65Si2MnWA 彈簧鋼絲繞制后消除應(yīng)力回火工藝應(yīng)用研究
2019-10-14 20:25:27毛歡
科技風(fēng) 2019年11期
毛歡
摘 要:為消除65Si2MnWA彈簧鋼絲在冷成形繞制后的冷作硬化內(nèi)應(yīng)力及彎鉤時產(chǎn)生裂紋的風(fēng)險,通過在繞制后制定合理的消除應(yīng)力回火溫度,安排繞后消除應(yīng)力回火工序,以消除彈簧鋼絲在繞制時產(chǎn)生的內(nèi)應(yīng)力,穩(wěn)定彈簧的形狀尺寸,從而避免了彈簧鋼絲在彎鉤時產(chǎn)生裂紋,造成零件的報廢;較大、集中的內(nèi)應(yīng)力的存在還可使彈簧鋼絲零件的形狀尺寸發(fā)生變化,這樣一來會使后續(xù)零件的淬火、回火產(chǎn)生更大的變形量,最終也會造成零件的成批報廢。
關(guān)鍵詞:65Si2MnWA鋼絲;內(nèi)應(yīng)力;形狀尺寸
彈簧是一類具有特殊功能的航空零件,具有較好的塑性和韌性及高的彈性極限等特點,[1]彈簧加工由車、鉗、熱、表處理等工序組成,工序間尺寸不易協(xié)調(diào),過程控制較難。首先必須消除彈簧鋼絲繞制后由于冷作硬化產(chǎn)生的較大內(nèi)應(yīng)力,穩(wěn)定其外形尺寸,從而避免彈簧鋼絲在彎鉤時產(chǎn)生裂紋,造成零件的報廢;為了解決上述問題,本文基于65Si2MnWA彈簧鋼絲繞制后在不同消除應(yīng)力回火溫度下對彈簧鋼絲最終性能的影響比較,得出最優(yōu)的65Si2MnWA彈簧鋼絲繞制后的消除應(yīng)力回火溫度。
1 彈簧試驗件概況
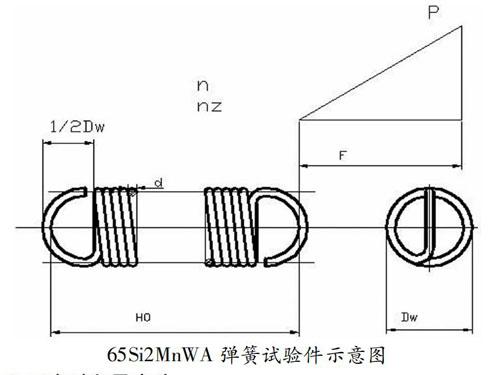
首先繞制直徑為d=1.2、d=2.5、d=4.5三種具有代表性規(guī)格的常用彈簧零件作為試驗件。每種規(guī)格的試驗件制作12件,拉伸試料12根,試料規(guī)格直徑同試驗件,長度L=200mm,彈簧零件見下圖所示。
2 研究過程及方法
2.1 試驗件加工流程
原材料檢查——繞制彈簧——消除應(yīng)力回火——鉗工彎鉤——磁力探傷——淬火——回火——拉伸試驗——外觀尺寸檢查。
2.2 試驗件分類
每種規(guī)格直徑的試驗件分四組,前三組在繞制后以三種不同的溫度消除應(yīng)力回火、鉗工彎鉤,第四組作為對比試驗,繞制后不做消除應(yīng)力回火直接進行鉗工彎鉤。
2.3 熱處理試驗方案
去應(yīng)力回火溫度越高則消除殘余應(yīng)力的效果越好,但溫度太高會降低材料原有的強度性能反而會有損于彈簧的性能。[2]依據(jù)彈簧鋼絲65Si2MnWA常用回火溫度430℃-460℃,每組繞制后的消除應(yīng)力回火溫度320℃、360℃、400℃,同時對彎鉤后的四組試驗件進行后續(xù)的鹽浴爐淬火+空氣爐回火工序,繼續(xù)驗證繞制后消除應(yīng)力回火對外形尺寸、拉伸強度的影響。
