DP540雙相輪輞鋼焊接接頭組織特征及其不均勻變形研究
2019-10-09 11:05:02霍世宗趙炳戈高玉來
上海金屬 2019年5期
霍世宗 潘 華 丁 凱 趙炳戈 雷 鳴 高玉來
(1.省部共建高品質特殊鋼冶金與制備國家重點實驗室,上海 200444; 2.上海市鋼鐵冶金新技術開發應用重點實驗室,上海 200444; 3.上海大學材料科學與工程學院,上海 200444; 4.寶山鋼鐵股份有限公司研究院汽車用鋼研究所,上海 201900; 5.汽車用鋼開發與應用技術國家重點實驗室,上海 201900)
近年來,隨著環境問題和能源危機不斷加劇,汽車輕量化設計越來越受到重視并成為一個重要發展方向。有關研究表明,汽車質量每減少100 kg,可節省燃油0.3~0.5 L /(100 km),可減少CO2排放8~11 g/(100 km)。車輪是汽車上一個相對獨立的安全部件,其服役環境的特殊性決定了這類部件有著相對獨立的性能要求。汽車車輪承受著車輛的垂直負荷、橫向力、驅動(制動)扭矩和行駛過程中產生的各種應力,它是高速回轉運動的零件,要求具有足夠的負荷能力、良好的緩沖性和氣密性、良好的均勻性和質量平衡性。輪輞是安裝在車輪周邊支撐輪胎的部件,輪輞輕量化是汽車輕量化的途徑之一[1]。目前,先進高強鋼、鋁合金、鎂合金、復合材料等均已被用于輪輞的生產。其中先進高強鋼完全可以滿足汽車工業所要求的安全、輕量、廉價和環保等要求,因此是優先選擇的材料之一[2]。先進高強鋼中的雙相鋼由于有著高強度、成形性好等優點,已廣泛應用于汽車車輪、底盤、保險杠等的制造[3-4]。
