機器人應用于氣體保護焊的相關質量識別及控制研究
2019-10-21 20:25:52易榮軍
科學與財富 2019年29期
易榮軍

摘 要:從工業機器人自動焊接系統的硬件組成與連接、焊接系統參數設置、自動焊接系統PLC控制、機器人焊接過程示教編程等方面對工業機器人焊接系統的應用進行系統闡述,并根據機器人自動焊接中常見質量問題及自動焊接質量控制方法等了進行分析。本文以機器人氣體保護焊為例,系統分析了影響焊接質量的機料法環測五個因素的各子因素并評價了各因素的相關度,并針對強相關性因素介紹了過程控制方法。
關鍵詞:氣體保護焊;焊接質量;影響因素;相關度
前言:隨著工業經濟領域的戰略轉型和技術升級,焊接自動化、工業機器人、自動化控制系統的發展已經成為必要趨勢,焊接技術正在經歷從傳統的手工技術作業發展成為現代科學制造,焊接機器人的應用極大的提高了焊接的靈活性和焊接質量。
1汽車零部件行業氣保焊焊接質量現狀
焊接是汽車制造的四大工藝之一,也是眾多汽車零部件的重要工序,包括車身件、底盤件和功能件等,焊接的焊縫或者焊點都是CC特性和SC特性,不僅影響焊接產品的使用性能和壽命,更重要的是影響人身和財產安全。同時,焊接又是典型的特殊過程,涉及因素眾多,為了保證產品質量必須對焊接過程實施管理。氣體保護焊全名為熔化極氣體保護焊,是以可熔化的金屬焊絲作電極,并由氣體作保護的電弧焊[1]。在實際生產中,氣保焊產品的質量是由其過程保證的,當產品發生焊接質量問題、產生焊接缺陷時,就需要對焊接過程的控制進行分析,分析時一般采用魚刺圖(又名因果圖、石川圖)進行,如表1所示。目前發生質量問題一般采用此方法進行事后糾正,卻不能做到事前預防。
2影響機器人氣體保護焊質量的因素
機器人焊接有別于手工焊接,機器人焊接主要靠程序和防錯進行,人員的影響相對較小,故本文未納入分析,實際只從機、料、法、環、測等五個方面進行分析。
2.1物料對焊接質量的影響因素、風險、相關度和控制方法,如表2。
3機器人焊接系統的硬件連接
一個完整的工業機器人弧焊系統由工業機器人、焊槍、焊機、送絲機、焊絲、焊絲盤、氣瓶、煙霧凈化系統或者煙霧凈化過濾機等組成。機器人焊接系統單元間的連接包括焊機和送絲機、焊機和焊接工作臺、焊機和加熱器、送絲機和機器人工控柜、焊槍和送絲機、氣瓶和送絲機氣管等的連接。
4機器人焊接系統參數調節與設置
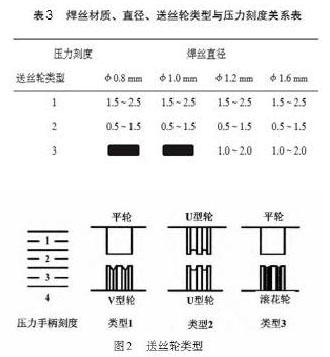
4.1送絲輪壓力調節系統安裝連接完成后應根據工藝要求調整送絲輪、氣瓶壓力以及焊絲盤的盤制動力。送絲機構為四輪雙驅,送絲壓力刻度位于壓力手柄上,對于不同材質及直徑的焊絲應設置不同的壓力刻度,不同材質、焊絲直徑與壓力的關系如表3及圖2所示。焊接過程中實際的壓力調節規范必須根據焊槍電纜長度、焊槍類型、送絲條件和焊絲類型作相應的調整。圖2中類型1適合硬質焊絲,如實芯碳鋼、不銹鋼焊絲。類型2適合軟質焊絲,如鋁及其合金。類型3適合藥芯焊絲[2]
4.2氣瓶流量和壓力調節和焊接方式、板厚、焊絲直徑等有關,應合理確定氣壓和流量。在流量調節前打開氣瓶手動開關并按一下焊機電源上的檢氣按鈕,在送氣期間,旋轉流量調節旋鈕使浮球處于預設定流量的刻度位置,流量調節完成后,可再次按下氣檢按鈕停止送氣。