2.4 試驗結(jié)果
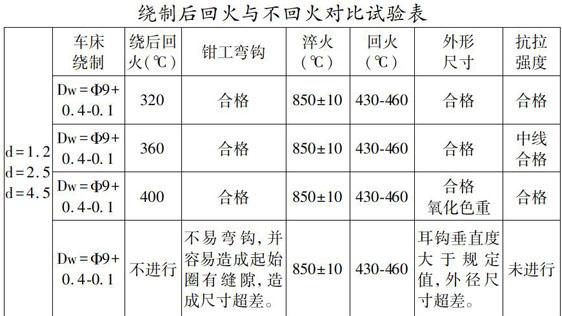
每種規(guī)格的試驗件繞制后回火與不回火進行加工后的對比試驗數(shù)據(jù)見右表。
3 結(jié)果與討論
3.1 彈簧鋼絲繞制后消應(yīng)力的必要性
65Si2MnWA彈簧鋼絲繞制后不進行消除應(yīng)力回火直接鉗工彎鉤、淬火、回火后的試驗件存在外形尺寸、外徑超差,耳鉤的垂直度和平行度不能保證等諸多不合格因素,所以65Si2MnWA彈簧鋼絲繞制后必須進行消除應(yīng)力回火。
65Si2MnWA彈簧鋼絲繞制后進行消除應(yīng)力回火,再鉗工彎鉤、淬火、回火的試驗件外形尺寸穩(wěn)定,試驗件的耳鉤、外徑等各項參數(shù)均符合技術(shù)條件要求。
3.2 非真空熱處理不利因素
65Si2MnWA彈簧鋼絲繞制后在空氣爐回火,隨著回火溫度的增加,表面氧化色加重,同時鹽浴爐淬火,淬火后在空氣爐回火,表面均有不同程度的氧化皮或氧化色,需依靠吹砂、拋光等方法去除,影響彈簧表面質(zhì)量,所以建議真空熱處理。
3.3 繞制后不同消除應(yīng)力溫度對拉伸強度的影響
65Si2MnWA彈簧鋼絲繞制后進行不同消除應(yīng)力溫度回火,熱處理后測試隨爐試料的拉伸強度均符合技術(shù)條件要求,但是每種規(guī)格的彈簧鋼絲繞制后,在360℃進行消除應(yīng)力后,拉伸強度數(shù)值浮動最小、最穩(wěn)定,在滿足溫度越高消除應(yīng)力越徹底情況下,表面僅有輕微氧化色,所以建議在繞制成型后使用360℃進行消除應(yīng)力回火。
4 結(jié)論
(1)彈簧鋼絲65Si2MnWA繞制成型后增加消除應(yīng)力回火,使彈簧鋼絲在成型中由于冷作硬化會產(chǎn)生較大的內(nèi)應(yīng)力減小到最小,方便了鉗工工人的生產(chǎn)操作,解決了鉗工彎鉤易產(chǎn)生裂紋的現(xiàn)象。
(2)彈簧鋼絲65Si2MnWA繞制成型后增加消除應(yīng)力回火,保證了彈簧鋼絲零件在熱處理后的外形尺寸,穩(wěn)定了最終零件的外觀尺寸參數(shù),滿足了工藝規(guī)范及用戶要求。
(3)彈簧鋼絲65Si2MnWA繞制成型后增加消除應(yīng)力回火,不僅避免了彈簧零件的成批報廢帶來的成本增加,更縮短了彈簧鋼絲零件的生產(chǎn)周期,提高了生產(chǎn)效率。
參考文獻:
[1]總編委會主編.航空制造工程手冊[2版].北京:航空工業(yè)出版社,2010.12.
[2]張英會,劉輝航,王德成.彈簧手冊[3版].北京:機械工業(yè)出版社,2017.2.