雙相鋼通常是指由低碳鋼或低合金高強鋼經臨界區處理或控軋控冷而得到的、主要由鐵素體和馬氏體所組成的鋼。雙相鋼的特性來源于它們的微觀結構,其微觀結構由鐵素體基體和在鐵素體晶粒之間排列的第二相馬氏體組成。微觀組織中還可能存在少量的貝氏體和殘留奧氏體[5]。生產工藝不同,馬氏體相的體積分數、尺寸和形態均不同。鄺霜等[6]研究了不同馬氏體體積分數雙相鋼的組織特征,發現低馬氏體體積分數情況下,馬氏體完全呈島狀或者顆粒狀;隨著馬氏體體積分數的增加,組織中出現光學顯微鏡下可見的板條馬氏體,但顆粒狀馬氏體島數量較少;當馬氏體體積分數進一步增加,板條馬氏體成為主導相,顆粒狀馬氏體島基本消失。
由于熱效率高、焊接質量穩定、無需添加焊接材料等優點,閃光對焊已成為輪輞生產的主要焊接方法之一。隨著輪輞用鋼強度級別的提高,輪輞閃光對焊出現了新的焊接問題,顯著影響產品的質量和安全。張洪博等[7]研究了510CL車輪鋼閃光對焊接頭組織,發現焊接熱影響區包含界面區、粗晶區、重結晶區和部分重結晶區4個部分。
本文采用閃光對焊技術制備了DP540雙相鋼焊接接頭,并對焊接接頭不同特征區域的微觀組織及力學性能進行了觀察與分析,以期為DP540鋼在車輪輪輞上的應用提供參考。
1 試驗材料與方法
試驗所用DP540雙相鋼的化學成分如表1所示,為低碳低合金鋼。DP540鋼經閃光對焊成焊接接頭,在整個焊件上截取用于組織觀察分析的試樣,試樣原始形貌如圖1所示。

表1 DP540雙相鋼的化學成分(質量分數)
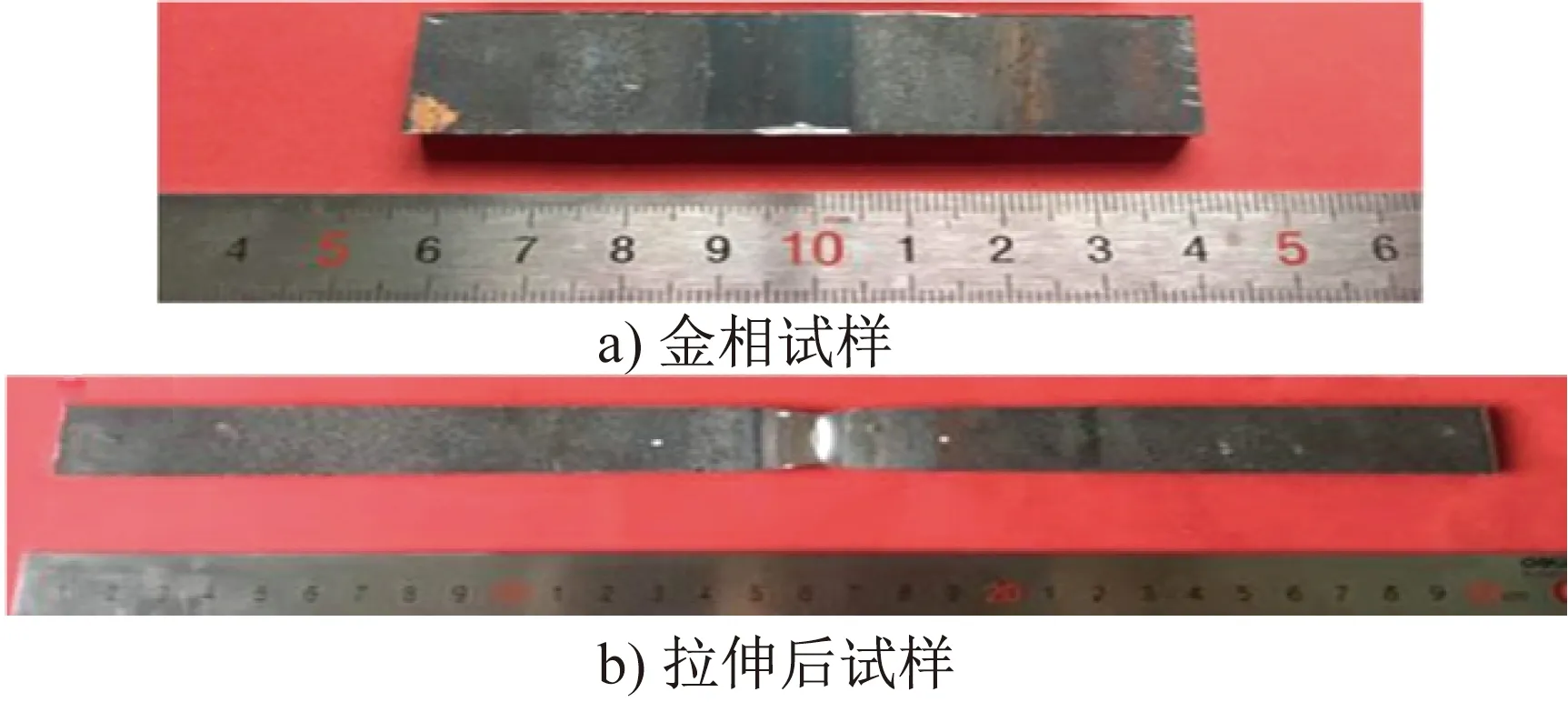
圖1 閃光對焊焊接試樣形貌