4.3焊機控制面板可選擇焊機的功能和參數設定,焊接面板參數設置的操作流程首先依次選擇焊接方法、工作模式、焊絲直徑、焊絲材料,然后利用調節旋鈕和參數選擇鍵進行其他參數的調整,例如焊腳、板厚、焊接速度、焊接電流、焊接電壓、電弧力/電弧挺度和弧長修正等。為了達到理想的焊接效果,必須合理的設置焊接各項隱含參數,如回燒時間、提前送氣時間、滯后關氣時間等。如果焊機電壓和電流由機器人給定則無需設置焊接電流和焊接電壓。
5機器人焊接系統示教及編程
焊接工作既可以利用機器人示教器本地操作來完成,又可以由PLC遠程控制完成。為了保證焊接的正常進行及焊接機器人與PLC之間的通訊,除了完成機器人通用示教工作和編制PLC控制程序外,還必需完成機器人焊接系統焊接參數設置及機器人、PLC、焊機系統的關聯設置。
6機器人自動焊接系統PLC控制
機器人自動焊接系統在遠程控制模式下,機器人選擇自動模式,系統就緒情況下,通過PLC系統能夠實現自動焊接控制。設備自動啟動,系統運行,機器人程序啟動,在運行過程中若按下暫停按鈕機器人應暫停運行,再次按下啟動按鈕,機器人繼續運行,若急停按鈕動作,系統應立即停止運行,須按復位按鈕,清除機器人急停信號,機器人回到工作原點后,系統才可以再次啟動。
7焊接質量控制
使用壓力手柄調節送絲輪壓力,應使焊絲均勻的送進導絲管,并要允許焊絲從導電嘴出來時有一點摩擦力,不致引起在送絲輪上打滑,注意過大的壓力會造成焊絲被壓扁,鍍層被破壞,并會造成送絲輪磨損過快和送絲阻力增大。在焊接過程中應保持焊槍向焊接行進方向傾斜0°~10°的“前進法”焊接方法,使氣體保護效果較好。如果出現焊接咬邊現象要及時調整焊接參數和焊槍角度;如果經常性出現焊偏現象則要對機器人零位置進行校正。
8結語:
綜上所述,影響機器人氣體保護焊焊接質量的過程因素眾多,不僅需要強調硬件系統(包括:焊接電源穩定性、機器人的重復精度、送絲機構的穩定性等方面),還需要管理軟系統(包括:導電嘴的更換頻率、參數的設置、零件間隙的匹配等方面)。經過產品和工藝設計后,在批量生產前先要進行因素梳理、識別重點影響因素,進行完善的過程質量策劃,針對重點因素進行控制,做到事前預防,才能從根本上減少焊接質量風險。
參考文獻:
[1]陳祝年.焊接工程師手冊[M].二版.北京:機械工業出版社,2010.
猜你喜歡
成才之路(2016年33期)2016-11-19 17:22:40
中國科技博覽(2016年18期)2016-10-19 06:39:44
中國市場(2016年36期)2016-10-19 03:54:01
中國市場(2016年35期)2016-10-19 02:30:10
商(2016年27期)2016-10-17 07:09:07
商(2016年27期)2016-10-17 04:40:12
科技視界(2016年20期)2016-09-29 13:45:52
中國科技博覽(2016年12期)2016-05-09 04:07:19
中國高新技術企業(2015年8期)2015-04-13 18:04:25
中國高新技術企業(2015年11期)2015-03-27 21:11:43
