系數以15A/dm2的時候最低。各工藝下磨損時的平均摩擦系數:電鍍濃度為200g/L、電流密度為15A/dm2時形成的電鍍鉻層試樣的平均摩擦系數約為0.5147,遠遠低于同等條件下電流密度形成的電鍍鉻層的平均摩擦系數。單從摩擦系數方面討論電鍍鉻層的耐磨性,電流密度15A/dm2時,是最有利于形成好的電鍍鉻層的。
6 模具實際生產研究分析
通過綜合分析,我們最終得到一組電鍍工藝參數:時間15min,溫度52℃,電流密度15A/dm2。按照最佳參數進行兩套模具的電鍍鉻處理。通過跟蹤測量這兩套模具每生產3000 件時關鍵位置的粗糙度與硬度,發現在生產到48000 件的時候,模具表面的性質還是很穩定且滿足工藝要求。
7 結語
(1)通過大量的實驗研究與性能檢測分析,最終得到了電鍍鉻工藝的優化參數為:電鍍溫度為52℃,陰極電流密度為15A/dm2,電鍍時間為15min。
(2)采用優化后的工藝制備的電鍍鉻層的表面均勻,光亮、平整,無鉻瘤、鉻毛,微裂紋數量極少,無網絡狀裂紋質量高于其他工藝鍍鉻層。電鍍鉻層與基體間結合良好,試樣鍍鉻層的厚度均勻,可以達到13.6μm。顯微硬度相對較高,其值可以達到882.59HV。摩擦磨損試驗結果表明,該鍍鉻層的失重量最小,平均干滑動摩擦系數為 0.5147,耐磨性能最優。
(3)通過對使用電鍍鉻最佳參數處理的模具進行生產追蹤,發現在生產到48000 次時,表面質量仍然很穩定,且能夠能滿足技術要求,所生產的產品件也沒有質量問題。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52