試樣經磨拋后使用體積分數為4%的硝酸酒精溶液腐蝕,然后利用蔡司金相顯微鏡(Zeiss, Imager A2m)、掃描電子顯微鏡(JSM-6700F)觀察微觀組織,再利用MH-5L維氏硬度計測量顯微硬度,試驗力為200 g,保載時間為5 s,步距為200 μm。最后采用萬能拉伸試驗機對焊接接頭進行室溫拉伸性能測試,拉伸速度為10 mm/min。
2 試驗結果
2.1 焊接接頭顯微組織
金相試樣與拉伸試樣均取自同一焊接輪輞,以保證組織與性能的對應關系。焊接接頭各區域顯微組織如圖2所示。
從金相圖片可以看出,DP540鋼焊接接頭可以分為5個特征區,如圖2(a)所示,依次為界面區、粗晶區、重結晶區、部分重結晶區和母材。界面區位于整個焊接接頭的中心,如圖2(b)所示,界面區結合良好,未見氣孔、裂紋等焊接缺陷。在閃光對焊過程中,界面區是工件接觸面經閃光、頂鍛作用實現連接的區域。在閃光階段,界面區經歷的峰值溫度極高,接近固-液相溫度,因此導致晶粒嚴重粗化。在頂鍛階段,頂鍛力的作用下,界面區處于熔化、半熔化狀態的金屬以及夾雜物被擠出,并通過位錯運動發生了較大的塑性變形[8]。冷卻時,由于快速冷卻,導致鐵素體晶粒粗大。與界面區相鄰的粗晶區經歷了較高的峰值溫度和閃光對焊過程中的塑性變形,其特征是由于快速冷卻造成晶粒粗化并主要由粗大的鐵素體和馬氏體組成(見圖2c)。越接近界面區,溫度越高,晶粒越粗。重結晶區晶粒較為細小,主要由細小且均勻的鐵素體和馬氏體組成,如圖2(d)所示,該區域的晶粒細化主要與其經歷的相對較低的峰值溫度有關,力學性能良好。部分重結晶區位于重結晶區和母材之間,如圖2(e)所示,它主要由鐵素體和少量馬氏體組成,部分重結晶區靠近母材區域,受焊接熱循環的影響,該區域產生回火,部分馬氏體分解。

圖2 DP540鋼焊接接頭各區域顯微組織
焊接試樣母材區域的顯微組織如圖3所示,主要由鐵素體和分布在鐵素體晶界的馬氏體組成。馬氏體提供了雙相鋼的強度特性,鐵素體則使雙相鋼具有良好的塑性,在拉伸變形時,作為高硬度的第二相馬氏體阻礙了裂紋的擴展,因此雙相鋼具有良好的韌性[9]。
圖4為拉伸試樣全貌圖,可以看出,拉伸試樣斷裂于焊接熱影響區的粗晶區。
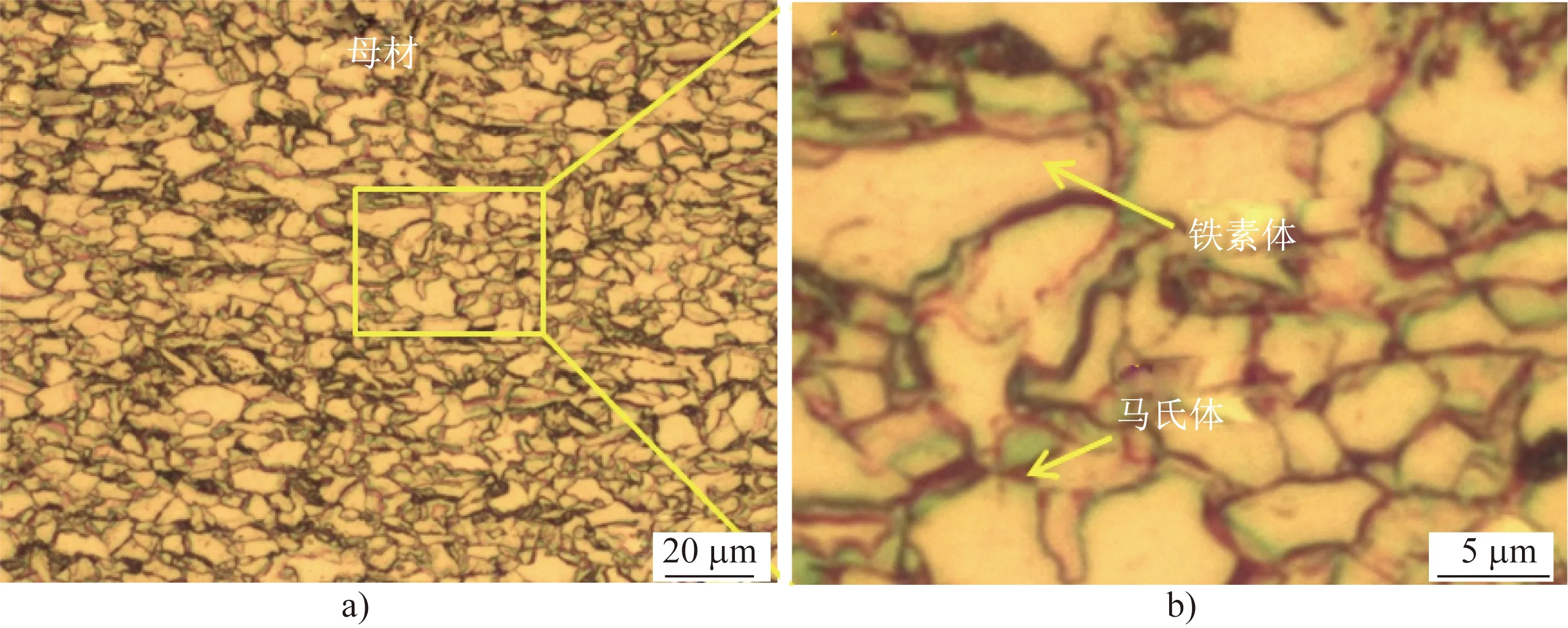
圖3 焊接試樣母材區域的顯微組織

圖4 拉伸試樣全貌
圖5為在掃描電鏡下觀察到的粗晶區微觀組織,可以看出,粗晶區基體組織主要為鐵素體,鐵素體表面無明顯析出相,十分“干凈”。粗晶區由于峰值溫度很高,冷卻后得到粗大的組織,韌性很低,為焊接接頭的薄弱環節,常產生脆化或裂紋[10]。根據雙相鋼組織特點,雙相鋼發生變形時,應變集中在鐵素體中,第二相馬氏體起強化作用,而粗晶區主要為粗大的鐵素體組織,因此為焊接熱影響區的薄弱環節。閻啟等[11]對雙相鋼的焊接性進行了研究,發現采用優化的焊接工藝會使粗晶區組織細化,從而提高韌性。Li等[12]對熱軋含Ti雙相鋼的析出行為和力學性能進行了研究,發現析出相對雙相鋼基體起析出強化作用,因此細化粗晶區和增加該區域析出相的數量是提高粗晶區抗變形性能的有效途徑。
2.2 焊接接頭力學性能
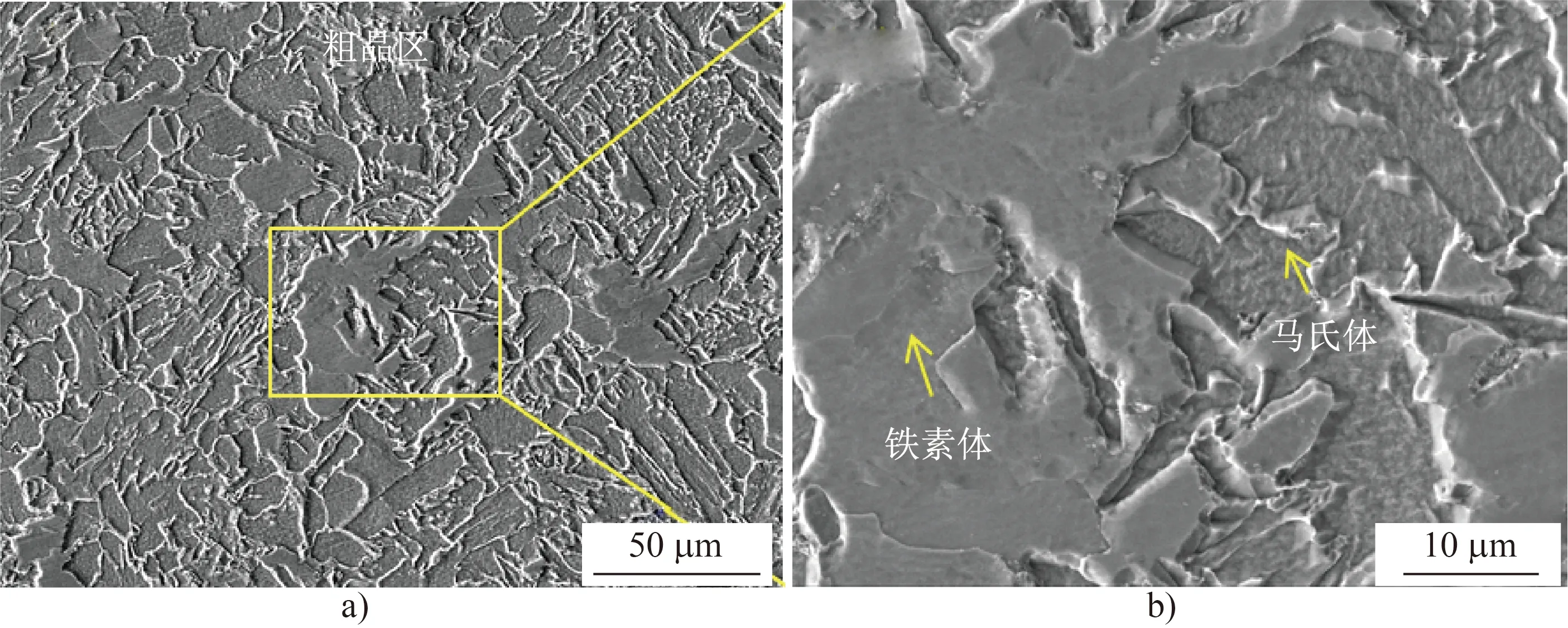
圖5 焊接試樣粗晶區微觀組織的SEM形貌
圖6為焊接試樣顯微硬度分布。從圖中可以看出,閃光對焊過程中焊接接頭存在巨大的頂鍛力,因此越靠近焊縫中心,位錯密度越高[13],從而導致界面區的硬度最高。隨著與界面區距離的不斷增加,焊接熱的影響逐漸減小,動態再結晶引起位錯密度降低,從而硬度呈下降趨勢。因此,界面區硬度最高,并沿粗晶區、重結晶區逐漸降低,直至母材區平穩。其中部分重結晶區存在硬度偏低的現象。這是因為在焊接熱循環作用下,熱影響區靠近基體的部位產生軟化,形成軟化區,軟化區主要由原先存在的馬氏體回火形成。
從硬度數據可見,焊接接頭的硬度雖上下波動但幅度不大,較為穩定,大致集中在150~180 HV0.2。李在先等[14]研究了SX65雙相鋼的焊接性能,發現焊接接頭軟化區的硬度明顯降低,拉伸變形時在此處斷裂,結合本文焊接接頭的硬度數據和斷裂位置,可見本文焊接試樣的粗晶區相比軟化區更易變形。
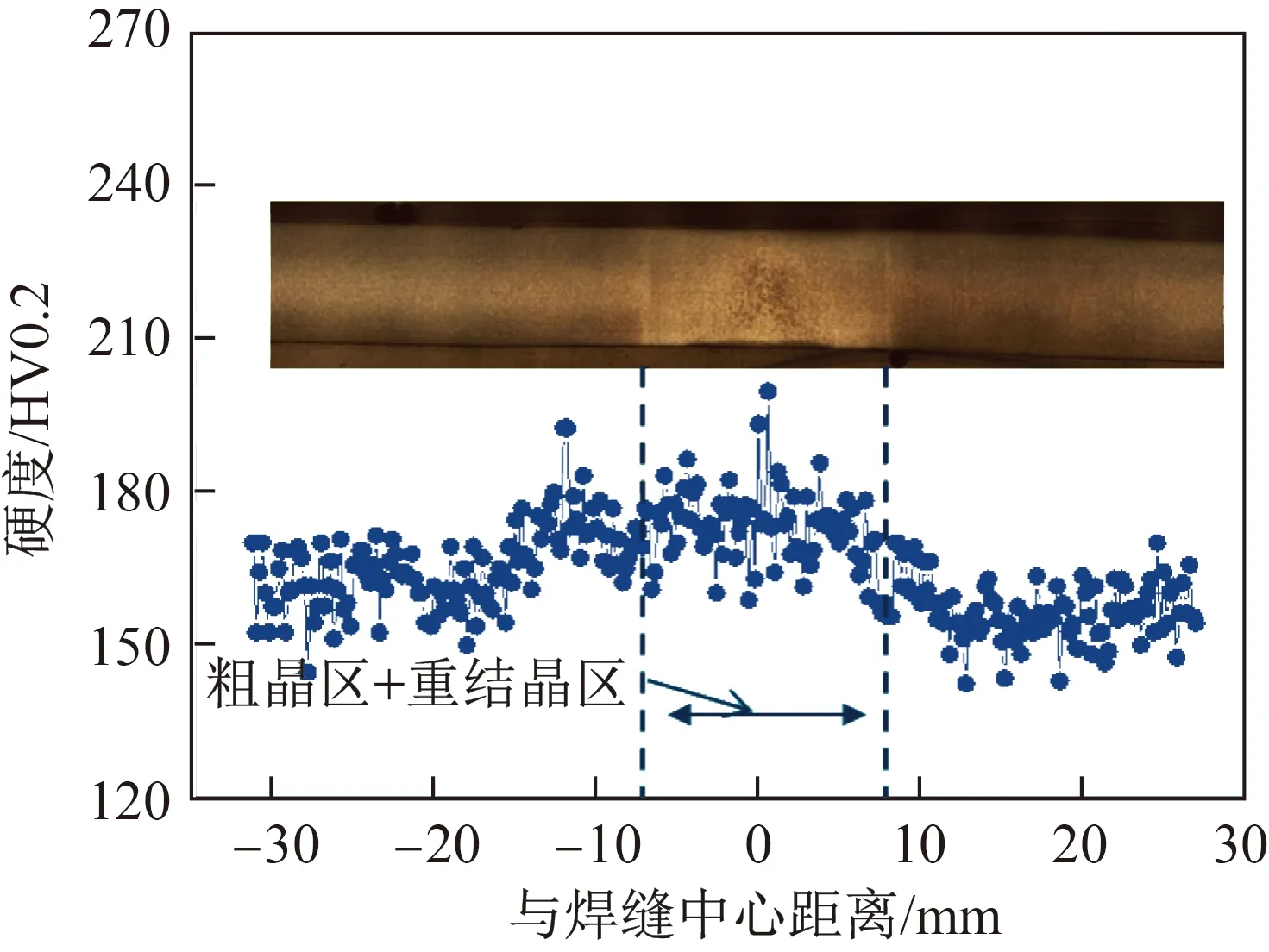
圖6 焊接試樣顯微硬度分布
焊接接頭試樣的拉伸性能如圖7所示,從圖中可以看出,焊接接頭的屈服強度為464 MPa,抗拉強度為514 MPa,斷后伸長率為21.5%,試樣在應變為8.5%時發生縮頸,并斷裂于粗晶區。

圖7 焊接接頭試樣的拉伸性能
2.3 兩相比例統計
使用Image-ProPlus軟件對焊接接頭各特征區的主要兩相,即鐵素體和馬氏體含量進行統計,分別得到粗晶區、重結晶區、部分重結晶區和母材4個區域的兩相比例(鐵素體體積分數/馬氏體體積分數)。
圖8(a)為母材金相照片,圖8(b)為使用IPP軟件對(a)圖的數據統計,其中黑色區域為鐵素體統計區域,白色區域為馬氏體統計區域,計算得到鐵素體與馬氏體兩相體積比為7.8(鐵素體和馬氏體體積分數分別為88.7%、11.3%)。
使用IPP軟件對其他特征區域的兩相比例進行統計,其中部分重結晶區鐵素體與馬氏體兩相體積比為15.7(鐵素體和馬氏體體積分數分別為94.0%、6.0%),重結晶區鐵素體與馬氏體兩相體積比為11.8(鐵素體和馬氏體體積分數分別為92.2%、7.8%),粗晶區鐵素體與馬氏體兩相體積比為26.9(鐵素體和馬氏體體積分數分別為96.7%、3.6%)。

圖8 母材區IPP數據統計
圖9為各特征區兩相比例的柱狀圖,可見母材、部分重結晶區和重結晶區的兩相比例較為接近,而粗晶區的兩相比例差異明顯大于其他特征區。這是因為粗晶區主要為粗大的鐵素體晶粒,抗變形性能較差,在拉伸過程中承擔了較大的變形,進而導致縮頸,產生了不均勻變形,因此粗晶區為拉伸變形中的薄弱環節。
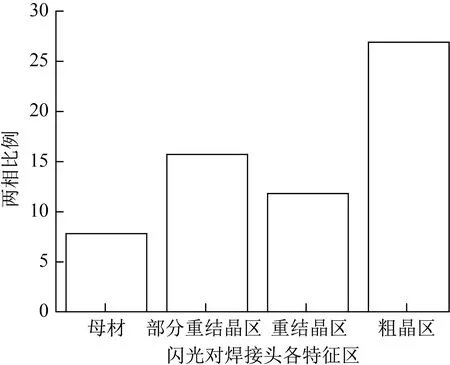
圖9 焊接接頭各特征區的兩相比例
3 結論
(1)DP540雙相鋼閃光對焊接頭存在5個特征區域,分別是界面區、粗晶區、重結晶區、部分重結晶區和母材,界面區的硬度最高。
(2)焊接接頭試樣的屈服強度為464 MPa,抗拉強度為517 MPa,斷后伸長率為21.5%,試樣在應變為8.5%時發生縮頸,斷裂位置處于粗晶區。
(3)焊接接頭不同特征區的主要兩相即鐵素體和馬氏體比例存在差異,母材、部分重結晶區、重結晶區及粗晶區的兩相比例依次為7.8、15.7、11.8和26.9,粗晶區的兩相比例差異最大,從而導致焊接試樣在拉伸變形過程中首先在粗晶區發生變形,產生縮頸。